Você também pode gostar
- Cristalização e Cozimento de AçucarDocumento8 páginasCristalização e Cozimento de AçucarMarcelo Rodrigo BovoAinda não há avaliações
- Cristalização e Cozimento Do Açúcar 2Documento9 páginasCristalização e Cozimento Do Açúcar 2alcidanAinda não há avaliações
- Tema 08 - Destruição de Melaço - AlexandreDocumento35 páginasTema 08 - Destruição de Melaço - AlexandreMARCIOAinda não há avaliações
- Curso 24 1 CentrifugaSecagemDocumento40 páginasCurso 24 1 CentrifugaSecagemPaulo Vitor SilvaAinda não há avaliações
- Cálculo Extração Difusor - Retorno Lodo (3) - MB0112 - 02Documento4 páginasCálculo Extração Difusor - Retorno Lodo (3) - MB0112 - 02Javier Manuel IbanezAinda não há avaliações
- Resumo de produção de açúcar e etanol com vazões e dados operacionaisDocumento11 páginasResumo de produção de açúcar e etanol com vazões e dados operacionaisFernando da Silva Peres100% (1)
- Aula 07 Tecnologia Fabricação Açúcar Tratamento CaldoDocumento60 páginasAula 07 Tecnologia Fabricação Açúcar Tratamento CaldoHugo Rafael100% (1)
- Água para condensação e resfriamento no processo de filtração a vácuoDocumento98 páginasÁgua para condensação e resfriamento no processo de filtração a vácuoMágda CorreiaAinda não há avaliações
- Balanço Sucrana 1 MassaDocumento24 páginasBalanço Sucrana 1 MassaGabriel Silva CrosattiAinda não há avaliações
- Centrifugação e Secagem Do AçúcarDocumento16 páginasCentrifugação e Secagem Do AçúcarTiago NevesAinda não há avaliações
- Tratamento de caldo, qualidade do açúcar e evaporaçãoDocumento45 páginasTratamento de caldo, qualidade do açúcar e evaporaçãoGeraldoadriAinda não há avaliações
- Purificação do caldo de canaDocumento67 páginasPurificação do caldo de canaPaulo Ricardo Cunha Roldao100% (2)
- Produção açúcar álcoolDocumento33 páginasProdução açúcar álcoolAparecido RodriguesAinda não há avaliações
- Estratégias para um cozimento de açúcar mais eficienteDocumento18 páginasEstratégias para um cozimento de açúcar mais eficienteJavier Manuel Ibanez100% (1)
- Balanço de Massa - Bevap 2010Documento46 páginasBalanço de Massa - Bevap 2010victoooaraujoAinda não há avaliações
- A importância da quantificação de açúcar nas águas industriaisDocumento31 páginasA importância da quantificação de açúcar nas águas industriaisFernando Mélo100% (1)
- Cálculo potência motores moendas canaDocumento35 páginasCálculo potência motores moendas canaGilberto Alves Rodrigues0% (1)
- Filtro PrensaDocumento17 páginasFiltro PrensarocadinhoAinda não há avaliações
- Calculos Basicos Processo MoendasDocumento5 páginasCalculos Basicos Processo MoendasPascal CustonAinda não há avaliações
- Balanco Energetico Paulo SucranaDocumento55 páginasBalanco Energetico Paulo Sucranamarcio_limaAinda não há avaliações
- Regulagem moendas açúcarDocumento24 páginasRegulagem moendas açúcarMARCIO100% (1)
- Apostila de FlotaçãoDocumento7 páginasApostila de FlotaçãoCleiton GomesAinda não há avaliações
- Como produzir açúcar de alta qualidadeDocumento22 páginasComo produzir açúcar de alta qualidadeAlexandre Brusin Bezerra100% (2)
- Aula 18 Preparo Do Fermento e MostoDocumento19 páginasAula 18 Preparo Do Fermento e MostoVinicius Morais PedraAinda não há avaliações
- Reunion Engenharia - Tratamento de Caldo - 19 10 09 PDFDocumento166 páginasReunion Engenharia - Tratamento de Caldo - 19 10 09 PDFrodrigoq1100% (2)
- Balanço de Massa Moenda - R4-1Documento30 páginasBalanço de Massa Moenda - R4-1wellingtonluizgomesAinda não há avaliações
