Você também pode gostar
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- N-1852 G 1emDocumento58 páginasN-1852 G 1emMariomourajuniorAinda não há avaliações
- Backings Cerâmicos: Vantagens e Aplicações na SoldagemDocumento14 páginasBackings Cerâmicos: Vantagens e Aplicações na Soldagemmarcos254Ainda não há avaliações
- Emendas de Solda CA50Documento12 páginasEmendas de Solda CA50rogersampaiocostaAinda não há avaliações
- Tabela de pré-aquecimento de aços segundo carbono equivalenteDocumento4 páginasTabela de pré-aquecimento de aços segundo carbono equivalentetss13723Ainda não há avaliações
- Fabricação e Montagem de Estruturas MetálicasDocumento35 páginasFabricação e Montagem de Estruturas MetálicasLeonardo SantosAinda não há avaliações
- Catalogo ESAB ConsumiveisDocumento31 páginasCatalogo ESAB ConsumiveisdicintraAinda não há avaliações
- Especificação de Eletrodo para SoldagemDocumento27 páginasEspecificação de Eletrodo para SoldagemShueidy BragaAinda não há avaliações
- Aços Duplex e Triplex: propriedades e aplicaçõesDocumento23 páginasAços Duplex e Triplex: propriedades e aplicaçõesFranciele BoengAinda não há avaliações
- Sistema de Frenagem FerroviárioDocumento221 páginasSistema de Frenagem FerroviárioAnonymous hj68hZmoAinda não há avaliações
- Dissertação - Rogério Geraldo Monteiro de CastroDocumento168 páginasDissertação - Rogério Geraldo Monteiro de CastroMarcos Verissimo Juca de PaulaAinda não há avaliações
- Perguntas e Respostas Sobre Estruturas MetálicasDocumento5 páginasPerguntas e Respostas Sobre Estruturas MetálicasRonie BomAinda não há avaliações
- N-0134C - Chumbadores para ConcretoDocumento33 páginasN-0134C - Chumbadores para ConcretoAna Carolina TrindadeAinda não há avaliações
- Vantagens do backing cerâmico para soldagemDocumento46 páginasVantagens do backing cerâmico para soldagemFabi BristottiAinda não há avaliações
- NBR 06971 - 1999 - Defensas Metálicas - Projeto e ImplantaçãoDocumento44 páginasNBR 06971 - 1999 - Defensas Metálicas - Projeto e ImplantaçãoblowouthAinda não há avaliações
- Analise Microestrutural de Uma Junta Soldada de Um Aço 1045 Soldado Pelo Processo Eletrodo Revestido Com Consumivel E7018Documento70 páginasAnalise Microestrutural de Uma Junta Soldada de Um Aço 1045 Soldado Pelo Processo Eletrodo Revestido Com Consumivel E7018Denilson RibeiroAinda não há avaliações
- Cortes rápidos e silenciosos sem gás ou eletricidadeDocumento2 páginasCortes rápidos e silenciosos sem gás ou eletricidadeTiagohowpy RamosAinda não há avaliações
- Catalogo BohlerDocumento20 páginasCatalogo Bohlervogas13Ainda não há avaliações
- Exame Cwi Com Resposta (103 Perguntas)Documento26 páginasExame Cwi Com Resposta (103 Perguntas)ScribdTranslations100% (1)
- Elaboração de EPS para soldagem dissimilar de aços A516 Gr 60 e A106 Gr BDocumento18 páginasElaboração de EPS para soldagem dissimilar de aços A516 Gr 60 e A106 Gr Bneto-portoAinda não há avaliações
- Catalogo Arame Tubular PDFDocumento12 páginasCatalogo Arame Tubular PDFGeovane FerreiraAinda não há avaliações
- Estudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100Documento139 páginasEstudos de Inclusões Não-Metálicas de Óxidos No Aço Sae52100FELIPEAinda não há avaliações
- Questões de Provas e TestesDocumento10 páginasQuestões de Provas e TestesJorlandoAinda não há avaliações
