Você também pode gostar
- Tratamento Térmico Do Aço Sae 8620Documento20 páginasTratamento Térmico Do Aço Sae 8620Douglas Zanchettin DutraAinda não há avaliações
- CM Lista8 (Ensaios)Documento2 páginasCM Lista8 (Ensaios)Mario WolfartAinda não há avaliações
- NBR 7584 (2013) - Concreto Endurecido - Avaliação Da Dureza Superficial Pelo Esclerômetro de Reflexão - Método de Ensaio PDFDocumento14 páginasNBR 7584 (2013) - Concreto Endurecido - Avaliação Da Dureza Superficial Pelo Esclerômetro de Reflexão - Método de Ensaio PDFThiagoMartins100% (1)
- Ruido Fundamentos e ControleDocumento635 páginasRuido Fundamentos e ControleJulio C.100% (3)
- Anexo 3 BEDQ1 PDFDocumento38 páginasAnexo 3 BEDQ1 PDFFernando RockerAinda não há avaliações
- Planilha Do EngenheiroDocumento233 páginasPlanilha Do EngenheiroEng° Dimas Mariano100% (2)
- Projeto Cozinha MDF 3Documento1 páginaProjeto Cozinha MDF 3Fernando RockerAinda não há avaliações
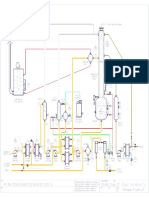
- Crown PFD 604cDocumento1 páginaCrown PFD 604cFernando RockerAinda não há avaliações
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 páginasAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerAinda não há avaliações
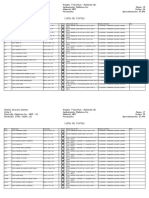
- Lista de Corte NOMESDocumento6 páginasLista de Corte NOMESFernando RockerAinda não há avaliações
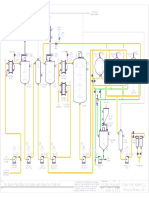
- Crown PFD 302sDocumento1 páginaCrown PFD 302sFernando RockerAinda não há avaliações
- Anexo 6 Esforços Máximos em Bocais de EquipamentosDocumento6 páginasAnexo 6 Esforços Máximos em Bocais de EquipamentosFernando RockerAinda não há avaliações
- Passat MY 2018 PDFDocumento434 páginasPassat MY 2018 PDFFernando RockerAinda não há avaliações
- Ppgmec Tese 123 CL Udio Turani Vaz PDFDocumento146 páginasPpgmec Tese 123 CL Udio Turani Vaz PDFFernando RockerAinda não há avaliações
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 páginasAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerAinda não há avaliações
- Análise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelDocumento64 páginasAnálise Juntas Flangeadas e Aparafusadas Estojos Aço C e InoxidávelFernando RockerAinda não há avaliações
- Anexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoDocumento3 páginasAnexo 4 Lavagem Com Vapor Steam Out Tubulação e EquipamentoFernando RockerAinda não há avaliações
- Curso Petrobras CapI Introdução1Documento19 páginasCurso Petrobras CapI Introdução1Joao Tadeu Domingues HipolitoAinda não há avaliações
- Anexo 26 Requisitos Juntas EspiraladasDocumento15 páginasAnexo 26 Requisitos Juntas EspiraladasFernando RockerAinda não há avaliações
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 páginasAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerAinda não há avaliações
- Análise de Tensões em Sistemas de TubulaçõesDocumento25 páginasAnálise de Tensões em Sistemas de TubulaçõesrobertoAinda não há avaliações
- Alerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFDocumento3 páginasAlerta de Segurança Do CSB Sobre Ataque Por H2 À Alta Temperatura PDFFernando RockerAinda não há avaliações
- Análise Falha Junta de Expansão Fole Com PurgaDocumento8 páginasAnálise Falha Junta de Expansão Fole Com PurgaAdilmar E. NatãnyAinda não há avaliações
- Sistemas de Seguran A Nos Elevadores de Obras PDFDocumento123 páginasSistemas de Seguran A Nos Elevadores de Obras PDFheitor29Ainda não há avaliações
- Anexo 23 ET Junta Camprofile para PermutadoresDocumento15 páginasAnexo 23 ET Junta Camprofile para PermutadoresFernando RockerAinda não há avaliações
- Anexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Documento24 páginasAnexo 1 Livro de Informações Básicas de Empreendimento - Capítulo Vasos de Pressão e Equipamentos de Caldeiraria3Fernando RockerAinda não há avaliações
- Adernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasDocumento16 páginasAdernamento de Teto Flutuante de Tanques de Armazenamento Atmosférico Colaboraram Engº Chien, Engº Gândara e Engº Nilo Ambrósio Da PetrobrasFernando RockerAinda não há avaliações
- Abnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisDocumento136 páginasAbnt - NBR - 2013 - Armazenamento de Liquidos Combustiveis e InflamaveisVanderclan QuarantaAinda não há avaliações
