Você também pode gostar
- Parecer TecnicoDocumento21 páginasParecer TecnicoValdemar Guedes100% (4)
- 2 - Estudo de CasoDocumento3 páginas2 - Estudo de CasoReinaldo Oliveira100% (2)
- WEG Pintura Industrial em Po Manual Portugues BRDocumento91 páginasWEG Pintura Industrial em Po Manual Portugues BRAndre_Hernandes100% (1)
- 2 - Abraco Módulo IIDocumento69 páginas2 - Abraco Módulo IIGraci LemosAinda não há avaliações
- Curso Lumine V4 PDFDocumento270 páginasCurso Lumine V4 PDFJailton Lins100% (2)
- Relatorio de Torqueamento de Parafusos Rev 00Documento1 páginaRelatorio de Torqueamento de Parafusos Rev 00Abraham Silva100% (2)
- Afiadora Universal AMXDocumento4 páginasAfiadora Universal AMXlucasmendesbragaAinda não há avaliações
- Apresentação Lapidação 01Documento60 páginasApresentação Lapidação 01Solon Gomes Amaral100% (1)
- Relatório Visita TécnicaDocumento2 páginasRelatório Visita TécnicawillianaAinda não há avaliações
- Tratamento de Superfícies e Isolamento Térmico972003 - DraftDocumento192 páginasTratamento de Superfícies e Isolamento Térmico972003 - DrafterzengenhariaAinda não há avaliações
- 2 - Estados Iniciais de Corrosão e Preparo de SuperfícieDocumento10 páginas2 - Estados Iniciais de Corrosão e Preparo de SuperfícieJanailton Aniceto da Silva100% (1)
- Dicas de Pintura IndustrialDocumento9 páginasDicas de Pintura IndustrialJota JacquesAinda não há avaliações
- Pintura de TanquesDocumento26 páginasPintura de TanquesrpguedesAinda não há avaliações
- Manual de Preparação de Superficie PinturaDocumento20 páginasManual de Preparação de Superficie PinturaZamir RodriguesAinda não há avaliações
- Abraco RP Pac 001 Rev. 0 Maio 2018 1 PDFDocumento21 páginasAbraco RP Pac 001 Rev. 0 Maio 2018 1 PDFmaiquel_mbtg739Ainda não há avaliações
- Inspetor Corrosão 3Documento120 páginasInspetor Corrosão 3Elaine Pinheiro100% (1)
- Estudo de Caso 5Documento1 páginaEstudo de Caso 5Thiago tolinoAinda não há avaliações
- 1 ABRACO Preparacao de Superficie e Aplicacao de Tintas F2 2021 Revisado Setembro 2021Documento437 páginas1 ABRACO Preparacao de Superficie e Aplicacao de Tintas F2 2021 Revisado Setembro 2021Frank Gava VitaliAinda não há avaliações
- Estudo de Caso 9Documento1 páginaEstudo de Caso 9Thiago tolinoAinda não há avaliações
- N-2136 - Determinação de Perfil de RugosidadeDocumento4 páginasN-2136 - Determinação de Perfil de RugosidadeLuiz Alberto Lamóglia100% (1)
- 1 - Inspeção VisualDocumento19 páginas1 - Inspeção VisualJanailton Aniceto da Silva100% (1)
- 6 - Teste de AderênciaDocumento39 páginas6 - Teste de AderênciaJanailton Aniceto da SilvaAinda não há avaliações
- Insp Pint N1 Mod5Documento20 páginasInsp Pint N1 Mod5SergioEnricciSatriani100% (1)
- Pintura 1Documento47 páginasPintura 1Jarbas MoraesAinda não há avaliações
- Relacao de Normas Ipi SNQC 2023 01 01Documento1 páginaRelacao de Normas Ipi SNQC 2023 01 01Carina BonfimAinda não há avaliações
- N 1202Documento15 páginasN 1202Rita Cavalcanti100% (1)
- ABRACO - Falhas Na Pintura FinalDocumento99 páginasABRACO - Falhas Na Pintura FinalMarcioJesusdeSouza100% (1)
- Rotina Inspetor de PinturaDocumento14 páginasRotina Inspetor de PinturaDaniel G. CoelhoAinda não há avaliações
