Você também pode gostar
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- Vdocuments - MX - NBR 12790 Cilindro de Aco Especificado SemDocumento9 páginasVdocuments - MX - NBR 12790 Cilindro de Aco Especificado SemTic TicandoAinda não há avaliações
- NBR 12791 - Cilindros de Aco para Armazenamento e Transporte de GasesDocumento6 páginasNBR 12791 - Cilindros de Aco para Armazenamento e Transporte de GasesJean VascoAinda não há avaliações
- Abnt NBR 10071 1994 Superada em 2015 PDFDocumento7 páginasAbnt NBR 10071 1994 Superada em 2015 PDFRafael Lima100% (1)
- Projeto Instalacoes IndustriaisABNT NBR 15358Documento23 páginasProjeto Instalacoes IndustriaisABNT NBR 15358kirlaniano@gmail.com78% (9)
- NBR 12236 - 1994 - Criterios de Projeto Montagem E Operacao de Postos de Gas Combustivel ComprimidoDocumento18 páginasNBR 12236 - 1994 - Criterios de Projeto Montagem E Operacao de Postos de Gas Combustivel ComprimidobizubizumarrieAinda não há avaliações
- Abnt 13523Documento7 páginasAbnt 13523Ronaldo UrbanoAinda não há avaliações
- NBR 11715 - 2003 - Extintores de Incêndio Com Carga de ÁguaDocumento10 páginasNBR 11715 - 2003 - Extintores de Incêndio Com Carga de Águasamanthamelo100% (2)
- Requisitos técnicos para inspeção e manutenção de extintoresDocumento48 páginasRequisitos técnicos para inspeção e manutenção de extintoresNilton NovaesAinda não há avaliações
- NBR 12236 de 1994 - Posto de GNDocumento18 páginasNBR 12236 de 1994 - Posto de GNCláudio Peixoto SilvaAinda não há avaliações
- NBR 11725 PB 588 - Conexoes e Roscas para Valvulas de Cilindros para Gases ComprimidosDocumento25 páginasNBR 11725 PB 588 - Conexoes e Roscas para Valvulas de Cilindros para Gases Comprimidosrquines100% (1)
- NBR 7198 - 1993 - Projeto e Execução de Instalações Prediais de Água Quente - Procedimento PDFDocumento6 páginasNBR 7198 - 1993 - Projeto e Execução de Instalações Prediais de Água Quente - Procedimento PDFIgorLopesDiasAinda não há avaliações
- NBR 11749 Valula de CilindrosDocumento3 páginasNBR 11749 Valula de CilindrosDiego da Silva NevesAinda não há avaliações
- Abnt NBR 10071 1994 Superada em 2015 PDFDocumento7 páginasAbnt NBR 10071 1994 Superada em 2015 PDFVitor Ferreira MatosAinda não há avaliações
- Abnt NBR 6172 - Transportadores de Correia - Tambores - DimensõesDocumento18 páginasAbnt NBR 6172 - Transportadores de Correia - Tambores - DimensõesJanderson EsdrasAinda não há avaliações
- PNBR Tubos Flexiveis Gas Combustivel AnaliseDocumento22 páginasPNBR Tubos Flexiveis Gas Combustivel AnaliseElias Barros de FigueiredoAinda não há avaliações
- ABNT NBR 7175 2003 Cal Hidratada para Argamassas - RequisitosDocumento4 páginasABNT NBR 7175 2003 Cal Hidratada para Argamassas - RequisitosCamila GuimarãesAinda não há avaliações
- Tubos de Ferro Fundido para Canalizações de GásDocumento8 páginasTubos de Ferro Fundido para Canalizações de GásCassiano BioloAinda não há avaliações
- NBR ISO 4705 Norma para CilindrosDocumento21 páginasNBR ISO 4705 Norma para CilindrosDouglas Kind100% (6)
- NBR 12712Documento76 páginasNBR 12712marcelocapi100% (1)
