Você também pode gostar
- Microsoft Word - Proc. Caldeiraria - PN-0502-00065 - POR - Rev03 Final - Projeto de Vasos de PressãoDocumento18 páginasMicrosoft Word - Proc. Caldeiraria - PN-0502-00065 - POR - Rev03 Final - Projeto de Vasos de PressãoaoflimaAinda não há avaliações
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- NR 20 - Hydrotreatment-ReactorsDocumento4 páginasNR 20 - Hydrotreatment-ReactorsCPSSTAinda não há avaliações
- Flanges Lista Completa PDFDocumento8 páginasFlanges Lista Completa PDFrodrigo.firstAinda não há avaliações
- Flanges e adaptadores APIDocumento8 páginasFlanges e adaptadores APImarleyeeuAinda não há avaliações
- Norma COPASA T 188Documento48 páginasNorma COPASA T 188Manoel Comar100% (1)
- Reservatório de aço elevado COPASADocumento48 páginasReservatório de aço elevado COPASAManoel Comar100% (1)
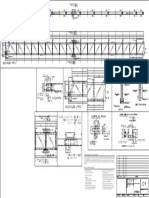
- VIGA COB-IPB SAB-Layout1Documento1 páginaVIGA COB-IPB SAB-Layout1Mariosergio GouveaAinda não há avaliações
- Laudo técnico de linha de vidaDocumento11 páginasLaudo técnico de linha de vidaPedro Lucas Pires DamascenoAinda não há avaliações
- Soldagem de PinosDocumento8 páginasSoldagem de Pinoslau RomeraAinda não há avaliações
- Projeto de vaso de pressão para serviço com H2SDocumento22 páginasProjeto de vaso de pressão para serviço com H2ScapixabaempreendedorAinda não há avaliações
- IT-08-046Rev.01 - Execução de SoldagemDocumento6 páginasIT-08-046Rev.01 - Execução de SoldagemRodrigo SousaAinda não há avaliações
- Prontuario MotoDocumento1 páginaProntuario MotoMikhail Tibes Soares100% (1)
- Rea 5 Valenciani LavinasDocumento10 páginasRea 5 Valenciani LavinasMarcos JuniorAinda não há avaliações
- Varetas TIG para moldes e ferramentasDocumento2 páginasVaretas TIG para moldes e ferramentasWellington S. FrançaAinda não há avaliações
- Especificação de materiais para molas de válvulas de segurançaDocumento6 páginasEspecificação de materiais para molas de válvulas de segurançaEduardo PiresAinda não há avaliações
- Data Book 1M - 10KGF - CM (102529)Documento31 páginasData Book 1M - 10KGF - CM (102529)Rafael Martins LucasAinda não há avaliações
- Normas de Qualificacao e FabricacaoDocumento25 páginasNormas de Qualificacao e FabricacaoHeygleson Henrique de MirandaAinda não há avaliações
- Plano de Solda Barragem MiringuavaDocumento19 páginasPlano de Solda Barragem MiringuavaMauro Martins Junior100% (1)
- NR 13 Construcao Bocais para Vasos de PressaoDocumento28 páginasNR 13 Construcao Bocais para Vasos de PressaoCPSSTAinda não há avaliações
- Modelo Prontuario de Vaso de PressaoDocumento4 páginasModelo Prontuario de Vaso de PressaoElon Oliveira67% (9)
- Instalação de Linha de Vida Vertical em Unidade de ArmazenamentoDocumento14 páginasInstalação de Linha de Vida Vertical em Unidade de ArmazenamentoGiuliano Arzamendia100% (3)
- Comercial Gama Lopes - Inspeção NR-13 - Compressor Parafuso Atlas Copco - 001 - 2023-2Documento11 páginasComercial Gama Lopes - Inspeção NR-13 - Compressor Parafuso Atlas Copco - 001 - 2023-2Genival SilvaAinda não há avaliações
- Isotref - Astm A179Documento2 páginasIsotref - Astm A179Vinicius LimaAinda não há avaliações
