Você também pode gostar
- Como selecionar o sistema de pintura anticorrosiva idealDocumento21 páginasComo selecionar o sistema de pintura anticorrosiva idealvandobernardoAinda não há avaliações
- Manual Como Construir Um Modelo de NegociosDocumento94 páginasManual Como Construir Um Modelo de NegociosSílvia NascimentoAinda não há avaliações
- Folder GalvanizaçãoDocumento12 páginasFolder GalvanizaçãoClaudio SampaioAinda não há avaliações
- Apostila de Corrosão - Rev3Documento22 páginasApostila de Corrosão - Rev3kauã luizAinda não há avaliações
- Apresentacao CascaduraDocumento29 páginasApresentacao CascaduraGabriel YudyAinda não há avaliações
- Redução Do Tamanho Das PartículasDocumento6 páginasRedução Do Tamanho Das PartículasmubandradeAinda não há avaliações
- Como Montar Uma Loja de Produtos Descartáveis para FestaDocumento24 páginasComo Montar Uma Loja de Produtos Descartáveis para FestaleonardoAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- N 1550 PDFDocumento11 páginasN 1550 PDFASSISFERREIRAAinda não há avaliações
- WEG Apostila Curso DT 13 Pintura Industrial Com Tintas em Po Treinamento Portugues BR PDFDocumento90 páginasWEG Apostila Curso DT 13 Pintura Industrial Com Tintas em Po Treinamento Portugues BR PDFElias FigueiredoAinda não há avaliações
- PC-03 Análise de Abrasivo 2012Documento41 páginasPC-03 Análise de Abrasivo 2012Jarbas MoraesAinda não há avaliações
- N-1201H Pintura Interna de TanqueDocumento7 páginasN-1201H Pintura Interna de TanqueAntônio BravoAinda não há avaliações
- PINTURA INDUSTRIAL EM PÓ: INFORMAÇÕES TÉCNICASDocumento91 páginasPINTURA INDUSTRIAL EM PÓ: INFORMAÇÕES TÉCNICASsandro_bahAinda não há avaliações
- SOLBRAX ECO 145/210 solvente baixo aromáticosDocumento1 páginaSOLBRAX ECO 145/210 solvente baixo aromáticosJunior MalheiroAinda não há avaliações
- CATÁLOGO VedabrasDocumento37 páginasCATÁLOGO VedabrasMarina SommerAinda não há avaliações
- Moinho de discoDocumento7 páginasMoinho de discoNicoleAinda não há avaliações
- Teste de salinidade em superfícies jateadas para corrosãoDocumento4 páginasTeste de salinidade em superfícies jateadas para corrosãoRicardo CarvalhoAinda não há avaliações
- GuiaMetalomecanica MarilinaDocumento20 páginasGuiaMetalomecanica MarilinaFirmino FonsecaAinda não há avaliações
- Abnt - NBR 14111 - Moveis para Escritorio - Mesas - Ensaios de Estabilidade Resistencia E DurabilDocumento11 páginasAbnt - NBR 14111 - Moveis para Escritorio - Mesas - Ensaios de Estabilidade Resistencia E Durabilwilian_coelho3309Ainda não há avaliações
- Pintura de equipamentos industriaisDocumento10 páginasPintura de equipamentos industriaisleliopintoAinda não há avaliações
- WEG Apostila Curso DT 12 Pintura Industrial Com Tintas Liquidas Treinamento Portugues BR PDFDocumento90 páginasWEG Apostila Curso DT 12 Pintura Industrial Com Tintas Liquidas Treinamento Portugues BR PDFrestinhoAinda não há avaliações
- 33o CBMGA discute desafios da manutenção e gestão de ativos na era da Indústria 4.0Documento20 páginas33o CBMGA discute desafios da manutenção e gestão de ativos na era da Indústria 4.0Marco EsquivelAinda não há avaliações
- Boletim Técnico Impertech Gold - Rev.09Documento4 páginasBoletim Técnico Impertech Gold - Rev.09weslleyAinda não há avaliações
- Apostila de ExercciosDocumento88 páginasApostila de ExercciosErenildo BalbinoAinda não há avaliações
- Mahle Manual Tecnica Primeira Parte PDFDocumento98 páginasMahle Manual Tecnica Primeira Parte PDFWanderson SantosAinda não há avaliações
- ManualDocumento81 páginasManualRicardo Pereira100% (1)
- As TintasDocumento13 páginasAs TintasMarylene Pereira FernandesAinda não há avaliações
- NÍQUELDocumento21 páginasNÍQUELMarcela AntôniaAinda não há avaliações