- N 0250 (P) RFDocumento49 páginasN 0250 (P) RFbreno_runaAinda não há avaliações
- Pintura - PerguntasDocumento3 páginasPintura - PerguntasJarbas MoraesAinda não há avaliações
- MÓDULO III Inspeção de PinturaDocumento77 páginasMÓDULO III Inspeção de PinturaDaniel da silva cruz100% (1)
- INIC0000937 OkDocumento4 páginasINIC0000937 OkIgor PaivaAinda não há avaliações
- CorrosãoDocumento64 páginasCorrosãojconde1948100% (1)
- Módulo - PinturaDocumento122 páginasMódulo - PinturaDielfson CostaAinda não há avaliações
- Módulo CQ 0 Papel Do Inspetor 2014Documento50 páginasMódulo CQ 0 Papel Do Inspetor 2014Gilson Silva CadavalAinda não há avaliações
- Tintas XnormasDocumento6 páginasTintas XnormasNaldo Alves100% (1)
- CorrosãoDocumento2 páginasCorrosãoThomaz De Filippo RezendeAinda não há avaliações
- N-0013 - Requisitos Técnicos para Serviços de PinturaDocumento27 páginasN-0013 - Requisitos Técnicos para Serviços de PinturakirlanianoAinda não há avaliações
- Apostila de ExercciosDocumento88 páginasApostila de ExercciosErenildo BalbinoAinda não há avaliações
- Estudo de Caso 1 INSPEÇÃO DE PINTURA - ABRACODocumento1 páginaEstudo de Caso 1 INSPEÇÃO DE PINTURA - ABRACOThiago tolinoAinda não há avaliações
- Questoes SequiDocumento56 páginasQuestoes SequiMiguel Mendes Nascimento FIlho100% (3)
- Gases Especiais PDFDocumento39 páginasGases Especiais PDFNazareno S ArrudaAinda não há avaliações
- Anexo 3 - Laudos TécnicosDocumento1 páginaAnexo 3 - Laudos Técnicos97j41z370% (1)
- Insp Pint N1 Mod4Documento46 páginasInsp Pint N1 Mod4Erenildo BalbinoAinda não há avaliações
- Nbr7480 Original AbntDocumento3 páginasNbr7480 Original AbntserjaoserjaoserjaoAinda não há avaliações
- N-1192 Pintura de EmbarcacoesDocumento13 páginasN-1192 Pintura de EmbarcacoesdanieljmoraisAinda não há avaliações
- N-2231 Contec: Rev. D 03 / 2013Documento17 páginasN-2231 Contec: Rev. D 03 / 2013Bernardo CaberlonAinda não há avaliações
- Aula Tratamento Térmico TudoDocumento54 páginasAula Tratamento Térmico Tudorafamecc100% (3)
- Lista Asme Pcc-2 TraduzidaDocumento16 páginasLista Asme Pcc-2 TraduzidaCarlos JuniorAinda não há avaliações
- N-2004 Inspeção de Pintura Insdustrial - QualificaçãoDocumento16 páginasN-2004 Inspeção de Pintura Insdustrial - QualificaçãoMárcio FerreiraAinda não há avaliações
- Projetista de Tubulações - PetrobrasDocumento46 páginasProjetista de Tubulações - PetrobrasLuis BarboAinda não há avaliações
- Falhas Pintura Muito BomDocumento57 páginasFalhas Pintura Muito BomPatrik AlmeidaAinda não há avaliações
- Aula 01 e 02 - TubulaçõesDocumento28 páginasAula 01 e 02 - TubulaçõesJoão Vitor Santos SilvaAinda não há avaliações
- Apostila Pintura IndustrialDocumento44 páginasApostila Pintura IndustrialWanderley Matos.Ainda não há avaliações
- IT 5030-Registro de Inspeção Exame Visual - Rev 09 - 06 - 21Documento30 páginasIT 5030-Registro de Inspeção Exame Visual - Rev 09 - 06 - 21hugo.souzaAinda não há avaliações
- Pintura IndustrialDocumento9 páginasPintura IndustrialSamuelAinda não há avaliações
- Relatorio Corrosao Dos MetaisDocumento12 páginasRelatorio Corrosao Dos MetaisGustavoCampos92Ainda não há avaliações
