Você também pode gostar
- ESAB - Cartaz - Solda Mig MagDocumento1 páginaESAB - Cartaz - Solda Mig MagAdilson OliveiraAinda não há avaliações
- Lista 01 - SoldagemDocumento4 páginasLista 01 - SoldagemEnzo Gomes KohlertAinda não há avaliações
- ÍndiceDocumento11 páginasÍndiceQuelton NgulubeAinda não há avaliações
- Ensaio de TraçãoDocumento10 páginasEnsaio de TraçãoSamuel ArantesAinda não há avaliações
- Relatorio de Soldagem MIG MAGDocumento18 páginasRelatorio de Soldagem MIG MAGLucas SilveiraAinda não há avaliações
- Relatório Resmat 2021Documento14 páginasRelatório Resmat 2021Lucas CostaAinda não há avaliações
- Massa MolaDocumento30 páginasMassa MolaRafael HolandaAinda não há avaliações
- Soldagem ResumoDocumento14 páginasSoldagem ResumoRenato PessiniAinda não há avaliações
- Relatório Sobre TraçãoDocumento5 páginasRelatório Sobre TraçãoChristian leite diasAinda não há avaliações
- Testes de SoldabilidadeDocumento12 páginasTestes de SoldabilidadeNayara NeresAinda não há avaliações
- O Ensaio de Dobramento É IssoDocumento10 páginasO Ensaio de Dobramento É IssoÍcaro Luiz CostaAinda não há avaliações
- 4° Relatório de Tratamentos Térmicos PDFDocumento5 páginas4° Relatório de Tratamentos Térmicos PDFDouglas LimaAinda não há avaliações
- 14 - Ensaio Nao Destrutivo - Partícula MagnéticaDocumento11 páginas14 - Ensaio Nao Destrutivo - Partícula MagnéticaBhertrand GomesAinda não há avaliações
- Processos Não Tradicionais de UsinagemDocumento36 páginasProcessos Não Tradicionais de UsinagemMarcioAinda não há avaliações
- Determinação Da Constante Elástica para o Oscilador Massa Mola Na HorizontalDocumento3 páginasDeterminação Da Constante Elástica para o Oscilador Massa Mola Na HorizontalWanessa RibeiroAinda não há avaliações
- Tese - ExtrusãoDocumento130 páginasTese - ExtrusãoLuan CaetanoAinda não há avaliações
- Lista Exercícios ReologiaDocumento1 páginaLista Exercícios ReologiaCayqueCasaleAinda não há avaliações
- Apresentação Arco SubmersoDocumento28 páginasApresentação Arco SubmersomsilviacamaraoAinda não há avaliações
- Relatorio PMM Ensaio JominyDocumento7 páginasRelatorio PMM Ensaio JominyJuan MartinezAinda não há avaliações
- Como Fazer Um Carrinho ElétricoDocumento20 páginasComo Fazer Um Carrinho ElétricoPatty Francischeti0% (1)
- Processos de Soldagem - Resumo 2 Prova (Continuação)Documento25 páginasProcessos de Soldagem - Resumo 2 Prova (Continuação)tinoco93100% (1)
- Lista 3 - Propriedades MecânicasDocumento2 páginasLista 3 - Propriedades MecânicasCamilinha Brey GilAinda não há avaliações
- Soldagem TIGDocumento4 páginasSoldagem TIGDaniel Oliveira da SilvaAinda não há avaliações
- Aula 3 - Velocidade Polarização PassivaçãoDocumento39 páginasAula 3 - Velocidade Polarização PassivaçãoYgor Miochy100% (1)
- Lista de Exercício - End - Introdução e VisualDocumento2 páginasLista de Exercício - End - Introdução e VisualMarcusAinda não há avaliações
- Aula 11 - Ensaio de FluênciaDocumento31 páginasAula 11 - Ensaio de Fluênciapaulo1americoAinda não há avaliações
- Descontinuidade No Processo de FabricaçãoDocumento13 páginasDescontinuidade No Processo de FabricaçãoAnonymous EdOLMa3DZAinda não há avaliações
- Manufatura Mecânica SoldagemDocumento22 páginasManufatura Mecânica SoldagemRonaldo MarcolinoAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Exercicios Propostos FenomenosDocumento4 páginasExercicios Propostos FenomenosVanessa HernándezAinda não há avaliações
- Relatório 1 - Materiais e Suas PropriedadesDocumento12 páginasRelatório 1 - Materiais e Suas Propriedadesvath1994Ainda não há avaliações
- Relatorio PCMDocumento9 páginasRelatorio PCMlucasnagibAinda não há avaliações
- AlumitermiaDocumento14 páginasAlumitermiagarbazzaAinda não há avaliações