- Imprimir Produto - Niagara PDFDocumento2 páginasImprimir Produto - Niagara PDFCarol BonfimAinda não há avaliações
- Fabricação de Vasos de PressãoDocumento37 páginasFabricação de Vasos de PressãoLuis Evangelista Moura PachecoAinda não há avaliações
- ET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Documento11 páginasET-3000.00-1500-251-PAZ-001, Rev. A (Fixadores)Anna VerônicaAinda não há avaliações
- Slides 270816Documento33 páginasSlides 270816Kawan BartrasAinda não há avaliações
- Inspeção de tanques de ácido sulfúricoDocumento54 páginasInspeção de tanques de ácido sulfúricodiegofarias2010Ainda não há avaliações
- Teste pressão tubulaçõesDocumento11 páginasTeste pressão tubulaçõesestradeiro100% (1)
- Catálogo de Produtos HT CONTROLS PDFDocumento18 páginasCatálogo de Produtos HT CONTROLS PDFEmiliano Cordeiro Maciel NetoAinda não há avaliações
- Catalogo Juntas RTJ PDFDocumento6 páginasCatalogo Juntas RTJ PDFgabgom19Ainda não há avaliações
- Catalogo Engates Rapidos Ermeto PDFDocumento12 páginasCatalogo Engates Rapidos Ermeto PDFWagner Lopes JúniorAinda não há avaliações
- Especificação de soldagem em tanque de aço inoxidávelDocumento5 páginasEspecificação de soldagem em tanque de aço inoxidávelPaulo CasaesAinda não há avaliações
- Proteção contra quedas em escadas e plataformasDocumento16 páginasProteção contra quedas em escadas e plataformasW3SL3Y SOUSAAinda não há avaliações
- MDProtecaocontraquedasSGL 1Documento16 páginasMDProtecaocontraquedasSGL 1Rafael Victor GonçalvesAinda não há avaliações
- Inspeção preventiva de tanques de álcool: 6 em cada 10 apresentam vazamentoDocumento2 páginasInspeção preventiva de tanques de álcool: 6 em cada 10 apresentam vazamentoJefferson De Marins AlvesAinda não há avaliações
- N-0268 - Fabricação de Vaso de Pressao REV.EDocumento35 páginasN-0268 - Fabricação de Vaso de Pressao REV.ESalvadorAinda não há avaliações
- Diagnóstico - Soldador Final Revisado II - VP - 23-10-09fDocumento77 páginasDiagnóstico - Soldador Final Revisado II - VP - 23-10-09fMariana AbasAinda não há avaliações
- Soldagem de gasodutos: requisitos para execução e inspeçãoDocumento10 páginasSoldagem de gasodutos: requisitos para execução e inspeçãoBruno Fernandes Matos Santos SantosAinda não há avaliações
- Ácido Sulfúrico PÁG.1 Manutenção Roteiro de Inspeção de Tanques de EstocagemDocumento54 páginasÁcido Sulfúrico PÁG.1 Manutenção Roteiro de Inspeção de Tanques de EstocagemHERBERTALEXANDRINOAinda não há avaliações
- NBR 11790 - 90 (EB-2086) - Isolador Suporte de Porcelana Ou Vidro, para Tensões Acima de 1000V - 11pagDocumento11 páginasNBR 11790 - 90 (EB-2086) - Isolador Suporte de Porcelana Ou Vidro, para Tensões Acima de 1000V - 11pagClaudio Lorenzoni100% (1)
- Modelo de Slides para Apresentação em PowerpointDocumento20 páginasModelo de Slides para Apresentação em PowerpointSuellen CosthaAinda não há avaliações
- Juntas de Expansão Metálicas - PesoDocumento64 páginasJuntas de Expansão Metálicas - PesoOsvaldo Junges BomfimAinda não há avaliações
- Fraturas de parafusos de flange: causas e soluçõesDocumento2 páginasFraturas de parafusos de flange: causas e soluçõesJefferson De Marins AlvesAinda não há avaliações
