Você também pode gostar
- NBR - 16325-1 - Protecao Contra Quedas de AlturaDocumento44 páginasNBR - 16325-1 - Protecao Contra Quedas de AlturaAnderson86% (7)
- Aps Metrologia Mega PointDocumento8 páginasAps Metrologia Mega PointDeyvid EdsonAinda não há avaliações
- Relatorio Metrologia - PaquímetroDocumento4 páginasRelatorio Metrologia - Paquímetromarcos_lopes71Ainda não há avaliações
- Transmissão PDFDocumento47 páginasTransmissão PDFamenon fernandes100% (1)
- Aula 5 - Metrologia - MicrometroDocumento71 páginasAula 5 - Metrologia - MicrometroellenkarolineAinda não há avaliações
- Apostila de Metrologia 2 ParteDocumento33 páginasApostila de Metrologia 2 Partedanosdcno67% (3)
- Micrômetro Sistema Metrico PDFDocumento48 páginasMicrômetro Sistema Metrico PDFOtavio NetoAinda não há avaliações
- Exercícios Aula 03 Paquímetro e MicrômetroDocumento3 páginasExercícios Aula 03 Paquímetro e Micrômetroe50zaratinAinda não há avaliações
- 15 Relogio Comparador PDFDocumento13 páginas15 Relogio Comparador PDFLuciano BroboskiAinda não há avaliações
- Prova Sobre MecânicaDocumento7 páginasProva Sobre Mecânicamspereira100% (1)
- Apostila Metrologia BásicaDocumento122 páginasApostila Metrologia BásicaAnderson Talles100% (1)
- Mecatronica Facil 01Documento30 páginasMecatronica Facil 01Rafael CarvalhoAinda não há avaliações
- Catalago Conexao Pneumática ElastimDocumento20 páginasCatalago Conexao Pneumática ElastimAlexsander Ferreira da SilvaAinda não há avaliações
- Exercício-Pratica-Micrômetro e Relógio ComparadorDocumento4 páginasExercício-Pratica-Micrômetro e Relógio Comparadorilledrat100% (1)
- PpaDocumento2 páginasPpaNaironDias33% (3)
- Apresentação Caixa de Velocidades Automática (Al4)Documento3 páginasApresentação Caixa de Velocidades Automática (Al4)Carlos roberto soares100% (2)
- Alinhador de Eixos A Laser TKSA 20 Da SKFDocumento2 páginasAlinhador de Eixos A Laser TKSA 20 Da SKFCarlos LaoAinda não há avaliações
- Lista de Exercícios 1Documento3 páginasLista de Exercícios 1Guibson Silva SantosAinda não há avaliações
- Treinamento Basico de Pneumatica - SMC Pneumáticos Do BrasilDocumento56 páginasTreinamento Basico de Pneumatica - SMC Pneumáticos Do BrasilBruna AmorimAinda não há avaliações
- Leitura PaquimetroDocumento29 páginasLeitura PaquimetroGuilherme Ferreira Cruz100% (1)
- Prática 01 - MicrômetroDocumento7 páginasPrática 01 - MicrômetroYasmin Róseo de OliveiraAinda não há avaliações
- CEPRA 13925 OM U5020 Ficha Exrecícios 2 ResolvidaDocumento3 páginasCEPRA 13925 OM U5020 Ficha Exrecícios 2 ResolvidaMariana CanastraAinda não há avaliações
- Ee0421 Bancada de Combustao Interna de 4 TemposDocumento24 páginasEe0421 Bancada de Combustao Interna de 4 TemposAldair BolzanAinda não há avaliações
- APOSTILA DE METROLOGIA Etec MaDocumento155 páginasAPOSTILA DE METROLOGIA Etec MalesterAinda não há avaliações
- Manual - KXC - Gdi - 07 - 2019Documento27 páginasManual - KXC - Gdi - 07 - 2019MauricioSDAinda não há avaliações
- Aula 2 - Tecnicas de Medição e Controle PDFDocumento4 páginasAula 2 - Tecnicas de Medição e Controle PDFcristianocfsAinda não há avaliações
- Relatório Técnico - Relógio ComparadorDocumento18 páginasRelatório Técnico - Relógio ComparadorMorgana Nascimento da SilvaAinda não há avaliações