- Ensaio de Tração PDFDocumento4 páginasEnsaio de Tração PDFheitor29Ainda não há avaliações
- Motor Elétrico, Como Dimensionar - Mundo Da ElétricaDocumento6 páginasMotor Elétrico, Como Dimensionar - Mundo Da ElétricaAnderson PaulinoAinda não há avaliações
- 6876 - Soldagem SAW PDFDocumento25 páginas6876 - Soldagem SAW PDFErnestoChavesAinda não há avaliações
- Relatório 4 - Campo MagnéticoDocumento7 páginasRelatório 4 - Campo MagnéticoandresaAinda não há avaliações
- Materiais de Contrução MecanicaDocumento19 páginasMateriais de Contrução MecanicaMaykon Turatti100% (1)
- Fratura Frágil e Fratura DúctilDocumento7 páginasFratura Frágil e Fratura Dúctilleander1989Ainda não há avaliações
- Aula 03 - Ensaio de Tração II - Curva Tensão DeformaçãoDocumento24 páginasAula 03 - Ensaio de Tração II - Curva Tensão Deformaçãopaulo1americo100% (1)
- Relatório Tratamento Térmico Pronto - REVISADO LORENADocumento26 páginasRelatório Tratamento Térmico Pronto - REVISADO LORENALorena MeloAinda não há avaliações
- Aula 07 - Ensaios de Dobramento e FlexãoDocumento38 páginasAula 07 - Ensaios de Dobramento e Flexãopaulo1americoAinda não há avaliações
- Resumo SoldagemDocumento14 páginasResumo SoldagemYuri SchwanAinda não há avaliações
- Soldagem A PlasmaDocumento29 páginasSoldagem A PlasmaPaulinoAinda não há avaliações
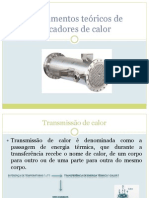
- Fundamentos Teóricos de Trocadores de CalorDocumento49 páginasFundamentos Teóricos de Trocadores de CalorFlávia FernandesAinda não há avaliações
- PowerPoint PresentationDocumento249 páginasPowerPoint PresentationIsmael PereiraAinda não há avaliações
- Transdutores PiezoelétricosDocumento18 páginasTransdutores PiezoelétricosDanilo JúniorAinda não há avaliações
- Lista 2 - Gustavo Chaves PeixotoDocumento7 páginasLista 2 - Gustavo Chaves PeixotoGustavo PeixotoAinda não há avaliações
- Exercícios 2 - Resolvidos Por Aluno (André C.N.)Documento6 páginasExercícios 2 - Resolvidos Por Aluno (André C.N.)Isabela Dias100% (3)
- Certificado Da Vareta TIGDocumento1 páginaCertificado Da Vareta TIGalexsandro_dias_1Ainda não há avaliações
- Simulação Computacional Do Decantador Da Estação de Tratamento de Água de MaringáDocumento45 páginasSimulação Computacional Do Decantador Da Estação de Tratamento de Água de MaringávanderbolaAinda não há avaliações
- Conformação PDFDocumento93 páginasConformação PDFRonaldo FerreiraAinda não há avaliações
- Principais Propriedades MecânicasDocumento26 páginasPrincipais Propriedades MecânicasLucas LobãoAinda não há avaliações
- Aps ResmatDocumento8 páginasAps ResmatLaura Souza PereiraAinda não há avaliações
- Aula 1 Classificacao Aos MateriaisDocumento35 páginasAula 1 Classificacao Aos MateriaisSolange FerrariAinda não há avaliações
- 3 - Relatorio de Ensaio de Tração - Ensaios MecanicosDocumento27 páginas3 - Relatorio de Ensaio de Tração - Ensaios MecanicosNicollas Alves100% (1)
- Teoria Corrosao AbracoDocumento13 páginasTeoria Corrosao AbracoNatalia NattystoreAinda não há avaliações
- Aula 4 - Estado de SuperfícieDocumento31 páginasAula 4 - Estado de SuperfícieRodrigo SantosAinda não há avaliações
- Est Ii - Ue 1.0Documento18 páginasEst Ii - Ue 1.0Érick Bastos EmerichAinda não há avaliações
- TT UfscarDocumento3 páginasTT UfscarAlineAinda não há avaliações
- Flex SimDocumento24 páginasFlex SimAlineAinda não há avaliações
- SUFRAMA 2013 EditadaDocumento3 páginasSUFRAMA 2013 EditadaAlineAinda não há avaliações
- Simulacao de Projeto Com Utilizacao Do S PDFDocumento86 páginasSimulacao de Projeto Com Utilizacao Do S PDFAlineAinda não há avaliações
- Cep SaneagoDocumento20 páginasCep SaneagoAlineAinda não há avaliações
- Fábrica de Pipoca DoceDocumento22 páginasFábrica de Pipoca DoceAline100% (1)
