Você também pode gostar
- Manual Plasmacor 80arDocumento15 páginasManual Plasmacor 80arMiguel Oyarzabal100% (1)
- OrigoFeed 304N P4Documento16 páginasOrigoFeed 304N P4PedroAinda não há avaliações
- ManualDocumento14 páginasManualJanaina GomesAinda não há avaliações
- Manual Plasmacor 120AR - Corte A PlasmaDocumento13 páginasManual Plasmacor 120AR - Corte A PlasmaEvandro DanielAinda não há avaliações
- Manual-TIG-MMA-240 - 2012 V8 Brasil PDFDocumento14 páginasManual-TIG-MMA-240 - 2012 V8 Brasil PDFMichelAinda não há avaliações
- Manual Castotig 2003Documento24 páginasManual Castotig 2003paulinho35353789Ainda não há avaliações
- Faub - P125 e P275 - Corte A Plama ManualDocumento15 páginasFaub - P125 e P275 - Corte A Plama ManualBenites PatrickAinda não há avaliações
- Bosch - Sistemas de IgniçãoDocumento32 páginasBosch - Sistemas de IgniçãoItalo Fonseca100% (1)
- Manual - SLQDocumento9 páginasManual - SLQFaustoAinda não há avaliações
- Manual Unimatic 200 HDDocumento13 páginasManual Unimatic 200 HDpauloAinda não há avaliações
- Instalação de FancoilDocumento6 páginasInstalação de FancoilZilma MarquesAinda não há avaliações
- Maquina de Solda TRR 2300 (Bambozzi)Documento13 páginasMaquina de Solda TRR 2300 (Bambozzi)Obsol Eto100% (1)
- ARC200Documento9 páginasARC200Lucas OliveiraAinda não há avaliações
- Manual Solda Mig Brutus 350BR - Ago 22 - V1.4Documento24 páginasManual Solda Mig Brutus 350BR - Ago 22 - V1.4leandroAinda não há avaliações
- SISTEMAS DE IGNIÇÃO BOSCH - Blog Curioso É PoucoDocumento14 páginasSISTEMAS DE IGNIÇÃO BOSCH - Blog Curioso É PoucotiagoAinda não há avaliações
- Rebobinagem de Motores ElétricosDocumento15 páginasRebobinagem de Motores Elétricosvaldemir barros r resende100% (1)
- Máquina de Corte Plasma Cut 50DDocumento20 páginasMáquina de Corte Plasma Cut 50DtitipcAinda não há avaliações
- Manual Maq - Solda TigDocumento19 páginasManual Maq - Solda TigNeto LimaAinda não há avaliações
- Manual MMA160A 25 08 21Documento20 páginasManual MMA160A 25 08 21carlos teodosio victorAinda não há avaliações
- Aqualux Analogico ManualDocumento18 páginasAqualux Analogico ManualMarcio PradoAinda não há avaliações
- Solda Mig NaganoDocumento14 páginasSolda Mig Naganoricardo_rcjAinda não há avaliações
- Usinagem Eletroerosao IIDocumento9 páginasUsinagem Eletroerosao IIRafael DavidAinda não há avaliações
- Mig 120a Mig 140a Mig 120a V Mig Welder Manual v2206 PTBR 6421cdc99f4e3Documento15 páginasMig 120a Mig 140a Mig 120a V Mig Welder Manual v2206 PTBR 6421cdc99f4e3Alex Fernando MoreiraAinda não há avaliações
- Manual Sistema Mecanico DS140Documento16 páginasManual Sistema Mecanico DS140maciel19crissineiAinda não há avaliações
- Manual 22012008154332Documento6 páginasManual 22012008154332MárcioHenriqueAinda não há avaliações
- Relatório de EletrotecnicaDocumento4 páginasRelatório de EletrotecnicaJuliano PratesAinda não há avaliações
- Manual Picolla 400 T - Bambozzi 2Documento6 páginasManual Picolla 400 T - Bambozzi 2ricbosco100% (1)
- Manual Piccola 400 PDFDocumento6 páginasManual Piccola 400 PDFMauricio Dias100% (1)
- Manual Forno VulcanDocumento17 páginasManual Forno VulcanPastor Juarez JuniorAinda não há avaliações
