Você também pode gostar
- Sulfitação Dos Caldos de CanaDocumento14 páginasSulfitação Dos Caldos de CanaJavier Manuel IbanezAinda não há avaliações
- Extensivoenem-Química-Casos Particulares de Estequiometria - Reações Consecutivas, Limitante e Excesso-19-05-2020Documento13 páginasExtensivoenem-Química-Casos Particulares de Estequiometria - Reações Consecutivas, Limitante e Excesso-19-05-2020Bruna FariasAinda não há avaliações
- Prova de Quimica ItaDocumento137 páginasProva de Quimica ItaWeverton Correa100% (1)
- Resoluções Química Inorgânica 82-92Documento151 páginasResoluções Química Inorgânica 82-92Diego VidalAinda não há avaliações
- BM Com ReaçãoDocumento3 páginasBM Com ReaçãoLucas Bonfim Rocha50% (2)
- Produção Enxofre ResumoDocumento9 páginasProdução Enxofre ResumoDiogo HarduimAinda não há avaliações
- Prova de Quimica ItaDocumento162 páginasProva de Quimica ItaCarlos VaneAinda não há avaliações
- Processo de Obtenção - Ácido SulfricoDocumento24 páginasProcesso de Obtenção - Ácido Sulfricoquimicaufu100% (2)
- A Produção de H2SO4 Pelo Processo de Contato EnvolveDocumento6 páginasA Produção de H2SO4 Pelo Processo de Contato EnvolveThiago FagundesAinda não há avaliações
- Lista1-Fundamnetos de Calculo em ProcessosDocumento10 páginasLista1-Fundamnetos de Calculo em ProcessosLETICIA PAULO DE OLIVEIRA67% (3)
- Sequestrante de Oxigenio SulfitoDocumento2 páginasSequestrante de Oxigenio Sulfitomaoc4vnAinda não há avaliações
- Ácido SulfúricoDocumento52 páginasÁcido SulfúricoDaniel MoreiraAinda não há avaliações
- Tratamento de CaldoDocumento12 páginasTratamento de CaldoPepe ZafraAinda não há avaliações
- Quimica Do Forno de CalDocumento31 páginasQuimica Do Forno de CalPedro Borges100% (1)
- Questões PIDocumento10 páginasQuestões PImaria beatrizAinda não há avaliações
- 1 EstequiometriaDocumento8 páginas1 Estequiometriajuliana dinizAinda não há avaliações
- Lista Quimica R. ContinuadaDocumento6 páginasLista Quimica R. ContinuadaMiguel Amorim FaulhaberAinda não há avaliações
- Exercícios Gabaritados Gama - Módulo 17Documento23 páginasExercícios Gabaritados Gama - Módulo 17Janaina BarrosAinda não há avaliações
- Estequiometria-Exerc CiosDocumento8 páginasEstequiometria-Exerc CiosViriato Ricardo AzevedoAinda não há avaliações
- A) 35 B) 34 C) 33 D) 32 E) 31: Atividade de Química 2 1º TRIMESTRE/2023Documento5 páginasA) 35 B) 34 C) 33 D) 32 E) 31: Atividade de Química 2 1º TRIMESTRE/2023Ágata Ferreira S.1.T.10Ainda não há avaliações
- Lista de Exercícios - Cálculo EstequiométricoDocumento5 páginasLista de Exercícios - Cálculo EstequiométricoAnonymous Qd2rsRlVngAinda não há avaliações
- Estequiometria - QuimicaDocumento3 páginasEstequiometria - QuimicajoaoAinda não há avaliações
- Lista de Exercicios 1 Estequiometria Alunos SiteDocumento15 páginasLista de Exercicios 1 Estequiometria Alunos SiteClebson RamosAinda não há avaliações
- PDF - Lista Extra 17 - EstequiometriaDocumento11 páginasPDF - Lista Extra 17 - EstequiometriaRf xaviAinda não há avaliações
- Cálculo Estequiométrico IIDocumento5 páginasCálculo Estequiométrico IIAlfredo Sahade VespaAinda não há avaliações
- 3 Leis Ponderais e EstequiometriaDocumento7 páginas3 Leis Ponderais e EstequiometriaJulia Rosário de JesusAinda não há avaliações
- Cálculo Estequiométrico - Já Caiu Na FUVESTDocumento32 páginasCálculo Estequiométrico - Já Caiu Na FUVESTpaulo robertoAinda não há avaliações
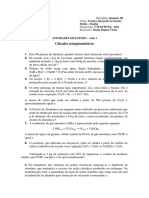