- Trabalho Do Curso QuituteriaDocumento41 páginasTrabalho Do Curso QuituteriaAlineAinda não há avaliações
- 1529 6141 1 PBDocumento24 páginas1529 6141 1 PBAlineAinda não há avaliações
- ResumoDocumento9 páginasResumoAlineAinda não há avaliações
- 1529 6141 1 PBDocumento24 páginas1529 6141 1 PBAlineAinda não há avaliações
- Antropologia Forense (SENASP)Documento18 páginasAntropologia Forense (SENASP)AlineAinda não há avaliações
- As Transmissões Sementes Estelares - Ken CareyDocumento80 páginasAs Transmissões Sementes Estelares - Ken CareyginamacielAinda não há avaliações
- Ime-Ita Apostila Fisica Vol 1 PDFDocumento122 páginasIme-Ita Apostila Fisica Vol 1 PDFCarlos VaneAinda não há avaliações
- Indicacao Tecnica para O Rings PTDocumento5 páginasIndicacao Tecnica para O Rings PTZehAinda não há avaliações
- Fisica Livro2 Parte1 Capitulo1Documento16 páginasFisica Livro2 Parte1 Capitulo1pedrohps10Ainda não há avaliações
- ED Dispersão CorreçãoDocumento1 páginaED Dispersão CorreçãoClayton LuizAinda não há avaliações
- Metrologia SENAI Apostila - CMDocumento32 páginasMetrologia SENAI Apostila - CMAntonio Melgaço da SilvaAinda não há avaliações
- SZ Portugues PDFDocumento9 páginasSZ Portugues PDFraquel_tamaioAinda não há avaliações
- Aula06 (1) ModellusDocumento11 páginasAula06 (1) Modellus*83*22*Ainda não há avaliações
- Estruturas de Concreto Armado - FuscoDocumento477 páginasEstruturas de Concreto Armado - FuscoVALMIK100% (2)
- Aula TSB Impressao LuanneDocumento202 páginasAula TSB Impressao LuanneedirozemberghAinda não há avaliações
- Wa0002Documento19 páginasWa0002Maria Eduarda Mendes GarciaAinda não há avaliações
- 5ºano Atividades de MatematicaDocumento8 páginas5ºano Atividades de MatematicaPatricia SouzaAinda não há avaliações
- Ica 53-1 NotamDocumento56 páginasIca 53-1 NotamJoão AguiarAinda não há avaliações
- Impressao6 PDFDocumento24 páginasImpressao6 PDFOrtega CristianoAinda não há avaliações
- Fundações Diretas Ruptura Interna e ExternaDocumento19 páginasFundações Diretas Ruptura Interna e Externabrasil premiosAinda não há avaliações
- Notas Aula RE 2019Documento90 páginasNotas Aula RE 2019Kevellyn SpirandeliAinda não há avaliações
- Ergonomia - Higiene Postural PDFDocumento61 páginasErgonomia - Higiene Postural PDFGato GatosAinda não há avaliações
- Matemática - Apostila Álgebra - Teoria Dos ConjuntosDocumento4 páginasMatemática - Apostila Álgebra - Teoria Dos ConjuntosMatemática Mathclassy100% (4)
- Nps Fone 01 06 XXXDocumento2 páginasNps Fone 01 06 XXXprimosergioAinda não há avaliações
- Laser - Fundamentos e Indicações em DermatologiaDocumento23 páginasLaser - Fundamentos e Indicações em DermatologiaPaulo CassimiroAinda não há avaliações
- NBR 5422Documento58 páginasNBR 5422IURIAinda não há avaliações
- III Relatório de Química - Pratica MetaisDocumento15 páginasIII Relatório de Química - Pratica Metaisjubol100% (1)
- Patologias FundaçõesDocumento17 páginasPatologias FundaçõesPaulo Felipe BarravieiraAinda não há avaliações
- Análise Sensorial Na Indústria de Alimentos PDFDocumento10 páginasAnálise Sensorial Na Indústria de Alimentos PDFJullie BitencourtAinda não há avaliações
- Lista 3 OP 1 JhessycaDocumento6 páginasLista 3 OP 1 JhessycaJHESSYCA DANTAS MANARYAinda não há avaliações
- Risus PTDocumento10 páginasRisus PTGeorge Dos SantosAinda não há avaliações
- Kabbalah - Introdução A Cabala Mística PDFDocumento17 páginasKabbalah - Introdução A Cabala Mística PDFCristinaAlvesAinda não há avaliações
- Medição de CaudalDocumento370 páginasMedição de CaudalCarla100% (7)
- Pmea PDFDocumento12 páginasPmea PDFAnonymous nPK85ZFzAinda não há avaliações
- 2013.2 - Plano de Aulas de Fotografia de Moda - FotografiaDocumento2 páginas2013.2 - Plano de Aulas de Fotografia de Moda - FotografiaIsabella ValleAinda não há avaliações