- MU005P MANUAL Camas e Estrados Articulados EletricosDocumento5 páginasMU005P MANUAL Camas e Estrados Articulados EletricosalexcostelaAinda não há avaliações
- Aula 9 - Dimensionamento de Eletrodutos e Dispositivos de ProteçãoDocumento83 páginasAula 9 - Dimensionamento de Eletrodutos e Dispositivos de ProteçãoJohanderson Vasconcelos SilvaAinda não há avaliações
- Manual Mig 250 Trifásica - v001.07Documento25 páginasManual Mig 250 Trifásica - v001.07Aguemir JappeAinda não há avaliações
- Valvula de Bloqueio Absoluto PDFDocumento7 páginasValvula de Bloqueio Absoluto PDFmateusT850Ainda não há avaliações
- Manual - Acabadora de SuperficieDocumento4 páginasManual - Acabadora de SuperficieLucas AlmeidaAinda não há avaliações
- Esquema Bobina BoschDocumento31 páginasEsquema Bobina BoschVagner Hundertmarck100% (3)
- Disjuntores TermomagneticosDocumento8 páginasDisjuntores TermomagneticosSERGIO_BOUTYAinda não há avaliações
- Manual Unimatic 150 PTDocumento16 páginasManual Unimatic 150 PTgenibraAinda não há avaliações
- Solucionário SAM UD2Documento6 páginasSolucionário SAM UD2ScribdTranslationsAinda não há avaliações
- MANUAL MIG 150BR - v001.03Documento22 páginasMANUAL MIG 150BR - v001.03Letecmicr100% (1)
- Manual Trava Baú Safesoft TB-0706 - (550.100.000.0706) - Rev.1.0Documento2 páginasManual Trava Baú Safesoft TB-0706 - (550.100.000.0706) - Rev.1.0juan jose felixAinda não há avaliações
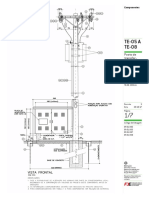
- TE05 - A - TE08 - 30 - 10 - 17 Posto Transformador CPFLDocumento7 páginasTE05 - A - TE08 - 30 - 10 - 17 Posto Transformador CPFLwillianmalAinda não há avaliações
- Manual Corte Plasma 40 - 2013 - RV 1.0 01 - 10 - 13Documento19 páginasManual Corte Plasma 40 - 2013 - RV 1.0 01 - 10 - 13Cutelaria ArtesanalAinda não há avaliações
- Manual GSX 4500Documento16 páginasManual GSX 4500Matheus Baños0% (1)
- Bomba de Vácuo ClinicoDocumento2 páginasBomba de Vácuo ClinicoWalmick SantosAinda não há avaliações
- An 4923Documento2 páginasAn 4923Edmilson Santos BatistaAinda não há avaliações
- Correntes e Cabo de Cabo LINGAS e ACESSORIOS - CM BrasilDocumento42 páginasCorrentes e Cabo de Cabo LINGAS e ACESSORIOS - CM BrasilLuLi BoyAinda não há avaliações
- Trabalho AutotransformadorDocumento27 páginasTrabalho AutotransformadorNininho CaladoAinda não há avaliações
- Manual TalhManual - Talha - 3000kg - Pdfa 3000kgDocumento21 páginasManual TalhManual - Talha - 3000kg - Pdfa 3000kgTeri Greene100% (1)
- Manual Cabecote Arcweld 200e400s Rev1Documento24 páginasManual Cabecote Arcweld 200e400s Rev1genivalfilho100% (1)
- Manual Tecnico Eurus SteelDocumento18 páginasManual Tecnico Eurus SteelMarcio JuliaszAinda não há avaliações
- Apostila MCEDocumento75 páginasApostila MCEFernando Angelim LeiteAinda não há avaliações
- Manual Trava Baú Safesoft (550.100.000.0519) - Rev.1.0Documento2 páginasManual Trava Baú Safesoft (550.100.000.0519) - Rev.1.0juan jose felixAinda não há avaliações
- 18 - Propriedades Do PapelDocumento25 páginas18 - Propriedades Do PapelGiselePaimAinda não há avaliações
- Conhecimentos Básicos de LubrificaçãoDocumento102 páginasConhecimentos Básicos de LubrificaçãoPaulo Ricardo Cunha RoldaoAinda não há avaliações
- 1 Lista de Exercícios-HBIDocumento6 páginas1 Lista de Exercícios-HBIGustavo MontfortAinda não há avaliações