- Inspeção em Dutos PDFDocumento23 páginasInspeção em Dutos PDFRodrigo CarvalhoAinda não há avaliações
- Prova 02 - PINTURA INDUSTRIALDocumento2 páginasProva 02 - PINTURA INDUSTRIALAnny CordeiroAinda não há avaliações
- Simulado de Provas Sequi PetrobrasDocumento104 páginasSimulado de Provas Sequi Petrobrasborges888Ainda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- A Confiabilidade Prática Na Administração Da EngenhariaNo EverandA Confiabilidade Prática Na Administração Da EngenhariaAinda não há avaliações
- RDO001 - 07fev2020 PDFDocumento1 páginaRDO001 - 07fev2020 PDFedsonshmAinda não há avaliações
- VARIAÇÕESDocumento2 páginasVARIAÇÕESedsonshmAinda não há avaliações
- TDS 2400 Penguard Express Por BRDocumento5 páginasTDS 2400 Penguard Express Por BRGraciele SantosAinda não há avaliações
- Guia Investidor IRDocumento17 páginasGuia Investidor IRedsonshmAinda não há avaliações
- Boneca Milla OvelhinhaDocumento26 páginasBoneca Milla OvelhinhaedsonshmAinda não há avaliações
- Quanto Vai RenderDocumento6 páginasQuanto Vai RenderedsonshmAinda não há avaliações
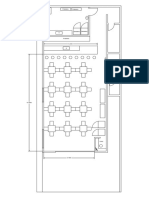
- Layout Edinho - PlantaDocumento1 páginaLayout Edinho - PlantaedsonshmAinda não há avaliações
- 187.7000RTS - Sumatane 355Documento11 páginas187.7000RTS - Sumatane 355edsonshm100% (2)
- Jogo StopDocumento5 páginasJogo StopedsonshmAinda não há avaliações
- Catalogo NewAço VirtualDocumento28 páginasCatalogo NewAço VirtualedsonshmAinda não há avaliações
- Comprovante de Inscrição e de Situação Cadastral 1Documento1 páginaComprovante de Inscrição e de Situação Cadastral 1GustavoLima079Ainda não há avaliações
- Itaquareia Apresentação GrupoDocumento2 páginasItaquareia Apresentação GrupoedsonshmAinda não há avaliações
- It 42 2011 PDFDocumento14 páginasIt 42 2011 PDFedsonshmAinda não há avaliações
- Propagação in VitroDocumento20 páginasPropagação in VitroedsonshmAinda não há avaliações
- Blocos Sobre EstacasDocumento82 páginasBlocos Sobre EstacasJuremor100% (1)
- Tutorialftool-New 2017 PDFDocumento6 páginasTutorialftool-New 2017 PDFedsonshmAinda não há avaliações
- 93810183kj102reuniao de TrabalhoDocumento49 páginas93810183kj102reuniao de Trabalho1ritinhoregiane1Ainda não há avaliações
- Propagação in VitroDocumento20 páginasPropagação in VitroedsonshmAinda não há avaliações
- Estudando - Panificação Básica - Receitas - Pão de Massas SalgadasDocumento6 páginasEstudando - Panificação Básica - Receitas - Pão de Massas SalgadasedsonshmAinda não há avaliações
- Tabela de Vãos e CargasDocumento26 páginasTabela de Vãos e CargasMCMBOSAinda não há avaliações
- Tutorialftool New PDFDocumento6 páginasTutorialftool New PDFedsonshmAinda não há avaliações
- Jogo StopDocumento5 páginasJogo StopedsonshmAinda não há avaliações
- Catalogo NewAço VirtualDocumento28 páginasCatalogo NewAço VirtualedsonshmAinda não há avaliações
- Texto Incertezas Graficos Vs3Documento20 páginasTexto Incertezas Graficos Vs3Wilton OliveiraAinda não há avaliações
- Eng . Econômica IIIDocumento17 páginasEng . Econômica IIIedsonshmAinda não há avaliações
- Blocos de FundaçõesDocumento21 páginasBlocos de FundaçõesEddie ParkerAinda não há avaliações
