Você também pode gostar
- Calibração de nível sonoroDocumento2 páginasCalibração de nível sonoroRener MeloAinda não há avaliações
- Calibração de nível sonoroDocumento2 páginasCalibração de nível sonoroRener MeloAinda não há avaliações
- OWAS AvancadoDocumento2 páginasOWAS AvancadoRener MeloAinda não há avaliações
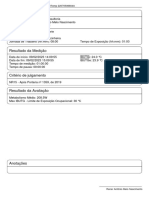
- Relatório de Dosimetria de RuídoDocumento4 páginasRelatório de Dosimetria de RuídoRener MeloAinda não há avaliações
- Temperatura Op RocDocumento5 páginasTemperatura Op RocRener MeloAinda não há avaliações
- IntroduçãoDocumento2 páginasIntroduçãoRener MeloAinda não há avaliações
- Protetor auditivo aprovado com NRR de 24 dBDocumento1 páginaProtetor auditivo aprovado com NRR de 24 dBRener MeloAinda não há avaliações
- Certificado STREES TERMICODocumento1 páginaCertificado STREES TERMICORener MeloAinda não há avaliações
- Ruído operador roçadeiraDocumento5 páginasRuído operador roçadeiraRener MeloAinda não há avaliações
- Decomposicao Analitica 1Documento1 páginaDecomposicao Analitica 1Rener MeloAinda não há avaliações
- Relatório Medidor StressDocumento5 páginasRelatório Medidor StressRener MeloAinda não há avaliações
- Temperatura - MH Patisserie - CozinheiraDocumento5 páginasTemperatura - MH Patisserie - CozinheiraRener MeloAinda não há avaliações
- Análise do ambiente externo da produção com o modelo das cinco forças de PorterDocumento38 páginasAnálise do ambiente externo da produção com o modelo das cinco forças de PorterRener MeloAinda não há avaliações
- Logística é processo de planejamento e controle do fluxo de mercadoriasDocumento2 páginasLogística é processo de planejamento e controle do fluxo de mercadoriasRener MeloAinda não há avaliações
- Processos de Fabricação Não ConvencionaisDocumento49 páginasProcessos de Fabricação Não ConvencionaisRener MeloAinda não há avaliações
- Processo de Fabricação Por UltraDocumento1 páginaProcesso de Fabricação Por UltraRener MeloAinda não há avaliações
- Processos de Fabricação Não ConvencionaisDocumento49 páginasProcessos de Fabricação Não ConvencionaisRener MeloAinda não há avaliações
- Epidemiologia ocupacional e acidentes do trabalhoDocumento23 páginasEpidemiologia ocupacional e acidentes do trabalhoRener MeloAinda não há avaliações
- Processo de Fabricação Por UltraDocumento1 páginaProcesso de Fabricação Por UltraRener MeloAinda não há avaliações
- UsinaEletroDocumento2 páginasUsinaEletroRener MeloAinda não há avaliações
- Diagrama de Pareto do dispositivoDocumento2 páginasDiagrama de Pareto do dispositivoRener MeloAinda não há avaliações
- Jato de Agua 1Documento2 páginasJato de Agua 1Rener MeloAinda não há avaliações
- CLPDocumento5 páginasCLPRener MeloAinda não há avaliações
- Prova de Rec - ParalelaDocumento3 páginasProva de Rec - ParalelaRener MeloAinda não há avaliações
- Ergonomia - IndústriaDocumento15 páginasErgonomia - IndústriaJOAO VICTORAinda não há avaliações
- Com o Avanço Do CapitalismoDocumento1 páginaCom o Avanço Do CapitalismoRener MeloAinda não há avaliações
- Provas de Rec. FinalDocumento3 páginasProvas de Rec. FinalRener MeloAinda não há avaliações
- UFPI Eng Prod Métodos Numéricos Prova InterpolaçãoDocumento2 páginasUFPI Eng Prod Métodos Numéricos Prova InterpolaçãoRener MeloAinda não há avaliações
- Usinagem QuímicaDocumento2 páginasUsinagem QuímicaRener MeloAinda não há avaliações
- Plano Materiais I Eng ProduçãoDocumento3 páginasPlano Materiais I Eng ProduçãoRener MeloAinda não há avaliações
- Equilíbrio estatístico de Maxwell-BoltzmannDocumento46 páginasEquilíbrio estatístico de Maxwell-BoltzmannEloise RodriguesAinda não há avaliações