- NBR 14177 - Tubo Flexivel Metalico para Instalacoes Domesticas de Gas CombustivelDocumento9 páginasNBR 14177 - Tubo Flexivel Metalico para Instalacoes Domesticas de Gas CombustivelNilsonAinda não há avaliações
- ABNT8460Documento26 páginasABNT8460Jardel DOMINGOSAinda não há avaliações
- NBR 13932Documento26 páginasNBR 13932André CardosoAinda não há avaliações
- NBR)Documento23 páginasNBR)lucas171adrianoAinda não há avaliações
- NBR 5597 (MAR-1995) - Eletrodutos AçoDocumento6 páginasNBR 5597 (MAR-1995) - Eletrodutos AçoBernardo OliveiraAinda não há avaliações
- NBR 13243 Cilindros de Aço para Gases Comprimidos - Ensaio Hidrostático Pelo Método de Camisa D' ÁguaDocumento5 páginasNBR 13243 Cilindros de Aço para Gases Comprimidos - Ensaio Hidrostático Pelo Método de Camisa D' ÁguaThiago Rodrigues MacedoAinda não há avaliações
- ABNT NBR 15526 - Redes internas gasesDocumento53 páginasABNT NBR 15526 - Redes internas gasesmmprojetos9282Ainda não há avaliações
- NBR 13784Documento8 páginasNBR 13784galdinowgsAinda não há avaliações
- BS 1868 - Construção Retenção 1975Documento27 páginasBS 1868 - Construção Retenção 1975Manoel LeviAinda não há avaliações
- ABNT NBR EB 2078 - 1990 - Bombas Hidraulicas de Fluxo RadiaDocumento7 páginasABNT NBR EB 2078 - 1990 - Bombas Hidraulicas de Fluxo RadiaJairo JuniorAinda não há avaliações
- NBR 12776 - Valvula Automatica para Recipiente Transportavel de Aco para 2 KG de Gas Liquefeito de Petroleo (GLP)Documento4 páginasNBR 12776 - Valvula Automatica para Recipiente Transportavel de Aco para 2 KG de Gas Liquefeito de Petroleo (GLP)Jean VascoAinda não há avaliações
- NBR-13933, Instalações Internas Gás Natural (GN) - ProjetoExecução, 1997Documento18 páginasNBR-13933, Instalações Internas Gás Natural (GN) - ProjetoExecução, 1997Marcio Martins100% (1)
- NBR-11725 Conexões Roscas CilindrosDocumento25 páginasNBR-11725 Conexões Roscas CilindrosMauro Lúcio DiasAinda não há avaliações
- NBR 14177 - 98Documento9 páginasNBR 14177 - 98joseAinda não há avaliações
- NBR 202 - Arames de Aco Redondos de Qualidade Especial para Forjamento A Frio de Parafusos PorcasDocumento9 páginasNBR 202 - Arames de Aco Redondos de Qualidade Especial para Forjamento A Frio de Parafusos PorcasezequieltoniazzoAinda não há avaliações
- BS 1873Documento31 páginasBS 1873thiagorep17Ainda não há avaliações
- Norma técnica para arames de açoDocumento9 páginasNorma técnica para arames de açoCleber AparecidoAinda não há avaliações
- NBR 13932 Instalacoes Internas de Gas Liquefeito de Petroleo GLP Projeto E ExecucaoDocumento26 páginasNBR 13932 Instalacoes Internas de Gas Liquefeito de Petroleo GLP Projeto E ExecucaoPedro CâmaraAinda não há avaliações
- NBR 13932 - Instalacoes Internas de Gas Liquefeito de Petroleo (GLP) - Projeto E ExecucaoDocumento26 páginasNBR 13932 - Instalacoes Internas de Gas Liquefeito de Petroleo (GLP) - Projeto E Execucaolucasmelchiori100% (5)
- Projeto e execução de redes internas de gasesDocumento28 páginasProjeto e execução de redes internas de gasesgilbertonascimentoAinda não há avaliações
- NBR 13419 - Mangueira de Borracha para Condução de Gases GLP-GN-GNF PDFDocumento22 páginasNBR 13419 - Mangueira de Borracha para Condução de Gases GLP-GN-GNF PDFRicardo Almeida Baptista100% (1)
