Você também pode gostar
- Parâmetros Sugeridos para Solda TIGDocumento3 páginasParâmetros Sugeridos para Solda TIGLourival Santos100% (2)
- Parâmetros Sugeridos para Solda TIGDocumento3 páginasParâmetros Sugeridos para Solda TIGPaulinoAinda não há avaliações
- Folder Samfix WebDocumento4 páginasFolder Samfix WebCleberson MacedoAinda não há avaliações
- Hytorc2009 PDFDocumento86 páginasHytorc2009 PDFbotella berAinda não há avaliações
- Parafusosfuros Auto AtarraxanteDocumento2 páginasParafusosfuros Auto AtarraxanteRui TsaiAinda não há avaliações
- Catalago VibrastopDocumento12 páginasCatalago VibrastopSUELENAinda não há avaliações
- Parâmetros Sugeridos para Solda TIG - Brazilwelds Dicas para SoldagemDocumento4 páginasParâmetros Sugeridos para Solda TIG - Brazilwelds Dicas para Soldagemandrelessa_01Ainda não há avaliações
- Catálago Jrmazza OficialDocumento9 páginasCatálago Jrmazza OficialEduardo de BrittoAinda não há avaliações
- 40 PT BRDocumento1 página40 PT BRMárcio Luiz da RósAinda não há avaliações
- Sintron - CN73RDocumento30 páginasSintron - CN73RWilliamcreisAinda não há avaliações
- 41 PT BRDocumento1 página41 PT BRTRINDADEAinda não há avaliações
- Catálogo VonderDocumento21 páginasCatálogo Vondermauboch0% (1)
- Novo Catalogo de Amortecedores de Vibracao Rubber StopDocumento19 páginasNovo Catalogo de Amortecedores de Vibracao Rubber StopTONIOLOAinda não há avaliações
- Catalogo Tecnico ArcelorDocumento8 páginasCatalogo Tecnico ArcelorCarlos SantosAinda não há avaliações
- SoldasDocumento1 páginaSoldasEidjanAinda não há avaliações
- Catálogo DMFITDocumento33 páginasCatálogo DMFITdompixoteAinda não há avaliações
- Jamaica Linha IndustrialDocumento24 páginasJamaica Linha IndustrialjoaobargasAinda não há avaliações
- Informações Técnicas de Motores DiversosDocumento4 páginasInformações Técnicas de Motores DiversosBonfim SilvaAinda não há avaliações
- Progeral 2019Documento26 páginasProgeral 2019julianoaoliveiraAinda não há avaliações
- Catalogo Perfis Barras BelgoDocumento8 páginasCatalogo Perfis Barras BelgoantoniojrbhAinda não há avaliações
- Chaves para ParafusosDocumento3 páginasChaves para ParafusosCarlos JuniorAinda não há avaliações
- Flange Orificio Aco ForjadoDocumento10 páginasFlange Orificio Aco ForjadorisacobAinda não há avaliações
- Calculos MecânicosDocumento73 páginasCalculos MecânicosDario Bejarano RojasAinda não há avaliações
- Serra EsquadrejadeiraDocumento16 páginasSerra EsquadrejadeiraEwerton Gregorio MessiasAinda não há avaliações
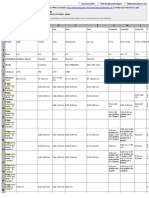
- Tabela - Messer MultiTherm (130A 200A 260A)Documento1 páginaTabela - Messer MultiTherm (130A 200A 260A)Éric RibeiroAinda não há avaliações
- Boletim Tecnico Fixadores ASTM A325 PDFDocumento14 páginasBoletim Tecnico Fixadores ASTM A325 PDFMauro CostaAinda não há avaliações
- Catalogo-Industrial 02020202Documento24 páginasCatalogo-Industrial 02020202gutarleyAinda não há avaliações
