Você também pode gostar
- Programa Parametrica PDFDocumento3 páginasPrograma Parametrica PDFRonaldo Ouverney de JesusAinda não há avaliações
- Paramentrização HeidenhainDocumento9 páginasParamentrização HeidenhainAdilson MolletaAinda não há avaliações
- Programacao - Parametrica HeidnhainDocumento4 páginasProgramacao - Parametrica HeidnhainpsilvamarAinda não há avaliações
- Parâmetros Q - Heidenhain DIN - ISODocumento30 páginasParâmetros Q - Heidenhain DIN - ISOLuís SilvaAinda não há avaliações
- Torno CNC Treinamento Docentes Torno CNCDocumento51 páginasTorno CNC Treinamento Docentes Torno CNCWellington JerônimoAinda não há avaliações
- Manual de Uso Do Programa Topo2 HP 50gDocumento29 páginasManual de Uso Do Programa Topo2 HP 50gkikoliver100% (1)
- APOSTILA HEIDEINHAIN CNC AtualizadaaDocumento30 páginasAPOSTILA HEIDEINHAIN CNC AtualizadaaRafael.juvencio93yahoo.com.br JuvencioAinda não há avaliações
- Apostila de Parametrização HEIDEINHAINDocumento30 páginasApostila de Parametrização HEIDEINHAINwanderlei santosAinda não há avaliações
- Manual de Uso Do Programa HP 50GDocumento29 páginasManual de Uso Do Programa HP 50GCarlos Moreno100% (1)
- O Que É Este GuiaDocumento12 páginasO Que É Este GuiaPedro CostaAinda não há avaliações
- Torno CNC Comando FANUC Doosan MeggatechDocumento74 páginasTorno CNC Comando FANUC Doosan Meggatechdiogolw100% (3)
- Programação Parametrizado-Comando HEIDENHAINDocumento29 páginasProgramação Parametrizado-Comando HEIDENHAINCharles Cesar100% (2)
- Apostila DidatechDocumento44 páginasApostila DidatechJayro Neto100% (3)
- Guia Prático de Programação CNC Masc 9Documento87 páginasGuia Prático de Programação CNC Masc 9zanon02Ainda não há avaliações
- Manual de Centro 02-01-014Documento79 páginasManual de Centro 02-01-014atilapaixao0% (1)
- Cnc-Programação Comando FanucDocumento38 páginasCnc-Programação Comando FanucRenan Ribeiro73% (15)
- Projeto Com Linguagem AssemblyDocumento13 páginasProjeto Com Linguagem AssemblyLucas SamofalovAinda não há avaliações
- A Técnica de Parametrização de Programas CNC É Uma Das Técnicas deDocumento2 páginasA Técnica de Parametrização de Programas CNC É Uma Das Técnicas de0001silva100% (2)
- Prof Praticas de Matematica Financeira CDocumento29 páginasProf Praticas de Matematica Financeira Clinda ferreiraAinda não há avaliações
- Aula10 o Comando For e Do WhileDocumento9 páginasAula10 o Comando For e Do WhileGino CAinda não há avaliações
- Manual de Programação FANUC 0i-TDDocumento84 páginasManual de Programação FANUC 0i-TDPaulo LacerdaAinda não há avaliações
- Manual de Uso Do Programa Topo2 HP 50gDocumento31 páginasManual de Uso Do Programa Topo2 HP 50gGuillermo Perez NaderAinda não há avaliações
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Apresentacao HP 12CDocumento24 páginasApresentacao HP 12CkkmizutaAinda não há avaliações
- Treinamento e Programa - o TNG FANUC 0i-Mate TCDocumento17 páginasTreinamento e Programa - o TNG FANUC 0i-Mate TCfedox100% (7)
- Manual de Programação FANUC 0i-TDDocumento82 páginasManual de Programação FANUC 0i-TDVal XPSAinda não há avaliações
- Curso FanucDocumento7 páginasCurso Fanucduartemr150% (2)
- Apostila CNCDocumento60 páginasApostila CNCFelipe NascimentoAinda não há avaliações