- NBR 12790 - Cilindro de Aço Especificado, Sem Costura, para Armazenagem E Transporte de Gases A ADocumento9 páginasNBR 12790 - Cilindro de Aço Especificado, Sem Costura, para Armazenagem E Transporte de Gases A AJuliana Weg100% (3)
- NBR 13419-2001 Mangueira de Borracha para Condução de Gases GLP, GN, GNFDocumento22 páginasNBR 13419-2001 Mangueira de Borracha para Condução de Gases GLP, GN, GNFlmofatiAinda não há avaliações
- Sistemas de Hidrantes e Mangotinhos para Combate a IncêndioDocumento27 páginasSistemas de Hidrantes e Mangotinhos para Combate a IncêndioHarlem Carlos da SilvaAinda não há avaliações
- ABNT NBR 132431994 - Cilindros de aço para gases comprimidos - Ensaio hidrostático pelo método de camisa d' água - Método de ensaioDocumento5 páginasABNT NBR 132431994 - Cilindros de aço para gases comprimidos - Ensaio hidrostático pelo método de camisa d' água - Método de ensaioJosé A.CAinda não há avaliações
- Sistemas de injeção de materiais pulverizados em altos-fornos e aciariasNo EverandSistemas de injeção de materiais pulverizados em altos-fornos e aciariasAinda não há avaliações
- Como Projetar uma Estação de Medição de Gás Natural Veicular: um guia práticoNo EverandComo Projetar uma Estação de Medição de Gás Natural Veicular: um guia práticoAinda não há avaliações
- Enviando A Medição De Glp Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Glp Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- Desenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Sensores Com PicNo EverandDesenvolvendo Um Datalogger E Armazenando No Arquivo Formato Csv Para Medir Sensores Com PicAinda não há avaliações
- Enviando A Medição De Glp Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Glp Para Monitoramento No Vc# Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Análise de riscos operação guindasteDocumento7 páginasAnálise de riscos operação guindasteАли АленкарAinda não há avaliações
- ObjetivoDocumento5 páginasObjetivoHigor Paiva TstAinda não há avaliações
- Analise de Risco - PinturaDocumento5 páginasAnalise de Risco - PinturaАли АленкарAinda não há avaliações
- (Apostila) Robótica Industrial - FEUPEDocumento101 páginas(Apostila) Robótica Industrial - FEUPEEduardo BandeiraAinda não há avaliações
- (Apostila) Robótica Industrial - FEUPEDocumento101 páginas(Apostila) Robótica Industrial - FEUPEEduardo BandeiraAinda não há avaliações
- A tutoria na EaD: características e papel do tutorDocumento12 páginasA tutoria na EaD: características e papel do tutorEdmilson Manoel CoelhoAinda não há avaliações
- 04-Manual Balancim Leve PDFDocumento18 páginas04-Manual Balancim Leve PDFFlavio FornazaroAinda não há avaliações
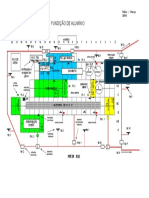
- 07 - Fundição de AlumínioDocumento1 página07 - Fundição de AlumínioАли АленкарAinda não há avaliações
- Robótica - Apostila sobre fundamentos e aplicaçõesDocumento95 páginasRobótica - Apostila sobre fundamentos e aplicaçõesLuiz Carlos VidalAinda não há avaliações
- Book RM08 2018 Web 1Documento35 páginasBook RM08 2018 Web 1Али АленкарAinda não há avaliações
