Você também pode gostar
- Catálogo de peças de motor MWM D225/D226/D229 digitalizado em 2014Documento197 páginasCatálogo de peças de motor MWM D225/D226/D229 digitalizado em 2014felipe100% (6)
- Transformações de fases em materiais metálicosNo EverandTransformações de fases em materiais metálicosNota: 5 de 5 estrelas5/5 (1)
- ABNT NBR 9077-Saídas de Emergência em Edifícios PDFDocumento36 páginasABNT NBR 9077-Saídas de Emergência em Edifícios PDFAndré FerreiraAinda não há avaliações
- ESTRUTURAS DE MADEIRA E AÇO - AULA 01.doc SOLUÇÕESDocumento7 páginasESTRUTURAS DE MADEIRA E AÇO - AULA 01.doc SOLUÇÕESAfonso Celso Siqueira Silva0% (1)
- Cap. 4 - Peças ComprimidasDocumento13 páginasCap. 4 - Peças Comprimidasjulianlacerda86Ainda não há avaliações
- Concrreto Poroso Dosagem e DesempenhoDocumento36 páginasConcrreto Poroso Dosagem e Desempenhoigorweb2388Ainda não há avaliações
- TCC-Timoteo Antonio Dauce PDFDocumento69 páginasTCC-Timoteo Antonio Dauce PDFTimoteo DauceAinda não há avaliações
- Técnicas de reforço à flexão simples com chapas de aço coladasDocumento69 páginasTécnicas de reforço à flexão simples com chapas de aço coladasBuczenkoAinda não há avaliações
- Monografia Fachada Ventilada 2013Documento48 páginasMonografia Fachada Ventilada 2013Amanda Silva CarvalhoAinda não há avaliações
- Fissuras Fissuras Por Movimentação Térmica em Estruturas de Concreto ArmadoDocumento74 páginasFissuras Fissuras Por Movimentação Térmica em Estruturas de Concreto ArmadoRobson SouzaAinda não há avaliações
- Monografia Evandro Completa Alterada 08 09 2015Documento60 páginasMonografia Evandro Completa Alterada 08 09 2015Lin ́-Ainda não há avaliações
- Trincas Na Edifica EsDocumento80 páginasTrincas Na Edifica EsLin ́-Ainda não há avaliações
- Execução de Revestimento Cerâmico Com Clipes e CunhasDocumento37 páginasExecução de Revestimento Cerâmico Com Clipes e CunhasJeferson BreitenbachAinda não há avaliações
- Princípios e Métodos de Reabilitação de Estruturas de Concreto ArmadoDocumento73 páginasPrincípios e Métodos de Reabilitação de Estruturas de Concreto ArmadorodrigorodriguesAinda não há avaliações
- Patologias Causadas Por UmidadeDocumento64 páginasPatologias Causadas Por Umidadeclaudiadias100% (1)
- Dimensionamento Análise ComparativaDocumento65 páginasDimensionamento Análise ComparativaVictor Hugo LarentisAinda não há avaliações
- O Uso Do Penetrômetro de Bolso Como Ferramenta para Estabelecer o Tempo de Pega Do Concreto Com Materiais Da Região de Goiânia PDFDocumento42 páginasO Uso Do Penetrômetro de Bolso Como Ferramenta para Estabelecer o Tempo de Pega Do Concreto Com Materiais Da Região de Goiânia PDFLimaAinda não há avaliações
- Fatores que contribuem para fissuras em paredesDocumento89 páginasFatores que contribuem para fissuras em paredesErich BauerAinda não há avaliações
- Viabilidade do uso de lodo de ETA em pavimentaçãoDocumento33 páginasViabilidade do uso de lodo de ETA em pavimentaçãoMatheus FerriAinda não há avaliações
- Patologia - Recuperacao e Reparo Das Estruturas de Concreto - EspecializacaoDocumento56 páginasPatologia - Recuperacao e Reparo Das Estruturas de Concreto - Especializacaozhe7839Ainda não há avaliações
- Tecnologia Viabilidade Sistema Construtivo Parede de Concreto Moldada in Loco - Tiago VentinDocumento70 páginasTecnologia Viabilidade Sistema Construtivo Parede de Concreto Moldada in Loco - Tiago Ventinvinicius alberto silvaAinda não há avaliações
- Fachadas AeradasDocumento70 páginasFachadas AeradasRafael Melo100% (1)