- Otimizando a qualidade do açúcar: parâmetros e amarelecimento no armazenamentoDocumento50 páginasOtimizando a qualidade do açúcar: parâmetros e amarelecimento no armazenamentoedu15987Ainda não há avaliações
- Balanço de UsinaDocumento52 páginasBalanço de UsinaleoparburanelloAinda não há avaliações
- Tratamento e clarificação do caldo de canaDocumento55 páginasTratamento e clarificação do caldo de canaJavier Arancibia MartinezAinda não há avaliações
- Apostila de Tratamento de Caldo PrimarioDocumento14 páginasApostila de Tratamento de Caldo Primarioalmeida2vicAinda não há avaliações
- Centrifugacao MCDocumento19 páginasCentrifugacao MCDaniel FernandesAinda não há avaliações
- Extração de caldo da cana de açúcarDocumento7 páginasExtração de caldo da cana de açúcarLunna HoshinoAinda não há avaliações
- Sulfitação Dos Caldos de CanaDocumento14 páginasSulfitação Dos Caldos de CanaJavier Manuel IbanezAinda não há avaliações
- Conceitos Gerais de ExtraçãoDocumento40 páginasConceitos Gerais de ExtraçãoAndrei Caero VieiraAinda não há avaliações
- Destilación del Etanol: Proceso y Equipos ClavesDocumento53 páginasDestilación del Etanol: Proceso y Equipos ClaveswaltermtAinda não há avaliações
- Curso Operacao de Filtro CopersucarDocumento59 páginasCurso Operacao de Filtro CopersucarPaulo Vitor Silva100% (1)
- Tecnologia AçucareiraDocumento249 páginasTecnologia AçucareiraDanilo Miamoto100% (1)
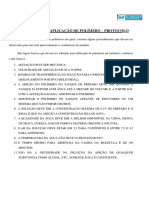
- Skills Quimica - Treinamento Preparo de PolímeroDocumento2 páginasSkills Quimica - Treinamento Preparo de PolímeroJúlio César Merenda CatardoAinda não há avaliações
- Balanço de vapor em destilação de álcoolDocumento19 páginasBalanço de vapor em destilação de álcoolMichael Ray100% (2)
- FOX Na Usina 04 - Falling Film Funciona - Parte IVDocumento2 páginasFOX Na Usina 04 - Falling Film Funciona - Parte IVagsbuenoAinda não há avaliações
- 04 Paulo Delfini 30Documento197 páginas04 Paulo Delfini 30MARCOAinda não há avaliações
- Aspectos Técnicos e Operacionais na Evaporação do Caldo de CanaDocumento41 páginasAspectos Técnicos e Operacionais na Evaporação do Caldo de CanaagsbuenoAinda não há avaliações
- MF Preparación de Caña. P. Delfini PDFDocumento62 páginasMF Preparación de Caña. P. Delfini PDFRonaldo EuripedesAinda não há avaliações
- Moenda 4Documento14 páginasMoenda 4MARCIOAinda não há avaliações
- Introdução A Engenharia e Novas Tecnologias - Alexandre GodoyDocumento25 páginasIntrodução A Engenharia e Novas Tecnologias - Alexandre GodoyReginaldoJoséSilvaAinda não há avaliações
- Tratamento Água Lavador de GasesDocumento10 páginasTratamento Água Lavador de GasesNelson Costa JrAinda não há avaliações
- Cálculos IndustriaisDocumento8 páginasCálculos Industriaisleandromacedo5913Ainda não há avaliações
- Balanço de eficiências e rendimentos da cana de açúcarDocumento2 páginasBalanço de eficiências e rendimentos da cana de açúcarjavierdecantadorAinda não há avaliações
- Análise de açúcar em água de lavagem de canaDocumento126 páginasAnálise de açúcar em água de lavagem de canaMarcello Pinto MartinsAinda não há avaliações
- Apresentação Polimero BiosevDocumento63 páginasApresentação Polimero BiosevJavier Arancibia MartinezAinda não há avaliações
- Apostila de EvaporaçãoDocumento9 páginasApostila de EvaporaçãoNilsonAinda não há avaliações
- Secagem Do AcucarDocumento35 páginasSecagem Do AcucarDanilo FernandesAinda não há avaliações
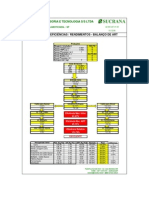
- Balanço Massa ARTDocumento71 páginasBalanço Massa ARTAdriano BuenoAinda não há avaliações