- 1slide de ImpressãoDocumento39 páginas1slide de ImpressãoАли АленкарAinda não há avaliações
- Aula5 Meio de Ligação de TubosDocumento19 páginasAula5 Meio de Ligação de TubosАли АленкарAinda não há avaliações
- Normas técnicas para citaçãoDocumento12 páginasNormas técnicas para citaçãohalanmeloAinda não há avaliações
- Sassmaq 202005Documento101 páginasSassmaq 202005Mucciaccito100% (9)
- Como Calcular Quantos Exaustores Eólico Vou PrecisarDocumento2 páginasComo Calcular Quantos Exaustores Eólico Vou PrecisarАли Аленкар100% (1)
- ESocial Mudanças e Soluções (PTDocumento24 páginasESocial Mudanças e Soluções (PTАли АленкарAinda não há avaliações
- Código de Ética Profissional Do ContabilistaDocumento6 páginasCódigo de Ética Profissional Do ContabilistaClaudia CarneiroAinda não há avaliações
- Cap-28 AMUVIDocumento9 páginasCap-28 AMUVIbombeiro_passosAinda não há avaliações
- ESocial CIESP 29-10-2013 Direitos LegaisDocumento48 páginasESocial CIESP 29-10-2013 Direitos LegaisantoniopulligAinda não há avaliações
- Apresentação EsocialDocumento50 páginasApresentação EsocialАли АленкарAinda não há avaliações
- Pergunta Sobre Como Funciona Um Motor A CombustãoDocumento1 páginaPergunta Sobre Como Funciona Um Motor A CombustãoАли АленкарAinda não há avaliações
- Apr - Modelo Base - ConfidereDocumento4 páginasApr - Modelo Base - ConfidereАли АленкарAinda não há avaliações
- Noções de mecânica automotivaDocumento10 páginasNoções de mecânica automotivaAlvaro SouzaAinda não há avaliações
- Anelore Tolardo Slides ESocial 1º DiaDocumento38 páginasAnelore Tolardo Slides ESocial 1º DiaАли АленкарAinda não há avaliações
- Motor Pistão Biela Virabrequim Cames Valvulas ColetorDocumento38 páginasMotor Pistão Biela Virabrequim Cames Valvulas ColetorАли АленкарAinda não há avaliações
- Aula 0. IntroduçãoDocumento9 páginasAula 0. IntroduçãoАли АленкарAinda não há avaliações
- Regulamento de Segurança contra Incêndio em SPDocumento43 páginasRegulamento de Segurança contra Incêndio em SParmandocesarAinda não há avaliações
- Complexoautomotivo (19591) PDFDocumento16 páginasComplexoautomotivo (19591) PDFDanielPereiraAinda não há avaliações
- Material 3 - EngenhariaAutomotiva Eng. MecânicaDocumento8 páginasMaterial 3 - EngenhariaAutomotiva Eng. MecânicaАли АленкарAinda não há avaliações
- Tratamento de água: experimentos sobre densidade, solubilidade e descontaminaçãoDocumento17 páginasTratamento de água: experimentos sobre densidade, solubilidade e descontaminaçãoVictor MoreiraAinda não há avaliações
- Kit GNV completo BRC 3a geraçãoDocumento2 páginasKit GNV completo BRC 3a geraçãocaquirinoAinda não há avaliações
- Tabela de Composic3a7c3a3o de Alimentos Sonia Tucunduva PDFDocumento138 páginasTabela de Composic3a7c3a3o de Alimentos Sonia Tucunduva PDFLucrecia Marques100% (5)
- Programa de Proteção RespiratóriaDocumento8 páginasPrograma de Proteção RespiratóriaDanielle ChiaraAinda não há avaliações
- Apostila de SalaDocumento5 páginasApostila de SalaGustavoAinda não há avaliações
- Anvisa Óxido de EtilenoDocumento60 páginasAnvisa Óxido de EtilenojoildesfreireAinda não há avaliações