- Análise Riscos PDFDocumento1 páginaAnálise Riscos PDFOcimar FurtadoAinda não há avaliações
- Descrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Documento1 páginaDescrição Da Ocorrência em Uma Planta Industrial, Estava Sendo Realizado Um Teste de Pressão Pneumática em Uma Tubulação Interligada A Um Tanque.Fernando RockerAinda não há avaliações
- Acidente Refinaria Flixborough PDFDocumento1 páginaAcidente Refinaria Flixborough PDFFernando RockerAinda não há avaliações
- PifDocumento46 páginasPifFernando RockerAinda não há avaliações
- Metalografia 2Documento7 páginasMetalografia 2Fernando RockerAinda não há avaliações
- D Slides Inspetor de Soldagem - Responsabilidade Do Inspetor DDocumento17 páginasD Slides Inspetor de Soldagem - Responsabilidade Do Inspetor DDione SouzaAinda não há avaliações
- NBR 10091 - Chumbadores Mecânicos Pós-Instalados em Concreto PDFDocumento35 páginasNBR 10091 - Chumbadores Mecânicos Pós-Instalados em Concreto PDFjfklucasAinda não há avaliações
- NBR - EB 168 (Ago 1991) - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosDocumento17 páginasNBR - EB 168 (Ago 1991) - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosYuri Bahia de VasconcelosAinda não há avaliações
- 3 EnsaiosDocumento40 páginas3 EnsaiosManuel AlmeidaAinda não há avaliações
- GOUDIE, 2006. The Schmidt Hammer in Geomorphological ResearchDocumento16 páginasGOUDIE, 2006. The Schmidt Hammer in Geomorphological Researcholiveiralivvia2016Ainda não há avaliações
- Resistência Dos MateriaisDocumento17 páginasResistência Dos MateriaisPróspero Hazael Cunzuna MulazaAinda não há avaliações
- N-1706 Petrobras PDFDocumento22 páginasN-1706 Petrobras PDFWalter RigolinoAinda não há avaliações
- Tabela Materiais PDFDocumento1 páginaTabela Materiais PDFRonaldo RodriguesAinda não há avaliações
- Relatório - Ensaio de DurezaDocumento12 páginasRelatório - Ensaio de DurezaAllan SardinhaAinda não há avaliações
- Tratamentos Térmicos - Unidade 3 - AvaDocumento66 páginasTratamentos Térmicos - Unidade 3 - AvaMatheus AugustoAinda não há avaliações
- Apresentação - UsinabilidadeDocumento10 páginasApresentação - UsinabilidadeLucas100% (1)
- Mapa - Projeto Mecanico 53 - 2023Documento2 páginasMapa - Projeto Mecanico 53 - 2023Fabio GuimaraesAinda não há avaliações
- Centro de Usinagem A CNC - Versão Com SumárioDocumento63 páginasCentro de Usinagem A CNC - Versão Com SumárioDurval NascimentoAinda não há avaliações
- NBR 8855 - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosDocumento17 páginasNBR 8855 - Propriedades Mecânicas de Elementos de Fixação - Parafusos e PrisioneirosJ.Guerhard100% (1)
- Tratamento Térmico em Aço Inoxidável Martensítico Aisi 420Documento18 páginasTratamento Térmico em Aço Inoxidável Martensítico Aisi 420Bruno AlexandreAinda não há avaliações
- 01 - Tecnologia de Materiais - Formação para PHDocumento64 páginas01 - Tecnologia de Materiais - Formação para PHVAGNERBIANCHIAinda não há avaliações
- Ficha Tecnica - QUARD 550Documento2 páginasFicha Tecnica - QUARD 550mazuckAinda não há avaliações
- Dimensionamento de Juntas Aparafusadas E Aplicação de Torque em Peças AutomotivasDocumento15 páginasDimensionamento de Juntas Aparafusadas E Aplicação de Torque em Peças AutomotivasIvan Scaglioni de OliveiraAinda não há avaliações
- AGMA Desgaste Superficial PDFDocumento7 páginasAGMA Desgaste Superficial PDFadrianoAinda não há avaliações
- 1 IntroduçãoDocumento59 páginas1 IntroduçãoFLÁVIA CAVALLI RECHAinda não há avaliações
- Aula 3-Dureza e Impacto IEMDocumento75 páginasAula 3-Dureza e Impacto IEMBruna MacedoAinda não há avaliações
- Capitulo 7Documento20 páginasCapitulo 7Tomas ManoAinda não há avaliações
- Fundição 2017.1 - Avaliação de Qualidade de Areia de FundiçãoDocumento30 páginasFundição 2017.1 - Avaliação de Qualidade de Areia de FundiçãoMatheus LopesAinda não há avaliações
- Aço SAE 4140 Propriedades MecânicasDocumento6 páginasAço SAE 4140 Propriedades MecânicasHenrique FernandesAinda não há avaliações
- Tarefa 1.1Documento8 páginasTarefa 1.1Juliana OliveiraAinda não há avaliações
- Tabela de Dureza - Brinell - Rockwell - Vickers - RIJEZADocumento2 páginasTabela de Dureza - Brinell - Rockwell - Vickers - RIJEZAQualidade SollusAinda não há avaliações
- CromoduroDocumento4 páginasCromoduroGuilherme AbranchesAinda não há avaliações