- NBR 6589 - Pecas em Ferro Fundido Cinzento Classificadas Conforme Resistencia A TracaoDocumento11 páginasNBR 6589 - Pecas em Ferro Fundido Cinzento Classificadas Conforme Resistencia A TracaoQualidade WmetalAinda não há avaliações
- NBR - EB 168 (Ago 1991) - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosDocumento17 páginasNBR - EB 168 (Ago 1991) - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosYuri Bahia de VasconcelosAinda não há avaliações
- Elaboração da documentação técnica de soldagemDocumento19 páginasElaboração da documentação técnica de soldagemNicoletiAinda não há avaliações
- Ultra-som qualificação pessoal certificaçãoDocumento1 páginaUltra-som qualificação pessoal certificaçãoJeldon Sant'AnaAinda não há avaliações
- Simulado MarceloPachecoDocumento15 páginasSimulado MarceloPachecoRodrigo CarvalhoAinda não há avaliações
- Soldabilidade de ligas metálicasDocumento27 páginasSoldabilidade de ligas metálicasNayara NeresAinda não há avaliações
- Manual técnico de corte a plasmaDocumento15 páginasManual técnico de corte a plasmawilber chavezAinda não há avaliações
- Apresentação 2 Evolução Da QUALIFICAÇÃODocumento49 páginasApresentação 2 Evolução Da QUALIFICAÇÃOKaka MenezesAinda não há avaliações
- Soldagem FundamentosDocumento25 páginasSoldagem FundamentosDjalma Filho100% (1)
- Manual de Segurança de TeleféricosDocumento14 páginasManual de Segurança de TeleféricosCecilio Alberto Jose RaimundoAinda não há avaliações
- N-1859 Consumivel de Soldagem Com Propriedade AsseguradaDocumento12 páginasN-1859 Consumivel de Soldagem Com Propriedade AsseguradaMárcio FerreiraAinda não há avaliações
- Modelo 100 Válvula de BóiaDocumento4 páginasModelo 100 Válvula de Bóiadouglas00251Ainda não há avaliações
- case2: ESTRUTURA PROVISÓRIADocumento3 páginascase2: ESTRUTURA PROVISÓRIAWagner Monfradini100% (1)
- Estudo de Casos  Norma AWS D1-1 2Documento13 páginasEstudo de Casos  Norma AWS D1-1 2Michelson MendonçaAinda não há avaliações
- Tabela - de - Furos TrilobularDocumento1 páginaTabela - de - Furos TrilobularLuciana Lima LimaAinda não há avaliações
- RAVUR 350 HR Ficha TecnicaDocumento2 páginasRAVUR 350 HR Ficha TecnicaMuhammad UsmanAinda não há avaliações
- NBR 10474 TB 338 - Qualificacao em SoldagemDocumento27 páginasNBR 10474 TB 338 - Qualificacao em Soldagemtainah20100% (1)
- Comparação entre normas de aços estruturaisDocumento1 páginaComparação entre normas de aços estruturaisEvandro Luis GomesAinda não há avaliações
- NBR 5417 NB 129 - Tolerancias para Pecas de Ceramica para EletrotecnicaDocumento2 páginasNBR 5417 NB 129 - Tolerancias para Pecas de Ceramica para EletrotecnicaDaniel MoraisAinda não há avaliações
- AçoDocumento18 páginasAçofurmaniak100% (1)
- Soldagem - Eletrofusão Ou Termofusão - PEAD e PPDocumento4 páginasSoldagem - Eletrofusão Ou Termofusão - PEAD e PPEdimilson LanaAinda não há avaliações
- Apostila Soldagem RobotizadaDocumento9 páginasApostila Soldagem RobotizadaJoao DeVitoAinda não há avaliações
- N 1595Documento16 páginasN 1595neto-portoAinda não há avaliações
- Catalogo Flanges NBR 7675 DINDocumento3 páginasCatalogo Flanges NBR 7675 DINIago QuirinoAinda não há avaliações
- Diagrama de Schaeffler para prever microestrutura da ZFDocumento2 páginasDiagrama de Schaeffler para prever microestrutura da ZFLucas Giovanetti100% (1)
- Critérios de Falha Por Fadiga2Documento19 páginasCritérios de Falha Por Fadiga2Ricardo GrangeiroAinda não há avaliações