- Folder Linha Pesada Setembro 2015-Web-Pq PDFDocumento5 páginasFolder Linha Pesada Setembro 2015-Web-Pq PDFGesiel Dias de SousaAinda não há avaliações
- Calculo - Viga Ponte RolanteDocumento29 páginasCalculo - Viga Ponte RolantePaulo LaraAinda não há avaliações
- Catalogo LeitosDocumento16 páginasCatalogo LeitosGuilherme De Santana WeizenmannAinda não há avaliações
- Material Ttat Muto BomDocumento192 páginasMaterial Ttat Muto BomVenicio AchermanAinda não há avaliações
- Estabilidade de TaludesDocumento24 páginasEstabilidade de TaludesBruna SilveiraAinda não há avaliações
- PenduloDocumento4 páginasPenduloLawrence MalungaAinda não há avaliações
- Aula 04 - Aço No Concreto Armado FykDocumento53 páginasAula 04 - Aço No Concreto Armado FykFelipe OliveiraAinda não há avaliações
- Oscilações: Prof - Msc. Glaucivan CunhaDocumento48 páginasOscilações: Prof - Msc. Glaucivan CunhaÉrika VasconcelosAinda não há avaliações
- Aula 06 Dinmica Parte 03 CBM27012022Documento2 páginasAula 06 Dinmica Parte 03 CBM27012022Sandro MendesAinda não há avaliações
- Geometria e PolaridadeDocumento9 páginasGeometria e PolaridadewisoncondeAinda não há avaliações
- Ficha - Substâncias e Misturas - FQ 7 ANODocumento3 páginasFicha - Substâncias e Misturas - FQ 7 ANOBeatriz AlbuquerqueAinda não há avaliações
- Defeitos de Soldagem - Ebook PDFDocumento80 páginasDefeitos de Soldagem - Ebook PDFFabianoCRZAinda não há avaliações
- Poder Calorífico - ExercíciosDocumento2 páginasPoder Calorífico - Exercícioschuss2Ainda não há avaliações
- Avaliação 2 (3º Ano-1º Bimestre)Documento5 páginasAvaliação 2 (3º Ano-1º Bimestre)Ju MiAinda não há avaliações
- Física Experimental 2 - Relatório 1Documento14 páginasFísica Experimental 2 - Relatório 1Julio CesarAinda não há avaliações
- 02 Manual de Seleção e Aplicação de BombasDocumento214 páginas02 Manual de Seleção e Aplicação de Bombassandromartins5Ainda não há avaliações
- UntitledDocumento9 páginasUntitledkeuliAinda não há avaliações
- Anel de Thomson - Denis e AndréDocumento3 páginasAnel de Thomson - Denis e AndréDenis MosconiAinda não há avaliações
- Aula - Diagrama de Esforços SolicitantesDocumento18 páginasAula - Diagrama de Esforços Solicitantestmagalhaes85Ainda não há avaliações
- ANALISE DA SISMICIDADE EM PORTUGAL Carto PDFDocumento14 páginasANALISE DA SISMICIDADE EM PORTUGAL Carto PDFRui CbAinda não há avaliações
- Lívia Christine Soares Pinheiro Prática 03Documento15 páginasLívia Christine Soares Pinheiro Prática 03Lívia Christine100% (2)
- Catalogo 2019Documento126 páginasCatalogo 2019Adriano Moreira de MacedoAinda não há avaliações
- Abnt - NBR 7198 - Projeto E Execução de Instalações Prediais de Água QuenteDocumento6 páginasAbnt - NBR 7198 - Projeto E Execução de Instalações Prediais de Água QuenteAnderson Santos AraújoAinda não há avaliações
- SolucoesDocumento16 páginasSolucoeskiraraitosantos0% (1)
- NBR 11350Documento8 páginasNBR 11350Zidson Arduim FerreiraAinda não há avaliações
- Lista 5 EMB5043 Fis3Documento7 páginasLista 5 EMB5043 Fis3Danilo Machado BezerraAinda não há avaliações
- Apostila Laje Nervurada-UFMGDocumento41 páginasApostila Laje Nervurada-UFMGbvm013_502268804Ainda não há avaliações