- Montagem de Isolamento Térmico em Tubulações e EquipamentosDocumento49 páginasMontagem de Isolamento Térmico em Tubulações e Equipamentosbreno_runaAinda não há avaliações
- Resumo RefratáriosDocumento3 páginasResumo RefratáriosYsraele DuanyAinda não há avaliações
- Refratarios e Isolantes PDFDocumento102 páginasRefratarios e Isolantes PDFGuida Cristina MonteiroAinda não há avaliações
- Revestimentos 40Documento12 páginasRevestimentos 40darthagnan84Ainda não há avaliações
- Preparação de superfície e aplicação de tintasDocumento437 páginasPreparação de superfície e aplicação de tintasFrank Gava VitaliAinda não há avaliações
- 3 4 FuncionaisDocumento40 páginas3 4 FuncionaisJoão Vítor Guedes de AraujoAinda não há avaliações
- Manualdepintura DrywallDocumento8 páginasManualdepintura DrywallcharlesbmoreiAinda não há avaliações
- Análise de Desgaste Abrasivo Do Revestimento DuroDocumento11 páginasAnálise de Desgaste Abrasivo Do Revestimento DuroCebrac ItatibaAinda não há avaliações
- Pintura por eletrodeposição para proteção anticorrosiva de materiaisDocumento64 páginasPintura por eletrodeposição para proteção anticorrosiva de materiaisRenata Cristina Teixeira100% (1)
- Aços Inox PDFDocumento11 páginasAços Inox PDFSal EvaristoAinda não há avaliações
- Processo de Galvanização Por Imersão A Quente - CSN-KruppDocumento50 páginasProcesso de Galvanização Por Imersão A Quente - CSN-KruppPaulo CitrânguloAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Refratários e isolantes: propriedades, classificação e aplicaçõesDocumento31 páginasRefratários e isolantes: propriedades, classificação e aplicaçõespmlsilvaAinda não há avaliações
- Análise microestrutural de juntas soldadas MIG/MAGDocumento41 páginasAnálise microestrutural de juntas soldadas MIG/MAGRival Coelho CoelhoAinda não há avaliações
- N 1735Documento8 páginasN 1735Cleder FortunatoAinda não há avaliações
- Adesivo epóxi para construção SikadurDocumento3 páginasAdesivo epóxi para construção SikadurAlessandro Bollella0% (1)
- Trabalho Teórico SLSDocumento27 páginasTrabalho Teórico SLSClaudia RibeiroAinda não há avaliações
- Procedimento: Requisito TécnicoDocumento12 páginasProcedimento: Requisito TécnicoRita Cavalcanti100% (2)
- Catálogo de Produtos 07.2011 Termotecnica PDFDocumento36 páginasCatálogo de Produtos 07.2011 Termotecnica PDFRegiomontanus GoisAinda não há avaliações
- A hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroNo EverandA hotelaria no Brasil e a gestão de resíduos: uma análise entre dois hotéis da região metropolitana do Rio de JaneiroAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Diamante Sintético: O real é raro, os diamantes ainda são preciosos se pudermos fazê-los em um laboratório?No EverandDiamante Sintético: O real é raro, os diamantes ainda são preciosos se pudermos fazê-los em um laboratório?Ainda não há avaliações
- Análise de modelos e práticas de gestão de resíduos sólidos: o caso do aproveitamento energético do lixo urbano no BrasilNo EverandAnálise de modelos e práticas de gestão de resíduos sólidos: o caso do aproveitamento energético do lixo urbano no BrasilAinda não há avaliações
- Resíduos Sólidos: Desafios & OportunidadesNo EverandResíduos Sólidos: Desafios & OportunidadesAinda não há avaliações
- NBR 14643 2001 Corrosao Atmosferica ClassificacaodacorrosividadedeatmosferasDocumento12 páginasNBR 14643 2001 Corrosao Atmosferica ClassificacaodacorrosividadedeatmosferasFelipe Silvestre0% (1)
- Catálogo de produtos Aperam Inox Tubos BrasilDocumento9 páginasCatálogo de produtos Aperam Inox Tubos BrasilJPAinda não há avaliações
- ROBOTICA 01 B Aplicacoes e DefinicoesDocumento122 páginasROBOTICA 01 B Aplicacoes e DefinicoesFelipe SilvestreAinda não há avaliações
- Dissertação Sobre PresilhasDocumento331 páginasDissertação Sobre PresilhasBrunoAmorimAinda não há avaliações