- Gabarito Lista 01Documento5 páginasGabarito Lista 01VICTOR MBEBE100% (1)
- Goniômetro e Relógio ComparadorDocumento46 páginasGoniômetro e Relógio Comparadorwalterbct100% (1)
- Prova Discursiva de Ferramentas Matemáticas Aplicadas Nota 5,6 UninterDocumento3 páginasProva Discursiva de Ferramentas Matemáticas Aplicadas Nota 5,6 UninterRenan Gil100% (1)
- Raven News-Ed 43-v9b PDFDocumento15 páginasRaven News-Ed 43-v9b PDFFrederico CoráAinda não há avaliações
- Apostila de Informatica Basica - Nucia DamacenoDocumento67 páginasApostila de Informatica Basica - Nucia DamacenoDinael MilaniAinda não há avaliações
- METROLOGIA Parte I Prof. AlbertazziDocumento129 páginasMETROLOGIA Parte I Prof. AlbertazziÍtalo RenanAinda não há avaliações
- Apostila Circuitos Eletrônicos - LUIZ FERRAZ NETODocumento74 páginasApostila Circuitos Eletrônicos - LUIZ FERRAZ NETOlah.fisicaAinda não há avaliações
- Relógio Comparador PDFDocumento16 páginasRelógio Comparador PDFMárcia Elisabete Dos SantosAinda não há avaliações
- Apostila Completa Sobre Desenho Técnico - TELECURSO 2000 - Parte 2Documento114 páginasApostila Completa Sobre Desenho Técnico - TELECURSO 2000 - Parte 2api-3759843100% (4)
- Paquímetro Sistema MétricoDocumento7 páginasPaquímetro Sistema MétricoRenan RibeiroAinda não há avaliações
- (PHI) Relatorio 1 Sensor de EstacionamentoDocumento13 páginas(PHI) Relatorio 1 Sensor de EstacionamentoOscar MoraesAinda não há avaliações
- Lista de Exercicios - Elemento de FixaçãoDocumento4 páginasLista de Exercicios - Elemento de FixaçãoRobertodeOLiveiraAinda não há avaliações
- Aula Sobre PaquímetroDocumento47 páginasAula Sobre PaquímetroIago AraujoAinda não há avaliações
- 2018 03 07 Telma Retarder Ad72 00 Manutenção Mecanica MB Of1724lDocumento29 páginas2018 03 07 Telma Retarder Ad72 00 Manutenção Mecanica MB Of1724lOlimpiada EletricaAinda não há avaliações
- Sistemas de Transmissoes AutomotivasDocumento85 páginasSistemas de Transmissoes AutomotivasmarceloAinda não há avaliações
- Introdução Aos Sistemas Eletropneumáticos1 PDFDocumento5 páginasIntrodução Aos Sistemas Eletropneumáticos1 PDFAlfredo Mavungo100% (1)
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Monetização De Veículos Elétricos: Gestão Pelo Lado Da Demanda E EletromobilidadeNo EverandMonetização De Veículos Elétricos: Gestão Pelo Lado Da Demanda E EletromobilidadeAinda não há avaliações
- Projetos Com Esp32 Programado Em Arduino - Parte ViiiNo EverandProjetos Com Esp32 Programado Em Arduino - Parte ViiiAinda não há avaliações
- Desenvolvendo Projetos De Monitoramento No Thinger.io Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandDesenvolvendo Projetos De Monitoramento No Thinger.io Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- Apostila AGCO Edição 2Documento133 páginasApostila AGCO Edição 2Vitor Joel ChavesAinda não há avaliações
- Trabalho de Metrologia EDMDocumento34 páginasTrabalho de Metrologia EDMThiago Alves da SilvaAinda não há avaliações
- Relatorio EBD São Marcos 1tri 2023 PDFDocumento1 páginaRelatorio EBD São Marcos 1tri 2023 PDFjefersonpimentelAinda não há avaliações
- Quando Deus Se Revela Ao HomemDocumento7 páginasQuando Deus Se Revela Ao HomemjefersonpimentelAinda não há avaliações