- Aula 1 Atividades em Estudo Química III Cálculos EstequiométricosDocumento3 páginasAula 1 Atividades em Estudo Química III Cálculos EstequiométricosGabriel RossaAinda não há avaliações
- Lista de Estequiometria IDocumento2 páginasLista de Estequiometria IRtyu IuytAinda não há avaliações
- Exercícios - Cálculo EstequiométricoDocumento2 páginasExercícios - Cálculo Estequiométricolais_carolineAinda não há avaliações
- Avaliação7 TalitaDocumento3 páginasAvaliação7 TalitaTalitalimaoliveiraAinda não há avaliações
- Exercícios EstequiometriaDocumento4 páginasExercícios EstequiometriaDwightcKAinda não há avaliações
- CálculosestequiométricoDocumento8 páginasCálculosestequiométricompedroleesilvaAinda não há avaliações
- Exercícios - EstequiometriaDocumento9 páginasExercícios - EstequiometriaJéssica MoraisAinda não há avaliações
- Ed 03 - Estequiometria Fundamentos 2Documento3 páginasEd 03 - Estequiometria Fundamentos 2bebeeetaAinda não há avaliações
- 0001 Curso Combustao Atualizado IIDocumento51 páginas0001 Curso Combustao Atualizado IILuis BarboAinda não há avaliações
- EstequiometriaDocumento4 páginasEstequiometriaTelmo CarmoAinda não há avaliações
- Lista de Exercícios de Cálculos EstequiométricosDocumento20 páginasLista de Exercícios de Cálculos EstequiométricosFelipe AraujoAinda não há avaliações
- Apostila EstequiometriaDocumento4 páginasApostila EstequiometriaPaulo AlvesAinda não há avaliações
- Exercícios de Revisão - 2 AnoDocumento2 páginasExercícios de Revisão - 2 AnoJonathan AraújoAinda não há avaliações
- Rendimento, Pureza e ReagentesDocumento15 páginasRendimento, Pureza e ReagentesJoana FerreiraAinda não há avaliações
- Petroquímica - Gás de SínteseDocumento86 páginasPetroquímica - Gás de Síntesegabrielanogueira2304Ainda não há avaliações
- Aula 07 Tecnologia Fabricação Açúcar Tratamento CaldoDocumento60 páginasAula 07 Tecnologia Fabricação Açúcar Tratamento CaldoHugo Rafael100% (1)
- Exercicios de Calculos EstequiometricosDocumento6 páginasExercicios de Calculos EstequiometricosElson CavalcanteAinda não há avaliações
- Calculo Estequiometrico RendimentoDocumento17 páginasCalculo Estequiometrico RendimentoJorge Henrique DiasAinda não há avaliações
- Semiextensivoenem-Química-Casos Particulares de Estequiometria-Reações Consecutivas e Limitante e Excesso-19-06-2018 PDFDocumento8 páginasSemiextensivoenem-Química-Casos Particulares de Estequiometria-Reações Consecutivas e Limitante e Excesso-19-06-2018 PDFDavid WinclissAinda não há avaliações
- Calculo Estequiometrico ExcessoDocumento16 páginasCalculo Estequiometrico ExcessoJorge Henrique DiasAinda não há avaliações
- Enem 2020.Documento10 páginasEnem 2020.Amanda FurtadoAinda não há avaliações
- Exemplos BME 3 - 2013-2Documento2 páginasExemplos BME 3 - 2013-2Natalia SantinAinda não há avaliações
- Lista EstequiometriaDocumento10 páginasLista EstequiometriaRosane OliveiraAinda não há avaliações
- 1 Série - Lista Estequiometria1Documento2 páginas1 Série - Lista Estequiometria1Professor AmigoAinda não há avaliações
- Exercicios 1 - EstequiometriaDocumento8 páginasExercicios 1 - EstequiometriaJean Cesar BenassiAinda não há avaliações
- 12 - UstulaçãoDocumento37 páginas12 - UstulaçãoNicolas Mamede0% (1)
- KURITA Soluções de Engenharia para Tratamento de Águas Industriais - Seqüestrante de Oxigênio para Caldeiras - SulfitoDocumento2 páginasKURITA Soluções de Engenharia para Tratamento de Águas Industriais - Seqüestrante de Oxigênio para Caldeiras - SulfitoAlexandre Alves MarinhoAinda não há avaliações