- Manual Fanuc Series Oi TornoDocumento50 páginasManual Fanuc Series Oi Tornodeisonlrf94% (17)
- WinNC Fanuc 21M Apostila de TreinamentoDocumento19 páginasWinNC Fanuc 21M Apostila de TreinamentoBruno JuniorAinda não há avaliações
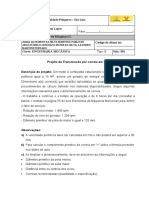
- Projeto de Transmissão Por Correia-1Documento4 páginasProjeto de Transmissão Por Correia-1Fernando Jadão100% (1)
- Aplicao de Derivadas - OTIMIZAO - Questes ResolvidasDocumento36 páginasAplicao de Derivadas - OTIMIZAO - Questes ResolvidasManuela SouzaAinda não há avaliações
- Manual de Centro FanucDocumento134 páginasManual de Centro Fanucalexandre100% (1)
- Manual de Programação e Operação Siemens 802D SL Serie SKT KitDocumento32 páginasManual de Programação e Operação Siemens 802D SL Serie SKT KitLuiz Vicente Neto100% (1)
- Catalogo 611 2017119142720Documento87 páginasCatalogo 611 2017119142720bmalbertAinda não há avaliações
- Epson FX-2170, LQ-2170 (Em Portugues) Service ManualDocumento18 páginasEpson FX-2170, LQ-2170 (Em Portugues) Service ManualKinder BlackAinda não há avaliações
- Epson LQ-570+, LQ-1070+ (Em Portugues) Service ManualDocumento22 páginasEpson LQ-570+, LQ-1070+ (Em Portugues) Service ManualKinder Black100% (3)
- Siemens - S7-Bas-07Documento24 páginasSiemens - S7-Bas-07chnandu0% (1)
- Fresadora ISODocumento22 páginasFresadora ISOAmérico Costa100% (1)
- 3 - Linguagem CDocumento91 páginas3 - Linguagem CAmanda M. Freitas VidigalAinda não há avaliações
- Docsity-Manual-Centro-Fagor-Cnc PTBRDocumento80 páginasDocsity-Manual-Centro-Fagor-Cnc PTBRBernardo BatistaAinda não há avaliações
- Apostila Do Curso de Fresamento Fanuc 21MDocumento19 páginasApostila Do Curso de Fresamento Fanuc 21MM. Aguiar100% (1)
- Operações Regra SAP HRDocumento6 páginasOperações Regra SAP HRseexisteeuvendoAinda não há avaliações
- Comsndo Heidenhain 410,426,430.Documento390 páginasComsndo Heidenhain 410,426,430.Robinho Ribeiro100% (1)
- 410-M Manual - PortuguêsDocumento319 páginas410-M Manual - PortuguêsLuis Lima100% (1)
- Guia Rapido Casio FC-100Documento2 páginasGuia Rapido Casio FC-100Carlos BraiaAinda não há avaliações
- Manual de Torno 01 - 08 - 2013Documento85 páginasManual de Torno 01 - 08 - 2013Jair Aguiar100% (1)
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Odômetro Com PicNo EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Odômetro Com PicAinda não há avaliações
- Medindo O Valor De Pico Da Medição De Glp Programado No ArduinoNo EverandMedindo O Valor De Pico Da Medição De Glp Programado No ArduinoAinda não há avaliações
- Artigo Tratamento de ÁguaDocumento7 páginasArtigo Tratamento de ÁguaGiulia GrandoAinda não há avaliações
- U1 Aula8 Escalas CartograficasDocumento10 páginasU1 Aula8 Escalas CartograficasIgor Amaral PessoaAinda não há avaliações
- Qualidade de Vida em Tempos de PandemiaDocumento10 páginasQualidade de Vida em Tempos de PandemiaPaulo ZulluAinda não há avaliações
- 1 P.D - 2014 (Mat. 9º Ano) - Blog Do Prof. WarlesDocumento2 páginas1 P.D - 2014 (Mat. 9º Ano) - Blog Do Prof. WarlesNara Roberta AndradeAinda não há avaliações
- Descritivo Com Fazer Cerveja Com Kit Extrato e GraosDocumento8 páginasDescritivo Com Fazer Cerveja Com Kit Extrato e GraosKati RodriguesAinda não há avaliações