- Tutorialftool Final1Documento6 páginasTutorialftool Final1André Luis SchulkaAinda não há avaliações
- Modefer 2018Documento46 páginasModefer 2018Norberto FanNetto100% (1)
- Símbolos de Lavagem e Códigos de Manutenção TêxtilDocumento9 páginasSímbolos de Lavagem e Códigos de Manutenção TêxtilLuis MartinsAinda não há avaliações
- Assinando Digitalmente Um XML Usando C# - Profissionais TI - Pra Quem Respira InformaçãoDocumento12 páginasAssinando Digitalmente Um XML Usando C# - Profissionais TI - Pra Quem Respira InformaçãoIvanilson ContabilidadeAinda não há avaliações
- Cartilha RobertoGarciaDocumento26 páginasCartilha RobertoGarciarobert santosAinda não há avaliações
- Cabos ElectricosDocumento4 páginasCabos ElectricosFelicianoAinda não há avaliações
- Catalogo JeeneDocumento32 páginasCatalogo JeeneUser AdmAinda não há avaliações
- Anexo XIe - CPU - ELETRICA - ELETRONICADocumento143 páginasAnexo XIe - CPU - ELETRICA - ELETRONICAAtanasioAinda não há avaliações
- APO2023 - ED9 - Cap18 e 20 - ResolvidoDocumento7 páginasAPO2023 - ED9 - Cap18 e 20 - ResolvidoCesar SampaioAinda não há avaliações
- Semana 3Documento33 páginasSemana 3Eliane CristinaAinda não há avaliações
- PES - Esquadrias - Batente e PortaDocumento6 páginasPES - Esquadrias - Batente e PortaAlexandre CostaAinda não há avaliações
- Efemerides PrecisasDocumento4 páginasEfemerides PrecisasPaulo Lima CamposAinda não há avaliações
- Transporte Público Escolar Questionário Gestor EscolarDocumento4 páginasTransporte Público Escolar Questionário Gestor EscolarAnonymous LM19oKKfnBAinda não há avaliações
- Masco Proteco Q 35 BDocumento2 páginasMasco Proteco Q 35 BjohnAinda não há avaliações
- LE503 - Tecnologia Mecânica - Introdução PDFDocumento23 páginasLE503 - Tecnologia Mecânica - Introdução PDFRodrigo ContieriAinda não há avaliações
- PSLR 0005 Procedimento de Sistema - Ações CorretivasDocumento3 páginasPSLR 0005 Procedimento de Sistema - Ações Corretivassidnei carraschi100% (1)
- HP Quality Center ManualDocumento17 páginasHP Quality Center ManualMichael RitzelAinda não há avaliações
- Mala DiretaDocumento2 páginasMala DiretaArlete LetyAinda não há avaliações
- IndustriaDocumento6 páginasIndustriadifiyo6887Ainda não há avaliações
- AsBEA-Cad Norma R2011Documento40 páginasAsBEA-Cad Norma R2011Julio Conde CidAinda não há avaliações
- Manual Técnico Incubadora SCTI Line 4 V3Documento48 páginasManual Técnico Incubadora SCTI Line 4 V3Clodoaldo BorgesAinda não há avaliações
- Associação de ResistoresDocumento13 páginasAssociação de ResistoresLeonardo MardeganAinda não há avaliações
- A Controladoria Pode Ser Definida Sob Dois EnfoquesDocumento2 páginasA Controladoria Pode Ser Definida Sob Dois EnfoquesTaismara LopesAinda não há avaliações
- Resumo Nao Tecnico - 29022016Documento19 páginasResumo Nao Tecnico - 29022016Luís CastroAinda não há avaliações
- A 22Documento12 páginasA 22csvidigalmouraAinda não há avaliações
- Cbo Mte 2002 Liv3Documento215 páginasCbo Mte 2002 Liv3Antonio SantosAinda não há avaliações
- Eletronica Liberal - Esquemas Búscas AquiDocumento46 páginasEletronica Liberal - Esquemas Búscas AquiMaxeElimar Max Elimar100% (4)