- Libro - Mci - Plasticos - 2010.pag 58-104Documento125 páginasLibro - Mci - Plasticos - 2010.pag 58-104Apvs WamaritaAinda não há avaliações
- Industrializa o Na Constru o Civil Marina de MarcoDocumento59 páginasIndustrializa o Na Constru o Civil Marina de MarcoLuís Fernando H. RibeiroAinda não há avaliações
- Patologias em alvenaria estrutural: causas e diagnósticoDocumento76 páginasPatologias em alvenaria estrutural: causas e diagnósticoGustavoLuanAinda não há avaliações
- Construção sustentável com terra: a taipa de pilão mecanizadaDocumento43 páginasConstrução sustentável com terra: a taipa de pilão mecanizadaLuciana PintoAinda não há avaliações
- Apostila de Laboratório de MCC IIDocumento75 páginasApostila de Laboratório de MCC IIGabiys Morais100% (1)
- Recuperação de fissuras em alvenaria de vedação UFGDocumento37 páginasRecuperação de fissuras em alvenaria de vedação UFGChristian Lagrotta PereiraAinda não há avaliações
- Monografia Tatiana Entrega Final PDFDocumento66 páginasMonografia Tatiana Entrega Final PDFSILVANA SOARES SILVAAinda não há avaliações
- Comparação de estruturas de contenção com variação de alturaDocumento47 páginasComparação de estruturas de contenção com variação de alturaGabriel SicchieriAinda não há avaliações
- Dimensionamento de LajesDocumento86 páginasDimensionamento de LajesELFCAinda não há avaliações
- Monografia Especial Eng Civil Enfase Pericia Fev 2010Documento84 páginasMonografia Especial Eng Civil Enfase Pericia Fev 2010Rock NbecokAinda não há avaliações
- Análise da resistência de concretos com fibras de aço e polímerosDocumento66 páginasAnálise da resistência de concretos com fibras de aço e polímerosMarco PozzobonAinda não há avaliações
- Uso Do Gabião para Proteção de Margens de Cursos D'água: o Caso Do Rio TietêDocumento72 páginasUso Do Gabião para Proteção de Margens de Cursos D'água: o Caso Do Rio TietêRodrigo TrevizanAinda não há avaliações
- Erros de Projectos e Desempenho AcústicoDocumento28 páginasErros de Projectos e Desempenho AcústicoEzequiel MalaAinda não há avaliações
- Alvenaria estrutural: projeto e execução de empreendimento residencialDocumento59 páginasAlvenaria estrutural: projeto e execução de empreendimento residencialJohn EscrevennonAinda não há avaliações
- Influência das condições de cura no ganho de resistência do betãoDocumento81 páginasInfluência das condições de cura no ganho de resistência do betãoHamilton Pedro100% (1)
- Carlos VicenteDocumento138 páginasCarlos VicenteCamila GuimarãesAinda não há avaliações
- Monografia - Blocos de EmcaixeDocumento49 páginasMonografia - Blocos de EmcaixeArcénio R WassoteAinda não há avaliações
- Patologia Das AlvenariasDocumento81 páginasPatologia Das AlvenariasGil Januario ChindaiAinda não há avaliações
- Monografia FinalDocumento61 páginasMonografia FinalAntonio Carlos ArredondoAinda não há avaliações
- Ligantes na construção civil: gesso, cal e cimentoDocumento37 páginasLigantes na construção civil: gesso, cal e cimentoDonald TeodósioAinda não há avaliações
- Camadas estruturais com cimentoDocumento74 páginasCamadas estruturais com cimentoSimão Kiaku KanaAinda não há avaliações
- Comportamento do concreto geopolimérico para pavimentoDocumento60 páginasComportamento do concreto geopolimérico para pavimentoKleberson Ramos100% (1)
- UFMT Estudo Dosagem Concreto Método IBRACONDocumento48 páginasUFMT Estudo Dosagem Concreto Método IBRACONOlivio Fiorese NetoAinda não há avaliações
- TCC - Eng Civil - 31.05.22Documento48 páginasTCC - Eng Civil - 31.05.22Welton DiasAinda não há avaliações