- NBR 8850 NB 441 - Execucao de Suportes Metalicos Trelicados para Linhas de TransmissaoDocumento8 páginasNBR 8850 NB 441 - Execucao de Suportes Metalicos Trelicados para Linhas de TransmissaoMarcelo Simão Do ValeAinda não há avaliações
- Catálogo IntercabosDocumento46 páginasCatálogo IntercabosMarcus BazzoniAinda não há avaliações
- ABNT NBR 14842 Ed. 2015 CorrigidaDocumento22 páginasABNT NBR 14842 Ed. 2015 Corrigidaemfsp011Ainda não há avaliações
- Tratamento térmico Q&P no aço SAE 9260Documento148 páginasTratamento térmico Q&P no aço SAE 9260mfurrierAinda não há avaliações
- CT Coeme 2014-1 08Documento76 páginasCT Coeme 2014-1 08Carlos FacilitesAinda não há avaliações
- Estudo da vida em fadiga de juntas soldadas em aço A516 grau 70Documento53 páginasEstudo da vida em fadiga de juntas soldadas em aço A516 grau 70Kamila LopesAinda não há avaliações
- TCC Everton Celestino VarelaDocumento60 páginasTCC Everton Celestino VarelaNathalia PereiraAinda não há avaliações
- Estruturas de Concreto Armado-IncendioDocumento79 páginasEstruturas de Concreto Armado-IncendioMamacoAinda não há avaliações
- P5 Trinca A Frio CompletoDocumento210 páginasP5 Trinca A Frio CompletomariliaAinda não há avaliações
- Felipe Brondani - TCCFAB - 2016Documento72 páginasFelipe Brondani - TCCFAB - 2016Tiago reisAinda não há avaliações
- Potencial Uso Do Passe de Revenimento No Reparo de Soldas - N. Gaspar (Universidade Santa Cecília, 2013) PDFDocumento105 páginasPotencial Uso Do Passe de Revenimento No Reparo de Soldas - N. Gaspar (Universidade Santa Cecília, 2013) PDFSteven MaynardAinda não há avaliações
- RESISTENCIASDocumento47 páginasRESISTENCIASRODRIGO_RALOAinda não há avaliações
- Inibidores CorrosãoDocumento29 páginasInibidores CorrosãoEder Silveira Del MestreAinda não há avaliações
- Ciclo da água 6o anoDocumento3 páginasCiclo da água 6o anosilveria schettiniAinda não há avaliações
- Física - CASD - Capítulo 05 - TermodinâmicaDocumento10 páginasFísica - CASD - Capítulo 05 - TermodinâmicaFísica Caderno de Resoluções67% (3)
- Projeto de submarino para temperatura confortável mínimaDocumento2 páginasProjeto de submarino para temperatura confortável mínimaPedrinho da TelergipeAinda não há avaliações
- Relatório 1 (Introdução) - Solubilidade de Compostos OrgânicosDocumento4 páginasRelatório 1 (Introdução) - Solubilidade de Compostos OrgânicosJohnata RodriguesAinda não há avaliações
- UNIDADE II - APLICAÇÕES - 2 - 2020 - Fenômenos de Transportes - Engenharia Civil - Unid. Educ. São Gabriel - PSG - Noite - G1 - T1 - 2020 - 2Documento9 páginasUNIDADE II - APLICAÇÕES - 2 - 2020 - Fenômenos de Transportes - Engenharia Civil - Unid. Educ. São Gabriel - PSG - Noite - G1 - T1 - 2020 - 2Alexandre ParentoniAinda não há avaliações
- 01+fissuras PDFDocumento51 páginas01+fissuras PDFAndreia SoaresAinda não há avaliações
- Apostila Estruturas Schola DigitalDocumento143 páginasApostila Estruturas Schola DigitalRodrigoAinda não há avaliações
- Projeto de composteira para tratamento de resíduos de aviculturaDocumento25 páginasProjeto de composteira para tratamento de resíduos de aviculturaWesley LimaAinda não há avaliações
- MCC - Prof. Sérgio W. FDocumento25 páginasMCC - Prof. Sérgio W. FVinicius NascimentoAinda não há avaliações
- 28 Guia Basico de Utilizacao Do Cimento PortlandDocumento28 páginas28 Guia Basico de Utilizacao Do Cimento PortlandJean AndradeAinda não há avaliações
- Exercicios CG DicasDocumento17 páginasExercicios CG DicasBruna LuizaAinda não há avaliações
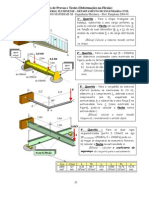