- CamScanner 07-05-2023 15.09Documento1 páginaCamScanner 07-05-2023 15.09jefersonpimentelAinda não há avaliações
- Relatorio 013172878130Documento6 páginasRelatorio 013172878130jefersonpimentelAinda não há avaliações
- Lição 06 - Pais Zelosos e Filhos RebeldesDocumento2 páginasLição 06 - Pais Zelosos e Filhos RebeldesCharles EduardoAinda não há avaliações
- Lição 07 - Relacionamento Entre Nora e SograDocumento2 páginasLição 07 - Relacionamento Entre Nora e SograCharles EduardoAinda não há avaliações
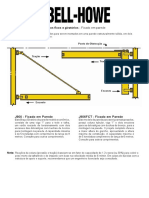
- Braço Giratório CM PDFDocumento15 páginasBraço Giratório CM PDFjefersonpimentel100% (2)
- Lição 08 - A Importância Da Paternidade Na Vida Dos FilhosDocumento2 páginasLição 08 - A Importância Da Paternidade Na Vida Dos FilhosJose MenezesAinda não há avaliações
- Lição 7 - O Relacionamento Entre Nora e Sogra - 230513 - 005045Documento2 páginasLição 7 - O Relacionamento Entre Nora e Sogra - 230513 - 005045jefersonpimentelAinda não há avaliações
- PlantarDocumento110 páginasPlantarjefersonpimentelAinda não há avaliações
- Artigo MonoviasDocumento6 páginasArtigo MonoviasAdailson Morais100% (1)
- Lio3 Anecessidadeespiritualdosjudeus 160102203250Documento31 páginasLio3 Anecessidadeespiritualdosjudeus 160102203250jefersonpimentelAinda não há avaliações
- EBDDocumento1 páginaEBDjefersonpimentelAinda não há avaliações
- Lição 10 - CARÁTER - A MELHOR HERANÇADocumento24 páginasLição 10 - CARÁTER - A MELHOR HERANÇAjefersonpimentelAinda não há avaliações
- Tabelas de Vigas - Deslocamentos e Momentos de Engastamento Perfeito USPDocumento10 páginasTabelas de Vigas - Deslocamentos e Momentos de Engastamento Perfeito USPDiogo SalvatiAinda não há avaliações
- Diário de Bordo PDFDocumento1 páginaDiário de Bordo PDFjefersonpimentelAinda não há avaliações
- Projeto Estrutural para Uma Máquina de ElevaçãoDocumento77 páginasProjeto Estrutural para Uma Máquina de Elevaçãofnahas_bhAinda não há avaliações
- Pesquisa EBDDocumento2 páginasPesquisa EBDjefersonpimentelAinda não há avaliações
- InstrucaoDocumento1 páginaInstrucaojefersonpimentelAinda não há avaliações
- Lição 01 - o Que É FamíliaDocumento14 páginasLição 01 - o Que É Famíliajefersonpimentel100% (1)
- Lio6 Bnaosdajustificao 160113030132Documento32 páginasLio6 Bnaosdajustificao 160113030132jefersonpimentelAinda não há avaliações
- Lio3 Anecessidadeespiritualdosjudeus 160102203250Documento31 páginasLio3 Anecessidadeespiritualdosjudeus 160102203250jefersonpimentelAinda não há avaliações
- Manual RugosimetroDocumento406 páginasManual Rugosimetrojefersonpimentel100% (1)
- Pesquisa EBDDocumento1 páginaPesquisa EBDjefersonpimentelAinda não há avaliações
- Lição 08Documento1 páginaLição 08jefersonpimentelAinda não há avaliações
- Lio1 Conhecendoaepstolaaosromanos 151228002032Documento31 páginasLio1 Conhecendoaepstolaaosromanos 151228002032jefersonpimentelAinda não há avaliações
- Chavetas ParalelasDocumento3 páginasChavetas Paralelasdiona207Ainda não há avaliações
- Lição 08Documento1 páginaLição 08jefersonpimentelAinda não há avaliações
- Diário de BordoDocumento1 páginaDiário de BordojefersonpimentelAinda não há avaliações