- RevistaDesignTecnologia Vol 2 n2Documento145 páginasRevistaDesignTecnologia Vol 2 n2Felipe SilvestreAinda não há avaliações
- NBR 06649 - 1986 - Chapas Finas A Frio de Aço Carbono para Uso Estrutural PDFDocumento2 páginasNBR 06649 - 1986 - Chapas Finas A Frio de Aço Carbono para Uso Estrutural PDFVinicius Monteiro AmaralAinda não há avaliações
- Abnt NBR 8400-1Documento74 páginasAbnt NBR 8400-1Halan Sereno100% (2)
- Apostila Elevadores (Cabos de Aço)Documento42 páginasApostila Elevadores (Cabos de Aço)henriquecanal50% (2)
- Apostila DT 13 Tinta P 2018Documento83 páginasApostila DT 13 Tinta P 2018Felipe SilvestreAinda não há avaliações
- Resolução #701, de 10 de Outubro de 2017 - Imprensa NacionalDocumento7 páginasResolução #701, de 10 de Outubro de 2017 - Imprensa NacionalFelipe SilvestreAinda não há avaliações
- NBR 6181 04-2003 - Classificação de Meios CorrosivosDocumento5 páginasNBR 6181 04-2003 - Classificação de Meios CorrosivosFelipe SilvestreAinda não há avaliações
- NBR 6921 - Corrosao Atmosferica - Taxa de Sulfatacao - Determinacao Pelo Metodo Da Vela de Dioxido de Chumbo PDFDocumento7 páginasNBR 6921 - Corrosao Atmosferica - Taxa de Sulfatacao - Determinacao Pelo Metodo Da Vela de Dioxido de Chumbo PDFDiego de SouzaAinda não há avaliações
- NBR 16775 - PROJETO - 2019 - Estruturas de Aço, Estruturas Mistas de Aço e Concreto, CoberturasDocumento27 páginasNBR 16775 - PROJETO - 2019 - Estruturas de Aço, Estruturas Mistas de Aço e Concreto, CoberturasRafael Eclache M. de CamargoAinda não há avaliações
- Especificações técnicas do sistema de segurança CFTVDocumento12 páginasEspecificações técnicas do sistema de segurança CFTVFelipe SilvestreAinda não há avaliações
- Nbr 6123 forças devido ao vento em edificaçõesDocumento58 páginasNbr 6123 forças devido ao vento em edificaçõesFelipe SilvestreAinda não há avaliações
- Norma Brasileira: Abnt NBR 16858-2Documento113 páginasNorma Brasileira: Abnt NBR 16858-2Cooling Freezing100% (2)
- Elevador de cremalheira versátilDocumento8 páginasElevador de cremalheira versátilFelipe SilvestreAinda não há avaliações
- Cantoneira em perfil laminadoDocumento1 páginaCantoneira em perfil laminadoFelipe SilvestreAinda não há avaliações
- CNS-OMBR-MAT-19-0282-EDBR - Rede de Distribuição Aérea de Baixa Tensão Com Condutores Pré-Reunidos Com Capa ExternaDocumento40 páginasCNS-OMBR-MAT-19-0282-EDBR - Rede de Distribuição Aérea de Baixa Tensão Com Condutores Pré-Reunidos Com Capa ExternaBruno Gomes da Silva100% (1)
- Programa de ampliação de redes por terceiros PARTDocumento47 páginasPrograma de ampliação de redes por terceiros PARTFelipe SilvestreAinda não há avaliações
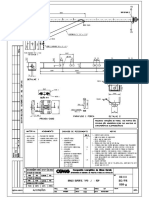
- CT 67Documento24 páginasCT 67Matheus Monteiro de OliveiraAinda não há avaliações
- Resolução 293 - ContranDocumento18 páginasResolução 293 - ContranFelipe SilvestreAinda não há avaliações
- Segurança Eletrônica PDFDocumento82 páginasSegurança Eletrônica PDFNedsondeSouzaAinda não há avaliações
- TCC FINAL Amanda GanskeDocumento84 páginasTCC FINAL Amanda GanskeFelipe SilvestreAinda não há avaliações
- Especificação TécnicaDocumento35 páginasEspecificação TécnicaKarina SilvaAinda não há avaliações
- Montagem de estrutura metálica para fixação de cabosDocumento1 páginaMontagem de estrutura metálica para fixação de cabosFelipe SilvestreAinda não há avaliações
- Sistema de Vigilância Normas PDFDocumento18 páginasSistema de Vigilância Normas PDFAMGAinda não há avaliações
- E-321 0004Documento18 páginasE-321 0004Renato BergamoAinda não há avaliações
- NBR 9575 NB 987 Projeto de ImpermeabilizacaoDocumento12 páginasNBR 9575 NB 987 Projeto de Impermeabilizacaolucat19810% (1)
- I3210040 - Novo Padrão Sistema de Medição PDFDocumento21 páginasI3210040 - Novo Padrão Sistema de Medição PDFAntônio Pereira SoaresAinda não há avaliações