- Características de válvulas industriais padronizadas e especiaisDocumento53 páginasCaracterísticas de válvulas industriais padronizadas e especiaisLDM Man. e Mont. Ind. EIRELIAinda não há avaliações
- Guia de Soldagem Hardox Wear Plate PT 103 V2 2020Documento24 páginasGuia de Soldagem Hardox Wear Plate PT 103 V2 2020Ricardo100% (2)
- Vaso pressão documento prontuárioDocumento3 páginasVaso pressão documento prontuárioRafael Tpt100% (2)
- Soluções para acidentes em aciariasDocumento10 páginasSoluções para acidentes em aciariasDeivton SantiagoAinda não há avaliações
- A Segurança de Um Cilindro Também Depende Da Requalificação PeriódicaDocumento13 páginasA Segurança de Um Cilindro Também Depende Da Requalificação PeriódicaLeonardo LimbergerAinda não há avaliações
- Riscos da utilização de revestimentos à base de Zn, Zn-Ni ou Cd em parafusos, estojos, porcas e arruelasDocumento15 páginasRiscos da utilização de revestimentos à base de Zn, Zn-Ni ou Cd em parafusos, estojos, porcas e arruelasdaniel oliveiraAinda não há avaliações
- Proteção contra quedas de alturaDocumento66 páginasProteção contra quedas de alturajrjordanAinda não há avaliações
- Tubos de Aço: Propriedades, Seleção e AplicaçõesDocumento44 páginasTubos de Aço: Propriedades, Seleção e AplicaçõesFernando CarvalhoAinda não há avaliações
- Soldagem subaquática: procedimentos e requisitosDocumento14 páginasSoldagem subaquática: procedimentos e requisitosestradeiroAinda não há avaliações
- ET.31.195.00 - Suporte para Fixação de Chave Fusível e Pára - Raios em CruzetaDocumento5 páginasET.31.195.00 - Suporte para Fixação de Chave Fusível e Pára - Raios em CruzetaNyels Anderson Llanos MendozaAinda não há avaliações
- Modelo de Relatorios Vasos de Pressao Modelo Livro Seguranca Vaso DocxDocumento2 páginasModelo de Relatorios Vasos de Pressao Modelo Livro Seguranca Vaso Docxjos luizAinda não há avaliações
- Especificação Geral CaldeirariaDocumento23 páginasEspecificação Geral CaldeirariaerinetoAinda não há avaliações
- Manual de Operação e Manutenção - Palfinger MD 45007 PTDocumento38 páginasManual de Operação e Manutenção - Palfinger MD 45007 PTPatrick Brilhante100% (6)
- Instalação e manutenção de motores CCDocumento33 páginasInstalação e manutenção de motores CCAndre LamotaAinda não há avaliações
- Noções Gerais de AnodizaçãoDocumento55 páginasNoções Gerais de AnodizaçãoReginaldo Alves100% (1)
- Prova Química Mestrado UFPIDocumento5 páginasProva Química Mestrado UFPIromezioh77160% (1)
- Determinação experimental do coeficiente de dilatação linearDocumento10 páginasDeterminação experimental do coeficiente de dilatação linearRobson SantosAinda não há avaliações
- Modelo atômico de RutherfordDocumento3 páginasModelo atômico de RutherfordCristiane AlvesAinda não há avaliações
- 10 CV5 Equipamento de FracionamentoDocumento16 páginas10 CV5 Equipamento de FracionamentoJorge AlbertoAinda não há avaliações
- MF - Gabarito P1 2010Documento1 páginaMF - Gabarito P1 2010Mariana ChantalAinda não há avaliações
- Engenharia experimentalDocumento26 páginasEngenharia experimentalVictor NeresAinda não há avaliações
- Dimensionamento e Segurança - IntroduçãoDocumento101 páginasDimensionamento e Segurança - IntroduçãoMarcelo Issler Ferreira SousaAinda não há avaliações
