Você também pode gostar
- NBR - 16325-1 - Protecao Contra Quedas de AlturaDocumento44 páginasNBR - 16325-1 - Protecao Contra Quedas de AlturaAnderson86% (7)
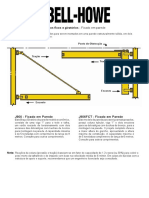
- Braço Giratório CM PDFDocumento15 páginasBraço Giratório CM PDFjefersonpimentel100% (2)
- Atividades - Elementos de MaquinasDocumento13 páginasAtividades - Elementos de MaquinasLucas Gomes MagnoAinda não há avaliações
- METROLOGIA Parte I Prof. AlbertazziDocumento129 páginasMETROLOGIA Parte I Prof. AlbertazziÍtalo RenanAinda não há avaliações
- Enciclopédia de automática, v. 3: controle e automaçãoNo EverandEnciclopédia de automática, v. 3: controle e automaçãoAinda não há avaliações
- 30 - Informativo ABSDocumento9 páginas30 - Informativo ABSuiler100% (1)
- Aula 2 - Tecnicas de Medição e Controle PDFDocumento4 páginasAula 2 - Tecnicas de Medição e Controle PDFcristianocfsAinda não há avaliações
- Aulas de Metrologia 02-Paquímetro Sistema InglêsDocumento26 páginasAulas de Metrologia 02-Paquímetro Sistema InglêsLuis OmenaAinda não há avaliações
- Tipos de Suspensão AutomotivaDocumento15 páginasTipos de Suspensão AutomotivaFELIPE CARVALHO DE CASTRO100% (1)
- Lista de Exercicios - Elemento de FixaçãoDocumento4 páginasLista de Exercicios - Elemento de FixaçãoRobertodeOLiveiraAinda não há avaliações
- Relogio ComparadorDocumento3 páginasRelogio ComparadorlayssonlmsAinda não há avaliações
- Prova Sobre MecânicaDocumento7 páginasProva Sobre Mecânicamspereira100% (1)
- Metodologia SENAI de Educação ProfissionalDocumento220 páginasMetodologia SENAI de Educação ProfissionalninjijikmjukimjuAinda não há avaliações
- Lição 01 - o Que É FamíliaDocumento14 páginasLição 01 - o Que É Famíliajefersonpimentel100% (1)
- Prova Metrologia 2022 2 1 Ap Prova JDocumento3 páginasProva Metrologia 2022 2 1 Ap Prova Jguilherme limaAinda não há avaliações
- Projetos Com Esp32 Programado Em Arduino - Parte INo EverandProjetos Com Esp32 Programado Em Arduino - Parte IAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Aps Metrologia Mega PointDocumento8 páginasAps Metrologia Mega PointDeyvid EdsonAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- PARAHYBAJA, 2013 Resumo Relatório - XIX Competição Baja SAEDocumento4 páginasPARAHYBAJA, 2013 Resumo Relatório - XIX Competição Baja SAEEdjan TomazAinda não há avaliações
- Manual de Apuracao de Ilicitos Administrativos - 3. Ed. CGE-MGDocumento427 páginasManual de Apuracao de Ilicitos Administrativos - 3. Ed. CGE-MGmarcioAinda não há avaliações
- Atividade Relógio ComparadorDocumento5 páginasAtividade Relógio ComparadorDavi AlvesAinda não há avaliações
- Plano de Ensino - Inversores de Frequência e Soft-StarterDocumento7 páginasPlano de Ensino - Inversores de Frequência e Soft-StarterjoelsonAinda não há avaliações
- Catalogo Carreta RandonDocumento13 páginasCatalogo Carreta Randonvendas servicos100% (1)
- Recondicionador de AmortecedorDocumento12 páginasRecondicionador de AmortecedorMaykou BugalskiAinda não há avaliações
- Aula 5 - Metrologia - MicrometroDocumento71 páginasAula 5 - Metrologia - MicrometroellenkarolineAinda não há avaliações
- Sistemas de Transmissoes AutomotivasDocumento85 páginasSistemas de Transmissoes AutomotivasmarceloAinda não há avaliações
- Relatorio Metrologia - PaquímetroDocumento4 páginasRelatorio Metrologia - Paquímetromarcos_lopes71Ainda não há avaliações
- Apostila Metrologia BásicaDocumento122 páginasApostila Metrologia BásicaAnderson Talles100% (1)
- Trabalho Sobre Válvulas DirecionaisDocumento34 páginasTrabalho Sobre Válvulas DirecionaisRodolfo Freitas A. BorgesAinda não há avaliações
- 15 Relogio Comparador PDFDocumento13 páginas15 Relogio Comparador PDFLuciano BroboskiAinda não há avaliações
- Apostila de Metrologia 2 ParteDocumento33 páginasApostila de Metrologia 2 Partedanosdcno67% (3)
- Micrômetro Sistema Metrico PDFDocumento48 páginasMicrômetro Sistema Metrico PDFOtavio NetoAinda não há avaliações
- Exercícios Aula 03 Paquímetro e MicrômetroDocumento3 páginasExercícios Aula 03 Paquímetro e Micrômetroe50zaratinAinda não há avaliações