- Estudo de patologias em pavimento asfáltico na Rua Cura DarsDocumento45 páginasEstudo de patologias em pavimento asfáltico na Rua Cura DarsLuh FernandesAinda não há avaliações
- Manual Sistema de Tratamento de Efluente Metodo de Zona de RaizesDocumento40 páginasManual Sistema de Tratamento de Efluente Metodo de Zona de RaizesRodrigo Carlos FritschAinda não há avaliações
- Normas técnicas para edificaçõesDocumento116 páginasNormas técnicas para edificaçõesJorgao_69Ainda não há avaliações
- TCC 1 João M. - ESTUDO AVALIATIVO DA CONFORMIDADE DO CONCRETO ESTRUTURAL EM SINOP-MTDocumento40 páginasTCC 1 João M. - ESTUDO AVALIATIVO DA CONFORMIDADE DO CONCRETO ESTRUTURAL EM SINOP-MTjpedro.michelsAinda não há avaliações
- Apostila GEOTECNIA Vol2 Remodelada - Edificações Integrado - Versão1.0Documento44 páginasApostila GEOTECNIA Vol2 Remodelada - Edificações Integrado - Versão1.0PROJETO IFF UENFAinda não há avaliações
- Dissertação Rogério PedrosaDocumento99 páginasDissertação Rogério PedrosaHermes CarvalhoAinda não há avaliações
- Alvenaria em blocos de concreto: Projeto estrutural de acordo com a NBR 16868 - 1, 2 ABNT, 2020No EverandAlvenaria em blocos de concreto: Projeto estrutural de acordo com a NBR 16868 - 1, 2 ABNT, 2020Ainda não há avaliações
- Engenharia Civil: Concepção, Teoria E PráticaNo EverandEngenharia Civil: Concepção, Teoria E PráticaAinda não há avaliações
- Sistema De Construção De Paredes De Gesso AcartonadoNo EverandSistema De Construção De Paredes De Gesso AcartonadoAinda não há avaliações
- Responsabilidade Civil Nas Relações De ConsumoNo EverandResponsabilidade Civil Nas Relações De ConsumoAinda não há avaliações
- Modelagem Numérica e Computacional com Similitude e Elementos Finitos: Desenvolvimento de Equação Preditiva para o Cálculo da Força de Retenção em Freios de EstampagemNo EverandModelagem Numérica e Computacional com Similitude e Elementos Finitos: Desenvolvimento de Equação Preditiva para o Cálculo da Força de Retenção em Freios de EstampagemAinda não há avaliações
- O Balanço De Carbono Na Produção De Cana-de-açucarNo EverandO Balanço De Carbono Na Produção De Cana-de-açucarAinda não há avaliações
- Enegep2012 TN STO 157 916 19524Documento14 páginasEnegep2012 TN STO 157 916 19524Tamires B AguiarAinda não há avaliações
- Catalogo Artefatos - ABCPDocumento144 páginasCatalogo Artefatos - ABCPNelsonunesAinda não há avaliações
- NBR15575 1Documento83 páginasNBR15575 1Diego AntonioAinda não há avaliações
- Manual de instruções porta corta-fogo instalaçãoDocumento21 páginasManual de instruções porta corta-fogo instalaçãoTamires B AguiarAinda não há avaliações
- Manual de instruções porta corta-fogo instalaçãoDocumento21 páginasManual de instruções porta corta-fogo instalaçãoTamires B AguiarAinda não há avaliações
- NBR 13752 - 1996 - Perícias de Engenharia Na Construção CivilDocumento8 páginasNBR 13752 - 1996 - Perícias de Engenharia Na Construção CivilJamil Sousa100% (2)
- NBR 11742 - Porta Corta-Fogo para Saida de CiaDocumento19 páginasNBR 11742 - Porta Corta-Fogo para Saida de Cialucasmelchiori100% (2)
- RenascimentoDocumento11 páginasRenascimentoTamires B AguiarAinda não há avaliações
- Caracterização e Tipologia de Assentamentos Precários - Estudo de Caso Brasileiros PDFDocumento548 páginasCaracterização e Tipologia de Assentamentos Precários - Estudo de Caso Brasileiros PDFJosé Marcelo MendonçaAinda não há avaliações
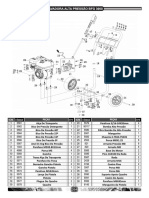
- Catalogo Pecas Lavadora BFG 3000 PsiDocumento2 páginasCatalogo Pecas Lavadora BFG 3000 PsiCompras A JardineiraAinda não há avaliações