- Atividade EstequiometriaDocumento4 páginasAtividade EstequiometriajuliettealmeidanevesAinda não há avaliações
- Atmosfera Texto3Documento16 páginasAtmosfera Texto3Nuno AlmeidaAinda não há avaliações
- Efeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueNo EverandEfeito da Adição de Coque Verde de Petróleo na Microestrutura e Características Metalúrgicas do CoqueAinda não há avaliações
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- Teoria de PHDocumento19 páginasTeoria de PHSilvio C. PereiraAinda não há avaliações
- Stefani-Apostila de Cristalização e CozimentoDocumento9 páginasStefani-Apostila de Cristalização e CozimentoMurilo Romão100% (1)
- Mod Atividade ExtraDocumento2 páginasMod Atividade ExtraClaudia ValimAinda não há avaliações
- 6390e03acd2d6661877f9227 - Analise Da Substituicao Energetica de Bagaco de Cana de Acucar Por BiogasDocumento233 páginas6390e03acd2d6661877f9227 - Analise Da Substituicao Energetica de Bagaco de Cana de Acucar Por BiogasMurilo RomãoAinda não há avaliações
- Chiller's em Secadores de AçúcarDocumento7 páginasChiller's em Secadores de AçúcarMurilo RomãoAinda não há avaliações
- Planta Completa - Abril 2018Documento45 páginasPlanta Completa - Abril 2018Murilo Romão100% (1)
- FluxoGrama - Reuso ETA 30L-SEGDocumento1 páginaFluxoGrama - Reuso ETA 30L-SEGMurilo RomãoAinda não há avaliações
- Comparativo Sist. Cozimento 02 X 03 MassasDocumento7 páginasComparativo Sist. Cozimento 02 X 03 MassasMurilo RomãoAinda não há avaliações
- O Que É Um Plano de AçãoDocumento5 páginasO Que É Um Plano de AçãoMurilo RomãoAinda não há avaliações
- PÃO de QUEIJO & CIA - Tabela Da Copa Do Mundo 2018-2Documento2 páginasPÃO de QUEIJO & CIA - Tabela Da Copa Do Mundo 2018-2Murilo RomãoAinda não há avaliações
- Comparativo Sist. Cozimento 02 X 03 Massas PDFDocumento7 páginasComparativo Sist. Cozimento 02 X 03 Massas PDFMurilo RomãoAinda não há avaliações
- Tratamento Fuligem Da CaldeiraDocumento6 páginasTratamento Fuligem Da CaldeiraMurilo RomãoAinda não há avaliações
- Como InstalarDocumento1 páginaComo InstalarMurilo RomãoAinda não há avaliações
- Espessura Da Parede de TubosDocumento3 páginasEspessura Da Parede de TubosMurilo Romão100% (1)
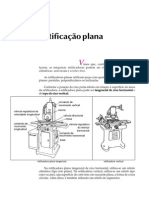
- Retificação PlanaDocumento6 páginasRetificação PlanaValter GarciaAinda não há avaliações
- Secagem IndustrialDocumento2 páginasSecagem IndustrialCelso da SilvaAinda não há avaliações
- AWS - A-2.4 Simbologia de SoldagemDocumento74 páginasAWS - A-2.4 Simbologia de SoldagemMatheus MartiniAinda não há avaliações
- L3023020EIADocumento1 páginaL3023020EIAtecnivoro123Ainda não há avaliações
- Roteiros EGM FUM 2s14Documento19 páginasRoteiros EGM FUM 2s14Murilo RomãoAinda não há avaliações
- Manual Básico Do EES (V. 1.0)Documento67 páginasManual Básico Do EES (V. 1.0)Fabyo Luiz PereiraAinda não há avaliações
- Mecanica Dos Fluidos - UFPEDocumento62 páginasMecanica Dos Fluidos - UFPELara Amaral FariasAinda não há avaliações
- Testepara InteligentesDocumento17 páginasTestepara Inteligentesanon-228050Ainda não há avaliações
- 5B2 Reações Óxidorredução PDFDocumento11 páginas5B2 Reações Óxidorredução PDFodirlei silvaAinda não há avaliações
- Avaliação Termoquímica - 2ºano QuímicaDocumento2 páginasAvaliação Termoquímica - 2ºano QuímicaFrannn22duran DuranAinda não há avaliações