- Manual - KXC - Gdi - 07 - 2019Documento27 páginasManual - KXC - Gdi - 07 - 2019MauricioSDAinda não há avaliações
- Manual de Instalação Validador V3680 - 1 6 - RJDocumento44 páginasManual de Instalação Validador V3680 - 1 6 - RJMohammedZombies21Ainda não há avaliações
- Instrumentação Básica PDFDocumento62 páginasInstrumentação Básica PDFAldo PedrosaAinda não há avaliações
- 8.1 Metrologia - MicrometroDocumento37 páginas8.1 Metrologia - MicrometroEvertonAinda não há avaliações
- Relatorio Oficina Mecanica (Fresagem)Documento23 páginasRelatorio Oficina Mecanica (Fresagem)Paulo Venicio Alves VieiraAinda não há avaliações
- Ee0421 Bancada de Combustao Interna de 4 TemposDocumento24 páginasEe0421 Bancada de Combustao Interna de 4 TemposAldair BolzanAinda não há avaliações
- Aula 3 - Metrologia 03Documento36 páginasAula 3 - Metrologia 03Juliana Szekir BergerAinda não há avaliações
- Análise Estrutural de Um Eixo Autodirecional de Reboque Rodoviário PDFDocumento205 páginasAnálise Estrutural de Um Eixo Autodirecional de Reboque Rodoviário PDFMarioAinda não há avaliações
- Atividade Discursiva - Conformações Dos MetaisDocumento4 páginasAtividade Discursiva - Conformações Dos MetaisVictor BritoAinda não há avaliações
- Exercício-Pratica-Micrômetro e Relógio ComparadorDocumento4 páginasExercício-Pratica-Micrômetro e Relógio Comparadorilledrat100% (1)
- Acoplamentos Elasticos Metalflex Am-10 PDFDocumento2 páginasAcoplamentos Elasticos Metalflex Am-10 PDFDouglas TondelloAinda não há avaliações
- 2018 03 07 Telma Retarder Ad72 00 Manutenção Mecanica MB Of1724lDocumento29 páginas2018 03 07 Telma Retarder Ad72 00 Manutenção Mecanica MB Of1724lOlimpiada EletricaAinda não há avaliações
- Trabalho Sobre EngrenagensDocumento5 páginasTrabalho Sobre EngrenagenscarloscitronAinda não há avaliações
- Plano de Ensino - Métodos Quantitativos Aplicados A LogísticaDocumento3 páginasPlano de Ensino - Métodos Quantitativos Aplicados A LogísticaRAFAEL LUIS PAVAN SCATOLINAinda não há avaliações
- Flex RayDocumento14 páginasFlex RayMarcio De Andrade VogtAinda não há avaliações
- Apresentação Caixa de Velocidades Automática (Al4)Documento3 páginasApresentação Caixa de Velocidades Automática (Al4)Carlos roberto soares100% (2)
- S.A 02 - Metrologia - Aferição de Componentes Do MotorDocumento4 páginasS.A 02 - Metrologia - Aferição de Componentes Do MotorOldenir SantosAinda não há avaliações
- 001-052 Amortecedor de Vibrações Viscoso PDFDocumento4 páginas001-052 Amortecedor de Vibrações Viscoso PDFO mecanicoAinda não há avaliações
- RedutoresDocumento29 páginasRedutoresmanuel_plfAinda não há avaliações
- Aula 4 - Circuitos Pneumáticos (Método Intuitivo)Documento40 páginasAula 4 - Circuitos Pneumáticos (Método Intuitivo)reyjbnAinda não há avaliações
- Relatorio PneumaticaDocumento14 páginasRelatorio PneumaticaLucas RobertoAinda não há avaliações
- Relatorio 013172878130Documento6 páginasRelatorio 013172878130jefersonpimentelAinda não há avaliações
- Quando Deus Se Revela Ao HomemDocumento7 páginasQuando Deus Se Revela Ao HomemjefersonpimentelAinda não há avaliações
- CamScanner 07-05-2023 15.09Documento1 páginaCamScanner 07-05-2023 15.09jefersonpimentelAinda não há avaliações
- Lição 7 - O Relacionamento Entre Nora e Sogra - 230513 - 005045Documento2 páginasLição 7 - O Relacionamento Entre Nora e Sogra - 230513 - 005045jefersonpimentelAinda não há avaliações
- Relatorio EBD São Marcos 1tri 2023 PDFDocumento1 páginaRelatorio EBD São Marcos 1tri 2023 PDFjefersonpimentelAinda não há avaliações
- EBDDocumento1 páginaEBDjefersonpimentelAinda não há avaliações
- Lição 10 - CARÁTER - A MELHOR HERANÇADocumento24 páginasLição 10 - CARÁTER - A MELHOR HERANÇAjefersonpimentelAinda não há avaliações
- PlantarDocumento110 páginasPlantarjefersonpimentelAinda não há avaliações
- Manual RugosimetroDocumento406 páginasManual Rugosimetrojefersonpimentel100% (1)
- Lição 04 - O Amigo LealDocumento17 páginasLição 04 - O Amigo LealjefersonpimentelAinda não há avaliações
- InstrucaoDocumento1 páginaInstrucaojefersonpimentelAinda não há avaliações
- Pesquisa EBDDocumento2 páginasPesquisa EBDjefersonpimentelAinda não há avaliações