- 104049apendice A - Especificacoes TecnicasDocumento379 páginas104049apendice A - Especificacoes TecnicasRodolpho Schvandt Ibañes NeresAinda não há avaliações
- 30-09-2015 17-23concreto Protendido - Projeto e Dimensionamento - 01Documento113 páginas30-09-2015 17-23concreto Protendido - Projeto e Dimensionamento - 01Thiago CurvoAinda não há avaliações
- GradilDocumento5 páginasGradilAnonymous lEBdswQXmxAinda não há avaliações
- Faltando PlanilhaDocumento8 páginasFaltando PlanilhaEspectadorAinda não há avaliações
- Lista materiais instrumentação usina MaracásDocumento11 páginasLista materiais instrumentação usina MaracásRafael TptAinda não há avaliações
- Cálculo Linha Vida Tubo AçoDocumento65 páginasCálculo Linha Vida Tubo Açopaulo melo100% (2)
- Palestra Sobre GrauteDocumento28 páginasPalestra Sobre GrauteCleidson FonsecaAinda não há avaliações
- Pca 600 / Pca Plus 1500 - MF - S/ADocumento36 páginasPca 600 / Pca Plus 1500 - MF - S/ArobsonAinda não há avaliações
- Serve Madeiras, Madeireira, Loja de Madeira, Atacadão, Rio de Janeiro, RJDocumento13 páginasServe Madeiras, Madeireira, Loja de Madeira, Atacadão, Rio de Janeiro, RJCaio CesarAinda não há avaliações
- Resistividade de Litologias e ÁguasDocumento3 páginasResistividade de Litologias e ÁguasMarco Carlos100% (1)
- Mourões de Alambrado - Novatorre - Artefatos de Concreto - Dicas para Construção PDFDocumento7 páginasMourões de Alambrado - Novatorre - Artefatos de Concreto - Dicas para Construção PDFjamesdaniloinacioAinda não há avaliações
- Instalações de água fria projetadas para atender requisitosDocumento15 páginasInstalações de água fria projetadas para atender requisitosPaulinho GalvãoAinda não há avaliações
- Métodos de cálculo e análise de confiabilidade para perfis de alma senoidalDocumento305 páginasMétodos de cálculo e análise de confiabilidade para perfis de alma senoidalflavioavlisAinda não há avaliações
- Quadro de Esquadrias: Plantas BaixasDocumento1 páginaQuadro de Esquadrias: Plantas BaixasMarcella Correia ClaudinoAinda não há avaliações
- Tipos de fundações e suas aplicaçõesDocumento23 páginasTipos de fundações e suas aplicaçõesVitor MachadoAinda não há avaliações
- Tabela de Toler Ncias e Ajustes 1652801691Documento5 páginasTabela de Toler Ncias e Ajustes 1652801691Andre OliveiraAinda não há avaliações
- Checklist PCMAT NR18 Condições Trabalho ConstruçãoDocumento4 páginasChecklist PCMAT NR18 Condições Trabalho ConstruçãoAdony AmorimAinda não há avaliações
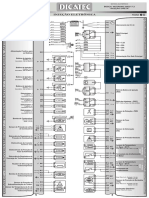
- Med17.2 Mini Cooper SDocumento2 páginasMed17.2 Mini Cooper SAndre SartoriAinda não há avaliações
- Apresentaçao CorsanDocumento210 páginasApresentaçao CorsanAtanasioAinda não há avaliações
- Bloco sobre estaca projeto fundaçõesDocumento20 páginasBloco sobre estaca projeto fundaçõesRodrigo Cezzar Firmino SilvaAinda não há avaliações
- Estudo Comparativo Entre Laje Maciça Convencional e Lajes Nervuradas.Documento134 páginasEstudo Comparativo Entre Laje Maciça Convencional e Lajes Nervuradas.Ruddi Elias TowsAinda não há avaliações
- Análise paramétrica de alargamento de pontesDocumento14 páginasAnálise paramétrica de alargamento de pontesRafael BorchardtAinda não há avaliações
- Texto Construção CivilDocumento4 páginasTexto Construção CivilRicardo MonteiroAinda não há avaliações
- Contramarcos e esquadrias para janelas e portasDocumento16 páginasContramarcos e esquadrias para janelas e portasBobyNunes Nunes100% (1)
- Edital 01 2020 Processo Seletivo ProfessorDocumento43 páginasEdital 01 2020 Processo Seletivo ProfessorLucivando RibeiroAinda não há avaliações