- Cap4 - Agitação e Mistura - 15 - 1 PDFDocumento53 páginasCap4 - Agitação e Mistura - 15 - 1 PDFarilson100% (1)
- Aula 7 - Rochas MetamórficasDocumento60 páginasAula 7 - Rochas MetamórficasJadson FreireAinda não há avaliações
- AminaDocumento3 páginasAminaMicas MachavaAinda não há avaliações
- Simulado ENEMDocumento6 páginasSimulado ENEMLuan OliveiraAinda não há avaliações
- Glossário de EmpreendedorismoDocumento3 páginasGlossário de EmpreendedorismoHenrique MonjambaAinda não há avaliações
- Apostila Detetive Particular 001Documento76 páginasApostila Detetive Particular 001Jhonny Wesker50% (2)
- ABNT NBR 6024 2012 - Informação e Documentação - Numeração Progressiva Das Seções de Um Documento - Apresentação PDFDocumento8 páginasABNT NBR 6024 2012 - Informação e Documentação - Numeração Progressiva Das Seções de Um Documento - Apresentação PDFAlexandre Rossignoli ZanettiAinda não há avaliações
- Diario 4163 Cad 4Documento339 páginasDiario 4163 Cad 4mecatronico123Ainda não há avaliações
- 824 Edital 01-2024 Convocacao Heteroidentificacao 659877b7d4606Documento17 páginas824 Edital 01-2024 Convocacao Heteroidentificacao 659877b7d4606henrique.p.decressenzoAinda não há avaliações
- 2018 12 31-Excelsior-Alimentos-S A Pdf-Y0rDocumento32 páginas2018 12 31-Excelsior-Alimentos-S A Pdf-Y0rJessica SantosAinda não há avaliações
- Metodologia Do Trabalho CientíficoDocumento4 páginasMetodologia Do Trabalho CientíficoLucas CostaAinda não há avaliações
- Transtorno de Déficit de Atenção Com Hiperatividade: Medicalização, Classificação e Controle Dos DesviosDocumento90 páginasTranstorno de Déficit de Atenção Com Hiperatividade: Medicalização, Classificação e Controle Dos DesviosSara AlbuquerqueAinda não há avaliações
- Teofilo Angelo Dias de SousaDocumento132 páginasTeofilo Angelo Dias de SousaTomas CostaAinda não há avaliações
- Atividade 6o Ano 2Documento7 páginasAtividade 6o Ano 2Mariana Milbradt CorreaAinda não há avaliações
- Tipos de ConhecimentoDocumento20 páginasTipos de ConhecimentoAmasRoberthAntónioAinda não há avaliações
- Atualização Do Software Da Unidade ECA TID - 0002442 - 16Documento15 páginasAtualização Do Software Da Unidade ECA TID - 0002442 - 16José Edison De Souza FeitozaAinda não há avaliações
- Aula I Redação Esa - ParticularDocumento4 páginasAula I Redação Esa - ParticularAndreza RosaAinda não há avaliações
- j684 Unitrol 6000 Medium PTDocumento2 páginasj684 Unitrol 6000 Medium PTJulio ReisAinda não há avaliações
- ExmyDocumento615 páginasExmymanuAinda não há avaliações
- Ai FGV CronogramaDocumento16 páginasAi FGV Cronogramafabar200075% (8)
- Fontes de Ignicao PDFDocumento38 páginasFontes de Ignicao PDFJoào AlvesAinda não há avaliações
- J F Almeida Prado - o Brasil e o Colonialismo EuropeuDocumento484 páginasJ F Almeida Prado - o Brasil e o Colonialismo EuropeuJogador NbaAinda não há avaliações
- Florais RP CompletoDocumento24 páginasFlorais RP CompletoCleo SilvaAinda não há avaliações
- Lista 3Documento4 páginasLista 3ghdfgAinda não há avaliações
- Hermeneutica Resenha01 LumareisDocumento5 páginasHermeneutica Resenha01 LumareisLuma ReisAinda não há avaliações