- Análise Do Projeto de Separadores de Arraste Externos À Cozedores A Vácuo em Usinas SucroalcooleirasDocumento80 páginasAnálise Do Projeto de Separadores de Arraste Externos À Cozedores A Vácuo em Usinas SucroalcooleirasagsbuenoAinda não há avaliações
- Simulação de plantas de destilação alcoólicaDocumento200 páginasSimulação de plantas de destilação alcoólicaDiogo Adzgauskas PerucioAinda não há avaliações
- EVAPORADORES MÚLTIPLOS EFEITOSDocumento17 páginasEVAPORADORES MÚLTIPLOS EFEITOSFernanda AlvesAinda não há avaliações
- Etanol de biomassa de milho: utilização de aprendizagem de máquina no estudo de casos de caldeirasNo EverandEtanol de biomassa de milho: utilização de aprendizagem de máquina no estudo de casos de caldeirasAinda não há avaliações
- Fundamentos e aplicações da psicrometriaNo EverandFundamentos e aplicações da psicrometriaAinda não há avaliações
- Cristalização e Cozimento Do AçúcarDocumento9 páginasCristalização e Cozimento Do Açúcarleticiars2Ainda não há avaliações
- Cristalização e Centrifugação no Processo de Produção de AçúcarDocumento12 páginasCristalização e Centrifugação no Processo de Produção de Açúcarsabino114Ainda não há avaliações
- Teoria de PHDocumento19 páginasTeoria de PHSilvio C. PereiraAinda não há avaliações
- Mod Atividade ExtraDocumento2 páginasMod Atividade ExtraClaudia ValimAinda não há avaliações
- FluxoGrama - Reuso ETA 30L-SEGDocumento1 páginaFluxoGrama - Reuso ETA 30L-SEGMurilo RomãoAinda não há avaliações
- 6390e03acd2d6661877f9227_analise-da-substituicao-energetica-de-bagaco-de-cana-de-acucar-por-biogasDocumento233 páginas6390e03acd2d6661877f9227_analise-da-substituicao-energetica-de-bagaco-de-cana-de-acucar-por-biogasMurilo RomãoAinda não há avaliações
- Chiller's em Secadores de AçúcarDocumento7 páginasChiller's em Secadores de AçúcarMurilo RomãoAinda não há avaliações
- Planta Completa - Abril 2018Documento45 páginasPlanta Completa - Abril 2018Murilo Romão100% (1)
- O que é um plano de açãoDocumento5 páginasO que é um plano de açãoMurilo RomãoAinda não há avaliações
- Comparativo Sist. Cozimento 02 X 03 MassasDocumento7 páginasComparativo Sist. Cozimento 02 X 03 MassasMurilo RomãoAinda não há avaliações
- Como InstalarDocumento1 páginaComo InstalarMurilo RomãoAinda não há avaliações
- Comparativo Sist. Cozimento 02 X 03 Massas PDFDocumento7 páginasComparativo Sist. Cozimento 02 X 03 Massas PDFMurilo RomãoAinda não há avaliações
- Espessura Da Parede de TubosDocumento3 páginasEspessura Da Parede de TubosMurilo Romão100% (1)
- Tratamento da Água de Lavagem dos Gases da ChaminéDocumento6 páginasTratamento da Água de Lavagem dos Gases da ChaminéMurilo RomãoAinda não há avaliações
- PÃO de QUEIJO & CIA - Tabela Da Copa Do Mundo 2018-2Documento2 páginasPÃO de QUEIJO & CIA - Tabela Da Copa Do Mundo 2018-2Murilo RomãoAinda não há avaliações
- Roteiros EGM FUM 2s14Documento19 páginasRoteiros EGM FUM 2s14Murilo RomãoAinda não há avaliações
- L3023020EIADocumento1 páginaL3023020EIAtecnivoro123Ainda não há avaliações
- ANSI/AWS A2.4-98 símbolos soldagemDocumento74 páginasANSI/AWS A2.4-98 símbolos soldagemMatheus MartiniAinda não há avaliações
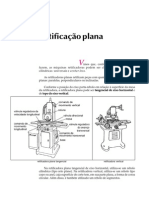
- Retificação PlanaDocumento6 páginasRetificação PlanaValter GarciaAinda não há avaliações
- Manual Básico Do EES (V. 1.0)Documento67 páginasManual Básico Do EES (V. 1.0)Fabyo Luiz PereiraAinda não há avaliações
- Mecanica Dos Fluidos - UFPEDocumento62 páginasMecanica Dos Fluidos - UFPELara Amaral FariasAinda não há avaliações
- Secagem IndustrialDocumento2 páginasSecagem IndustrialCelso da SilvaAinda não há avaliações