- Determinação da dureza de anéis de borracha para tubulação de PVC rígidoDocumento2 páginasDeterminação da dureza de anéis de borracha para tubulação de PVC rígidoJúlio César PestanaAinda não há avaliações
- FILOSOFIA (1º Ano)Documento6 páginasFILOSOFIA (1º Ano)Marcella MouraAinda não há avaliações
- Liderança: estilos e definição emDocumento28 páginasLiderança: estilos e definição emGabriela Ramos100% (3)
- Corrigenda Da Ficha de Avaliação Final 10386Documento2 páginasCorrigenda Da Ficha de Avaliação Final 10386Marina Santos100% (1)
- Resumo Pequeno 100 Presente Joel JotaDocumento2 páginasResumo Pequeno 100 Presente Joel JotaBruna MyawakiAinda não há avaliações
- Resumo Dos Tempos Verbais em InglêsDocumento1 páginaResumo Dos Tempos Verbais em InglêsAriana MartinsAinda não há avaliações
- FLORICULTURA TROPICAL - Ed01 - 2020Documento216 páginasFLORICULTURA TROPICAL - Ed01 - 2020melmatsuAinda não há avaliações
- 2 Lista de Exercicios Do 4 Bim Do 1 Ano Do EM Energ MecDocumento7 páginas2 Lista de Exercicios Do 4 Bim Do 1 Ano Do EM Energ MecERNANI MARCO RODRIGUES DOS REISAinda não há avaliações
- O Casamento e A Moral: Bertrand RussellDocumento62 páginasO Casamento e A Moral: Bertrand RussellJoao BaptistaAinda não há avaliações
- Orientações de Estudo - Tema 2Documento2 páginasOrientações de Estudo - Tema 2Fernando SimõesAinda não há avaliações
- 2021 - 404 Regulamento UE Lista de Países AutorizadosDocumento117 páginas2021 - 404 Regulamento UE Lista de Países AutorizadosGloria Cristina dos SantosAinda não há avaliações
- O segredo da raposaDocumento8 páginasO segredo da raposaRosana GuiducciAinda não há avaliações
- Edital Abertura 79464da3704d2a3fDocumento49 páginasEdital Abertura 79464da3704d2a3fCharles TeixeiraAinda não há avaliações
- Tipos de saberes e como distinguí-losDocumento17 páginasTipos de saberes e como distinguí-losLucasAinda não há avaliações
- São João Do CaririDocumento8 páginasSão João Do CaririDarisCorreiaAinda não há avaliações
- Carlo BratkeDocumento15 páginasCarlo BratkeGustavo SartoriAinda não há avaliações
- Potencia 2022Documento29 páginasPotencia 2022ANAAinda não há avaliações
- 7º Anos Historia Material 9 As Grandes Navegações I Prof CamilaDocumento5 páginas7º Anos Historia Material 9 As Grandes Navegações I Prof CamilaANA PORTOAinda não há avaliações
- Faixas Auxiliares para VeculosDocumento6 páginasFaixas Auxiliares para VeculosArquimedesAinda não há avaliações
- A Razão Áurea: Uma Proporção Matemática UbíquaDocumento5 páginasA Razão Áurea: Uma Proporção Matemática UbíquaCarlos Messias Righe Dias DiasAinda não há avaliações
- Função afim exercícios curso ESADocumento7 páginasFunção afim exercícios curso ESARuan PyerreAinda não há avaliações
- Filtros industriais em aço inox com diâmetros de 1/4 a 3Documento29 páginasFiltros industriais em aço inox com diâmetros de 1/4 a 3Erik GallAinda não há avaliações
- Est Lista1Documento4 páginasEst Lista1Angelo PrimoAinda não há avaliações
- PDF Ars Magica 5e Fastplay PDF CompressDocumento24 páginasPDF Ars Magica 5e Fastplay PDF CompressJoão CavalcantiAinda não há avaliações
- Atividade 03 (Aula 5 e 6)Documento2 páginasAtividade 03 (Aula 5 e 6)Ricardo CristovaoAinda não há avaliações
- É Moda Virtual 25Documento48 páginasÉ Moda Virtual 25Raquel MaltaAinda não há avaliações
- MODELO. - VPO SAFE - 3 - 1 - 13 - 1 Plano de Seguranca SergipeDocumento23 páginasMODELO. - VPO SAFE - 3 - 1 - 13 - 1 Plano de Seguranca SergipeClovis MatosAinda não há avaliações
- Direitos e políticas do Estatuto da JuventudeDocumento13 páginasDireitos e políticas do Estatuto da JuventudePedroAinda não há avaliações
- Apontamentos Sucintos Ano 2022,2023 FDUC Turma Única Direito Penal IDocumento44 páginasApontamentos Sucintos Ano 2022,2023 FDUC Turma Única Direito Penal Ifernando saAinda não há avaliações