- Ficha de Avaliação Fitossanitária - Praça Getúlio Vargas I - LocalizaçãoDocumento150 páginasFicha de Avaliação Fitossanitária - Praça Getúlio Vargas I - LocalizaçãoJamilson da silva juniorAinda não há avaliações
- Tabela de Preços Hidrenki - 2021 - v01Documento116 páginasTabela de Preços Hidrenki - 2021 - v01Alexandre PereiraAinda não há avaliações
- Aditivo AB 40 - CoventyaDocumento8 páginasAditivo AB 40 - CoventyaJadir KerstingAinda não há avaliações
- PROTEÇÃO CONTRA INCÊNDIO E EXPLOSÕES Modulo 4Documento42 páginasPROTEÇÃO CONTRA INCÊNDIO E EXPLOSÕES Modulo 4andreluizladeiraAinda não há avaliações
- WEG Tinta N6.5Documento15 páginasWEG Tinta N6.5Jeovane VasconcelosAinda não há avaliações
- Acidez e Basicidade Dos Compostos OrgânicosDocumento11 páginasAcidez e Basicidade Dos Compostos OrgânicosFelipe NunesAinda não há avaliações
- FISPQ - Penguard Primer Comp A (Jotun)Documento12 páginasFISPQ - Penguard Primer Comp A (Jotun)zoinhuhcAinda não há avaliações
- Manual Turbidimetro DM-TU EBC Rev06 - DigimedDocumento16 páginasManual Turbidimetro DM-TU EBC Rev06 - DigimedHeberti FreireAinda não há avaliações
- Lista de Exercícios - 1 Ano - Recuperação - 3 BimestreDocumento4 páginasLista de Exercícios - 1 Ano - Recuperação - 3 BimestreGabrielle Gomes de FrançaAinda não há avaliações
- Quimica OrganicaDocumento4 páginasQuimica OrganicaJacinto FaustinoAinda não há avaliações
- Tabela de Roscas 203-ConexõesDocumento99 páginasTabela de Roscas 203-ConexõesSérgioTeixeiraAraújoAinda não há avaliações
- PLENEJAMENTO DA DISCIPLINA DE Arquitetura Atômica e Molecular 20211Documento2 páginasPLENEJAMENTO DA DISCIPLINA DE Arquitetura Atômica e Molecular 20211Julian FernandesAinda não há avaliações
- Determinação de Acidez Total em Bebidas.Documento10 páginasDeterminação de Acidez Total em Bebidas.Fernanda MagalhaesAinda não há avaliações
- Aula 1 Quimica 1anoDocumento2 páginasAula 1 Quimica 1anoleia7l100% (1)
- Química III - P1-1 - Carbono (Maria Campanha)Documento3 páginasQuímica III - P1-1 - Carbono (Maria Campanha)Maria CampanhaAinda não há avaliações
- Reações de Adição EletrofílicaDocumento269 páginasReações de Adição EletrofílicaGuilherme AlmeidaAinda não há avaliações
- Ic - Tensiplus TensineDocumento7 páginasIc - Tensiplus TensineIsteuria CristinaAinda não há avaliações
- Materia CorpuscularDocumento9 páginasMateria CorpuscularEvaristo Paulo CassomaAinda não há avaliações
- Teste 1 MIA Gilto Acacio RochaDocumento5 páginasTeste 1 MIA Gilto Acacio RochaEstefanio Alfredo silvestreAinda não há avaliações
- Questionário Abendi LPDocumento15 páginasQuestionário Abendi LPjonathan wesley da costa100% (3)
- Fibra de VidroDocumento2 páginasFibra de Vidrokaroline limaAinda não há avaliações
- M. AAS eDocumento23 páginasM. AAS eHerminio CondulaAinda não há avaliações
- Tabela ConversaoDocumento2 páginasTabela ConversaoDanielle Rosa ToldoAinda não há avaliações
- Central de Material e Esterilização Aula 2Documento34 páginasCentral de Material e Esterilização Aula 2Adlesio jose0% (1)
- Lista 1 PDFDocumento2 páginasLista 1 PDFJossane SantosAinda não há avaliações
- Catalogo - Calhas e LeitosDocumento16 páginasCatalogo - Calhas e LeitosLuiz Sérgio SilvaAinda não há avaliações
- Fispq-Smart B-226Documento11 páginasFispq-Smart B-226João Vitor RagonhaAinda não há avaliações
- Relatório de AdsorçãoDocumento23 páginasRelatório de AdsorçãoThamyres CôcoAinda não há avaliações