- Equação de Schrodinger para Elétron LivreDocumento12 páginasEquação de Schrodinger para Elétron LivreThiago LiãoAinda não há avaliações
- Problemas BiofísicaDocumento2 páginasProblemas BiofísicaMax FilmesAinda não há avaliações
- Métodos Geofísicos Aplicados À Engenharia e Geotecnia: Comunicação TécnicaDocumento243 páginasMétodos Geofísicos Aplicados À Engenharia e Geotecnia: Comunicação TécnicaJoão GoveAinda não há avaliações
- Ca2+ Interferência em Deslamagem e FlotaçãoDocumento67 páginasCa2+ Interferência em Deslamagem e FlotaçãoAnonymous IabqZQ1tkAinda não há avaliações
- 2 - Atividade de H+ em Soluções ÁcidasDocumento4 páginas2 - Atividade de H+ em Soluções ÁcidasIzaias Campos da Paixão0% (1)
- Aula 6 - Mec Solidos 1 - Equilíbrio de Um Corpo Rígido - ExercíciosDocumento8 páginasAula 6 - Mec Solidos 1 - Equilíbrio de Um Corpo Rígido - Exercíciosyayamuhohjomail.comAinda não há avaliações
- Transformações gasosas e cálculos químicosDocumento3 páginasTransformações gasosas e cálculos químicosIannis HerbertAinda não há avaliações
- APOSTILA Do 2° Ano Física PDFDocumento8 páginasAPOSTILA Do 2° Ano Física PDFFAMÍLIA HillsAinda não há avaliações
- Relatório de Conformidade - Pau de CargaDocumento10 páginasRelatório de Conformidade - Pau de CargaSergio Rodrigues100% (1)
- 2 Prova de Mecânica Básica - Com GabaritoDocumento2 páginas2 Prova de Mecânica Básica - Com GabaritoGabriel CoelhoAinda não há avaliações
- Noções Gerais Sobre Bombas Centrífugas PDFDocumento91 páginasNoções Gerais Sobre Bombas Centrífugas PDFRonivon Oliveira75% (4)
- Arranjo de Correntes - DTML PDFDocumento21 páginasArranjo de Correntes - DTML PDFBerivaldo Gelson FernandesAinda não há avaliações
- Operação da UTE-BF em ciclo simplesDocumento98 páginasOperação da UTE-BF em ciclo simplesFlavia ZanetteAinda não há avaliações
- Calibração de válvula PSV com pressão de abertura de 11,95 kgf/cm2Documento1 páginaCalibração de válvula PSV com pressão de abertura de 11,95 kgf/cm2Henrique CharavaraAinda não há avaliações
- Tratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1Documento12 páginasTratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1NASC Engenharia e AssessoriaAinda não há avaliações
- Mecânica dos Solos II: Hidráulica dos SolosDocumento26 páginasMecânica dos Solos II: Hidráulica dos SolosThompson FerreiraAinda não há avaliações
- NBR 7190Documento107 páginasNBR 7190Douglas Fernandes Dos Santos100% (1)
- Balanço Global de Quantidade de MovimentoDocumento20 páginasBalanço Global de Quantidade de MovimentoAnonymous 8jwhKv5BAinda não há avaliações
- Capitulo3 InstPropTurbinasDocumento48 páginasCapitulo3 InstPropTurbinasmacs73100% (1)
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)
- Ser bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNo EverandSer bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNota: 5 de 5 estrelas5/5 (12)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)
- Hormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceNo EverandHormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Raciocínio lógico e matemática para concursos: Manual completoNo EverandRaciocínio lógico e matemática para concursos: Manual completoNota: 5 de 5 estrelas5/5 (1)