- Folheto FluenceDocumento13 páginasFolheto FluenceSidney Machado MacielAinda não há avaliações
- Guia Estrias Nunca MaisDocumento84 páginasGuia Estrias Nunca MaisticibulskiAinda não há avaliações
- E Se..o Homem Fosse Um Animal Voador PDFDocumento4 páginasE Se..o Homem Fosse Um Animal Voador PDFAlexandre ApoloAinda não há avaliações
- Monkey crochet patternDocumento17 páginasMonkey crochet patternJuliana Matuchaki Alberton VieiraAinda não há avaliações
- Gato Preto - 08 - Tinta - VitroceramicaDocumento4 páginasGato Preto - 08 - Tinta - VitroceramicatecscreenAinda não há avaliações
- Logica - de - Programacao - Aula - 01 - DigDocumento46 páginasLogica - de - Programacao - Aula - 01 - DigAndré FelipeAinda não há avaliações
- Decreto 45.085 - 2009Documento11 páginasDecreto 45.085 - 2009Amanda MeiraAinda não há avaliações
- Formação policial concluídaDocumento2 páginasFormação policial concluídaKeishon José QuialaAinda não há avaliações
- Principios e Dominio de SHSTDocumento15 páginasPrincipios e Dominio de SHSTFrancisco Manuel67% (3)
- Funções da linguagem no textoDocumento5 páginasFunções da linguagem no textoKayla LameiraAinda não há avaliações
- Conjuntos numéricos e sistemas de divisãoDocumento59 páginasConjuntos numéricos e sistemas de divisãoMouz MonteiroAinda não há avaliações
- Ficha Chrollo 1.1Documento2 páginasFicha Chrollo 1.1Marcelo Henrique VieiraAinda não há avaliações
- 1o PRA/EEPV – Não corra atrás das borboletasDocumento4 páginas1o PRA/EEPV – Não corra atrás das borboletasAssis TeixeiraAinda não há avaliações
- Válvulas termostáticas para veículos Ford e VolkswagenDocumento24 páginasVálvulas termostáticas para veículos Ford e VolkswagenSouza AndersonAinda não há avaliações
- O Mistério da Mansão DimaisDocumento16 páginasO Mistério da Mansão DimaisEduardoMorenodesouzaAinda não há avaliações
- Consciência/Alienação: A ideologia no nível individualDocumento1 páginaConsciência/Alienação: A ideologia no nível individualprimarcjiouAinda não há avaliações
- Analisando Area Foliar Com ImageJ - JAN 2012Documento4 páginasAnalisando Area Foliar Com ImageJ - JAN 2012Dias DiasAinda não há avaliações
- Biotecnologia PDFDocumento721 páginasBiotecnologia PDFderekAinda não há avaliações
- Radiojornalismo HipermidiáticoDocumento164 páginasRadiojornalismo HipermidiáticoJornalistas da WebAinda não há avaliações
- Slide 7Documento21 páginasSlide 7Andre MauricioAinda não há avaliações
- Ícones dos atributos de qualificação dos prestadores de saúdeDocumento17 páginasÍcones dos atributos de qualificação dos prestadores de saúdeLúcioReisdeAndradeAinda não há avaliações
- Mancozeb-Técnico-Indofil FISPQ Rev.01Documento13 páginasMancozeb-Técnico-Indofil FISPQ Rev.01GabrielaAinda não há avaliações
- Ans 326305 - Amil - QualicorpDocumento84 páginasAns 326305 - Amil - Qualicorpyeshua.assessoria.adm2Ainda não há avaliações
- A Escala Bebop: Uma introdução à escala fundamental do jazzDocumento13 páginasA Escala Bebop: Uma introdução à escala fundamental do jazzGustavo RuzAinda não há avaliações
- Catalogo Digital IDONIC 2019 20Documento41 páginasCatalogo Digital IDONIC 2019 20asesamo74Ainda não há avaliações
- Portfólio 01 contabilidadeDocumento3 páginasPortfólio 01 contabilidadeDaniely NadjaAinda não há avaliações
- Arquivos Confidenciais Clausura OrdemDocumento3 páginasArquivos Confidenciais Clausura OrdemRyumaAinda não há avaliações
- Plano de treinamento semanal de vôleiDocumento7 páginasPlano de treinamento semanal de vôleiUdson RibeiroAinda não há avaliações
- AML - Sanitarios Moveis WCDocumento76 páginasAML - Sanitarios Moveis WCPaulo DiasAinda não há avaliações
- Opção Uminho 2022/23Documento1 páginaOpção Uminho 2022/23Luis AlvesAinda não há avaliações