- Avaliação 3bimestral 7 Ano CNCDocumento2 páginasAvaliação 3bimestral 7 Ano CNCIluska CerveiraAinda não há avaliações
- Herbário fotográfico de plantas tóxicasDocumento26 páginasHerbário fotográfico de plantas tóxicasRodrigo GobboAinda não há avaliações
- Processos de Soldagem e Corte TRABALHO DA TEREZADocumento41 páginasProcessos de Soldagem e Corte TRABALHO DA TEREZAGiselly BiancaAinda não há avaliações
- NBR 8062 - Tubo de Fibrocimento Ou Junta Elastica de Tubo de Fibrocimento - Verificacao Da EstanqDocumento3 páginasNBR 8062 - Tubo de Fibrocimento Ou Junta Elastica de Tubo de Fibrocimento - Verificacao Da EstanqICAROAinda não há avaliações
- Caso Clinico 074Documento10 páginasCaso Clinico 074Natalia SodréAinda não há avaliações
- Biologia PPT - Respiração Celular EtapasDocumento15 páginasBiologia PPT - Respiração Celular EtapasBiologia ppt100% (2)
- 2º LISTA DE EXERCICO DE VOLUMETRIA DE PRECIPITAÇÃO - CópiaDocumento4 páginas2º LISTA DE EXERCICO DE VOLUMETRIA DE PRECIPITAÇÃO - CópiaValleria CabrallAinda não há avaliações
- ADEL SP WebDocumento8 páginasADEL SP WebJbc José BordaAinda não há avaliações
- Bayer Linha ProfDocumento6 páginasBayer Linha ProfRaphael Andrade de CastroAinda não há avaliações
- Calor transferido por aletas em parede resfriadaDocumento23 páginasCalor transferido por aletas em parede resfriadaWGJSilvaAinda não há avaliações
- Equilíbrio Químico - Reacoes QuimicasDocumento29 páginasEquilíbrio Químico - Reacoes QuimicasDaniel ArrudaAinda não há avaliações
- ssprj08 Perito Prova Eng QuimicDocumento16 páginasssprj08 Perito Prova Eng QuimicThiago FagundesAinda não há avaliações
- Manual de Instrução Do TermostatoDocumento4 páginasManual de Instrução Do TermostatorukasuluzAinda não há avaliações
- Check List Normas Da ConstruçaoDocumento55 páginasCheck List Normas Da ConstruçaodehevyAinda não há avaliações
- FLOTABILIDADEDocumento106 páginasFLOTABILIDADEMÔNICA SUEDE S. SILVAAinda não há avaliações
- Gaxetas e Raspadores - ParkerDocumento28 páginasGaxetas e Raspadores - ParkerzetedilaAinda não há avaliações
- Ficha de segurança do álcool gel 67Documento5 páginasFicha de segurança do álcool gel 67michael soaresAinda não há avaliações
- Câmaras frigoríficas: aplicações, tipos e cálculo de carga térmicaDocumento17 páginasCâmaras frigoríficas: aplicações, tipos e cálculo de carga térmicaAline CavalherAinda não há avaliações
- Materiais Compósitos EN 2814Documento34 páginasMateriais Compósitos EN 2814Edvan AlmeidaAinda não há avaliações
- Dimensionamento Do Sistema de FôrmasDocumento12 páginasDimensionamento Do Sistema de FôrmasMarcelo FernandesAinda não há avaliações
- Amido SolúvelDocumento8 páginasAmido SolúvelCarollina de Abrantes CasaAinda não há avaliações
- Apresentação NR 13Documento18 páginasApresentação NR 13Pedro MartinsAinda não há avaliações
- NBR 13419-2001 Mangueira de Borracha para Condução de Gases GLP, GN, GNFDocumento22 páginasNBR 13419-2001 Mangueira de Borracha para Condução de Gases GLP, GN, GNFlmofatiAinda não há avaliações
- Rede de Distribuição de Ar Comprimido: Projeto e MateriaisDocumento16 páginasRede de Distribuição de Ar Comprimido: Projeto e MateriaisPedro SilvaAinda não há avaliações