- Exercicios Primeira ProvaDocumento5 páginasExercicios Primeira ProvaTiago Franco EAAinda não há avaliações
- Manual de limpeza e desinfecção de embarcaçõesDocumento32 páginasManual de limpeza e desinfecção de embarcaçõesTatysegAinda não há avaliações
- Manual Ligações Volume1 WebDocumento60 páginasManual Ligações Volume1 WebalexandregnoattoAinda não há avaliações
- Aula 6 - Moléculas, Íons e Seus CompostosDocumento29 páginasAula 6 - Moléculas, Íons e Seus CompostosMariana Filgueira MagalhãesAinda não há avaliações
- Manual para Manuseio de ExtintoresDocumento24 páginasManual para Manuseio de ExtintoresGilson ConejoAinda não há avaliações
- Aula Prática - Cor Da CarneDocumento2 páginasAula Prática - Cor Da CarneFábio SilvaAinda não há avaliações
- Apostila Lubrificação - SENAI SPDocumento44 páginasApostila Lubrificação - SENAI SPRoberto FerreiraAinda não há avaliações
- LTCAT SMCLE Avaliação Condições TrabalhoDocumento26 páginasLTCAT SMCLE Avaliação Condições TrabalhoEdson FigueiredoAinda não há avaliações
- Andino Ltda.: soluções em borracha e elastômerosDocumento7 páginasAndino Ltda.: soluções em borracha e elastômerosYllecir XataraAinda não há avaliações
- Exercicios Propostos Resolvidos Conducao Nao VerificadoDocumento13 páginasExercicios Propostos Resolvidos Conducao Nao VerificadoEduardo ViníciusAinda não há avaliações
- BioGeo11 Teste Deformações Metamorficas Magmáticas Recursos 2017Documento6 páginasBioGeo11 Teste Deformações Metamorficas Magmáticas Recursos 2017Luísa CarmoAinda não há avaliações
- 37-Apr PinturaDocumento4 páginas37-Apr PinturaVanius Debiasi100% (2)
- Memorial Descritivo - Rua Aquitã - 45 - Lote 47 - Quadra 19 - Novo Jaguari - ValentimDocumento3 páginasMemorial Descritivo - Rua Aquitã - 45 - Lote 47 - Quadra 19 - Novo Jaguari - ValentimMichael WillianAinda não há avaliações
- FISPQ VACUO OILDocumento5 páginasFISPQ VACUO OILvalber azevedoAinda não há avaliações
- ANSI 150 Lbs Flange Especificações TécnicasDocumento2 páginasANSI 150 Lbs Flange Especificações TécnicasPaulo VitorAinda não há avaliações
- Guia passo-a-passo para montagem de janelas em PVCDocumento44 páginasGuia passo-a-passo para montagem de janelas em PVCTiago oliveiraAinda não há avaliações
- Diluição de Soluções: Conceitos e Cálculos para Menos deDocumento27 páginasDiluição de Soluções: Conceitos e Cálculos para Menos deFrancisco FlorencioAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- 365 Ideias De Posts Para Ter Um Instagram De Sucesso!No Everand365 Ideias De Posts Para Ter Um Instagram De Sucesso!Ainda não há avaliações
- Dieta Anti-inflamatória EstratégicaNo EverandDieta Anti-inflamatória EstratégicaNota: 5 de 5 estrelas5/5 (2)
- Ser bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNo EverandSer bom não é ser bonzinho: Como a comunicação não violenta e a arte do palhaço podem te ajudar a identificar e expressar as suas necessidades de maneira clara e autêntica – e evitar julgamentos, como o deste títuloNota: 5 de 5 estrelas5/5 (12)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)
- Hormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceNo EverandHormonios E Fisiculturismo - Uso De Substâncias Para Aumento De PerformanceAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Raciocínio lógico e matemática para concursos: Manual completoNo EverandRaciocínio lógico e matemática para concursos: Manual completoNota: 5 de 5 estrelas5/5 (1)