- Testepara InteligentesDocumento17 páginasTestepara Inteligentesanon-228050Ainda não há avaliações
- Francisco Wellery Nunes Silva Monografia.Documento49 páginasFrancisco Wellery Nunes Silva Monografia.Ícaro AndréAinda não há avaliações
- Diodos e Transistores Bipolares: Teoria e Práticas de LaboratórioDocumento153 páginasDiodos e Transistores Bipolares: Teoria e Práticas de LaboratórioAyslan CaissonAinda não há avaliações
- Como Fazer Peróxido de AcetonaDocumento8 páginasComo Fazer Peróxido de AcetonaNuno de Almeida100% (8)
- VidroDocumento37 páginasVidrodiego_hb100% (1)
- Projeto Placas Solares FotovoltaicasDocumento11 páginasProjeto Placas Solares FotovoltaicasSimon Rebouças DelabieAinda não há avaliações
- 06 - Alúmen de Potássio e CrômioDocumento3 páginas06 - Alúmen de Potássio e CrômioNurAinda não há avaliações
- Estrutura Cristalina e AlotropiaDocumento30 páginasEstrutura Cristalina e AlotropiaPoliana Santos E SantosAinda não há avaliações
- Aula 0 Poli MerosDocumento77 páginasAula 0 Poli MerosKATIA ALRELHIAAinda não há avaliações
- Planos Cristalográficos e Estruturas CristalinasDocumento10 páginasPlanos Cristalográficos e Estruturas CristalinasGrace FernandesAinda não há avaliações
- Energias e proteções radiestésicasDocumento45 páginasEnergias e proteções radiestésicasSónia FinurasAinda não há avaliações
- MINERALOGIADocumento26 páginasMINERALOGIAafc5320100% (1)
- Atividade 1 - A Hibridação de OrbitaisDocumento4 páginasAtividade 1 - A Hibridação de OrbitaisRamon CardosoAinda não há avaliações
- 5EstruturaCristalina 20160316164100Documento94 páginas5EstruturaCristalina 20160316164100Estephany CoelhoAinda não há avaliações
- Cristais Etéricos 1-12 - 1° EdiçãoDocumento132 páginasCristais Etéricos 1-12 - 1° EdiçãoPoliane Lotoski Hassan100% (2)
- TUDO SOBRE OS PODERES E SIGNIFICADOS DOS CRISTAISDocumento93 páginasTUDO SOBRE OS PODERES E SIGNIFICADOS DOS CRISTAISSheila Teixeira100% (1)
- Apostila de CozimentoDocumento169 páginasApostila de CozimentoRenato Branco88% (8)
- Estudo dos Esmaltes CerâmicosDocumento13 páginasEstudo dos Esmaltes CerâmicosEdnilson Oliveira FerreiraAinda não há avaliações
- A.L. 1.1Documento3 páginasA.L. 1.1Ana Patricia100% (1)
- Os Cristais Da AtlântidaDocumento4 páginasOs Cristais Da AtlântidaThiago Beck RaícesAinda não há avaliações
- Ovos de Yoni - OvoterapiaDocumento6 páginasOvos de Yoni - Ovoterapiapriiskaf100% (2)
- Ligações Químicas - Exercícios com Gabarito de QuímicaDocumento15 páginasLigações Químicas - Exercícios com Gabarito de QuímicaRodrigo DiasAinda não há avaliações
- Conformação Plástica - Sanguinetti PDFDocumento124 páginasConformação Plástica - Sanguinetti PDFAdilson NeponucenoAinda não há avaliações
- Apostila Cristaloterapia IDocumento31 páginasApostila Cristaloterapia Ifernanda bragaAinda não há avaliações
- Elementos de SimetriaDocumento6 páginasElementos de Simetriadudujosepires03Ainda não há avaliações
- Mineralogia e Petrografia Aulas 1 e 2Documento76 páginasMineralogia e Petrografia Aulas 1 e 2Raul TorresAinda não há avaliações
- Semeadura - CristalizaçãoDocumento3 páginasSemeadura - CristalizaçãoGustavo ZagoAinda não há avaliações
- Cristais e ElixiresDocumento16 páginasCristais e ElixiresYiá Dayse FreitasAinda não há avaliações
- Avaliação de Ciência e Tecnologia dos MateriaisDocumento5 páginasAvaliação de Ciência e Tecnologia dos MateriaisCesar RochetoAinda não há avaliações
- Minerais sulfetos e propriedadesDocumento9 páginasMinerais sulfetos e propriedadesJovenil Jesus SouzaAinda não há avaliações