- Planilha para EngenheirosDocumento216 páginasPlanilha para Engenheirossergio lamanaAinda não há avaliações
- Catalogo Ômega - SMF - 2017Documento24 páginasCatalogo Ômega - SMF - 2017Cib CaldeirariaAinda não há avaliações
- Planilha Pra EngenheirosDocumento235 páginasPlanilha Pra EngenheirosFelipe Moura de SousaAinda não há avaliações
- Robusta 07 2006 PT Rev01 BCRDocumento4 páginasRobusta 07 2006 PT Rev01 BCRMichelle MaiaAinda não há avaliações
- CATALOGO MetalMatrixDocumento28 páginasCATALOGO MetalMatrixRicardo MoraisAinda não há avaliações
- Informativo Tecnico Nro 32 - Corte, Torque e Instalacao de Juntas de PH NADocumento2 páginasInformativo Tecnico Nro 32 - Corte, Torque e Instalacao de Juntas de PH NAMário Silva Neto100% (1)
- Planilha Do EngenheiroDocumento233 páginasPlanilha Do EngenheiroEng° Dimas Mariano100% (2)
- Planilha para EngenheirosDocumento203 páginasPlanilha para EngenheirosPascal CustonAinda não há avaliações
- Eletro HidráulicaDocumento171 páginasEletro HidráulicaJamil AlmaroneAinda não há avaliações
- Vigas e EixosDocumento9 páginasVigas e EixosJossesmsAinda não há avaliações
- Catalogo Rodas DentadasDocumento10 páginasCatalogo Rodas DentadasJossesmsAinda não há avaliações
- Vazamento ZeroDocumento4 páginasVazamento ZeroJossesmsAinda não há avaliações
- Ensaios Fisicos e QuimicosDocumento37 páginasEnsaios Fisicos e QuimicosJossesmsAinda não há avaliações
- Redutor Cestari Vertimax V66Z - PT 200 TC 002Documento1 páginaRedutor Cestari Vertimax V66Z - PT 200 TC 002JossesmsAinda não há avaliações
- RPD Vol 2 Nº 4 Dezembro 2007 Programas Nacionais de Saúde Pág 5 13Documento9 páginasRPD Vol 2 Nº 4 Dezembro 2007 Programas Nacionais de Saúde Pág 5 13JossesmsAinda não há avaliações
- 14544-Texto Do Artigo-47517-1675-2-20191029Documento2 páginas14544-Texto Do Artigo-47517-1675-2-20191029JossesmsAinda não há avaliações
- Envelope de Aceleração. Evite-O!Documento4 páginasEnvelope de Aceleração. Evite-O!LuisSilvaAinda não há avaliações
- Tabelas Tensionamento de CorreiasDocumento24 páginasTabelas Tensionamento de CorreiasJossesmsAinda não há avaliações
- CavitaçãoDocumento14 páginasCavitaçãoJossesms100% (1)
- I Lumina CaoDocumento137 páginasI Lumina Cao0uverneyAinda não há avaliações
- Apostila de ExercciosDocumento88 páginasApostila de ExercciosErenildo BalbinoAinda não há avaliações
- Sebenta Exercicios - Ligacao Quimica - Ficha 1Documento6 páginasSebenta Exercicios - Ligacao Quimica - Ficha 1carolg 0408Ainda não há avaliações
- Síntese de Colesterol (EVERTON)Documento4 páginasSíntese de Colesterol (EVERTON)Cauã Nascimento100% (1)
- Forcas Intermoleculares Solido SolucoesDocumento8 páginasForcas Intermoleculares Solido SolucoesEricson SousaAinda não há avaliações
- Cálculo Estequiométrico 285 QuestõesDocumento83 páginasCálculo Estequiométrico 285 QuestõesBRITTO12100% (1)
- AlteraçõesDocumento11 páginasAlteraçõesOtilia Marcelino AfonsoAinda não há avaliações
- RelatorioDocumento7 páginasRelatoriohugo silvaAinda não há avaliações
- Sigaamobiletouchgerar Historicosistema 2Documento3 páginasSigaamobiletouchgerar Historicosistema 2Maynara FernandesAinda não há avaliações
- Color Index Por FamíliasDocumento14 páginasColor Index Por FamíliasVivian BorgesAinda não há avaliações
- Aula 7 Introdução A Formulação de Materiais CerâmicosDocumento17 páginasAula 7 Introdução A Formulação de Materiais CerâmicosAdemar Espírito SantoAinda não há avaliações
- Grupo 3 - Hidrocarbonetos NaftênicosDocumento19 páginasGrupo 3 - Hidrocarbonetos NaftênicosHector BonillaAinda não há avaliações
- Manual de Operaao Equipamentos de ResgateDocumento52 páginasManual de Operaao Equipamentos de ResgateThiago LimaAinda não há avaliações
- D&D 5E - Homebrew - Manual Do Alquimista - Biblioteca ÉlficaDocumento12 páginasD&D 5E - Homebrew - Manual Do Alquimista - Biblioteca Élficamax75% (4)
- JOGO - Tabela Periódica (Adivinhas)Documento10 páginasJOGO - Tabela Periódica (Adivinhas)Sendy Delgado dos SantosAinda não há avaliações
- Lista Final ExerciciosDocumento12 páginasLista Final ExerciciosHenry MorenoAinda não há avaliações
- Patologias em RevestimentosDocumento20 páginasPatologias em RevestimentosLeoneiMartins100% (1)
- FISPQ - FIXAMASTER Promotor de AderenciaDocumento9 páginasFISPQ - FIXAMASTER Promotor de AderenciaRosiane Vieira BarrosAinda não há avaliações
- Exercício AnatomiaDocumento5 páginasExercício AnatomiaKélita SilvaAinda não há avaliações
- I Simulado de Língua PortuguesaDocumento4 páginasI Simulado de Língua PortuguesaMaria Izabel De Oliveira CardosoAinda não há avaliações
- Laboratório de Equilíbrio e Cinética - Distribuição de Um Sólido Entre Dois Líquidos ImiscíveisDocumento5 páginasLaboratório de Equilíbrio e Cinética - Distribuição de Um Sólido Entre Dois Líquidos ImiscíveisMikeScienceAinda não há avaliações
- NBR 12798 - 1993 - Ferramental de Fundição PDFDocumento6 páginasNBR 12798 - 1993 - Ferramental de Fundição PDFLucas ZenknerAinda não há avaliações
- Adepoxi 38 - ADVANCEDocumento4 páginasAdepoxi 38 - ADVANCEJoão Gilberto Vedana JúniorAinda não há avaliações
- NR09 - Procedimento - Manuseio de Produtos Químicos - 2022Documento8 páginasNR09 - Procedimento - Manuseio de Produtos Químicos - 2022Luiz RochaAinda não há avaliações
- CAMPISMO II - Manual de 2019Documento11 páginasCAMPISMO II - Manual de 2019Nelson GonçalvesAinda não há avaliações
- PDF FileDocumento9 páginasPDF FileSamblet pro100% (1)
- Fosforilação Oxidativa e Cadeia Transportadora de ElétronsDocumento42 páginasFosforilação Oxidativa e Cadeia Transportadora de ElétronsFernando BritoAinda não há avaliações
- Estudo Dirigido P1 Avaliativo - MônicaDocumento4 páginasEstudo Dirigido P1 Avaliativo - MônicaMônica Rossi CoutoAinda não há avaliações
- Vias de AcessoDocumento20 páginasVias de AcessoEdilson MagaiaAinda não há avaliações
- 03-Exercícios-Isomeria PlanaDocumento4 páginas03-Exercícios-Isomeria PlanaJosé Ricardo Murakami CruzAinda não há avaliações