Você também pode gostar
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- ET-M-627 - Vaso - Pressao - Rev - 3 - ComentadoDocumento17 páginasET-M-627 - Vaso - Pressao - Rev - 3 - ComentadoOpencae EngenhariaAinda não há avaliações
- N-58 Símbolos Gráficos para Fluxogramas de Processo e de EngenhariaDocumento35 páginasN-58 Símbolos Gráficos para Fluxogramas de Processo e de EngenhariaGenioOliveiora100% (1)
- Como fazer oxidação negra em armas de fogoDocumento20 páginasComo fazer oxidação negra em armas de fogoJefferson BettiniAinda não há avaliações
- Especificações técnicas de tubos de açoDocumento21 páginasEspecificações técnicas de tubos de açoMarcos Gaspar de MenezesAinda não há avaliações
- RAC 04 Bloqueio, Identificação e Energia ZeroDocumento137 páginasRAC 04 Bloqueio, Identificação e Energia ZeroJonato pereira leaoAinda não há avaliações
- Orçamento Peças ETEDocumento6 páginasOrçamento Peças ETEAndré BressaAinda não há avaliações
- Artigo Tecnico Vasos de PressãoDocumento2 páginasArtigo Tecnico Vasos de PressãoLuciano Marcelo OliveiraAinda não há avaliações
- Regras da Norma API Std 650 para cálculo de espessura de chapas do costado de tanquesDocumento15 páginasRegras da Norma API Std 650 para cálculo de espessura de chapas do costado de tanquesNícoli GaloAinda não há avaliações
- N1205Documento11 páginasN1205Jose Alejandro Mansutti GAinda não há avaliações
- Cabina de Pintura A Pó CPPE 15 - MODELODocumento39 páginasCabina de Pintura A Pó CPPE 15 - MODELOMKM100% (1)
- FornoDocumento147 páginasFornoCláudio FortesAinda não há avaliações
- Iesa - Procedimento de Teste de EstanqueidadeDocumento4 páginasIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaAinda não há avaliações
- Classificação e extinção de incêndiosDocumento51 páginasClassificação e extinção de incêndiosCRISTIANI RAMALHO Cristiani100% (1)
- NBR 7821 NB 89 - TanquesDocumento65 páginasNBR 7821 NB 89 - TanquesMichelleferreirasantAinda não há avaliações
- SV80H Válvula de Segurança e Alívio-Technical InformationDocumento18 páginasSV80H Válvula de Segurança e Alívio-Technical InformationRicardoAinda não há avaliações
- Automação caldeiras válvulas descarga nívelDocumento9 páginasAutomação caldeiras válvulas descarga nívelhchico2010100% (1)
- IT-020 - Instrução Técnica LP - Colorido - InoxDocumento3 páginasIT-020 - Instrução Técnica LP - Colorido - InoxCleiton BuzeliAinda não há avaliações
- DCBI segurança bloqueio dispositivosDocumento2 páginasDCBI segurança bloqueio dispositivosRenatoCostaAinda não há avaliações
- Análise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaNo EverandAnálise do custo logístico de alternativas para aumento da competitividade de uma cadeia logística portuáriaAinda não há avaliações
- Dimensionamento Mecanico de Tuulacaoes, Projeto Normalizado, Analisse de Flexibilidade 1 Ao 10Documento10 páginasDimensionamento Mecanico de Tuulacaoes, Projeto Normalizado, Analisse de Flexibilidade 1 Ao 10Bazan Antequera RuddyAinda não há avaliações
- N 1823 PDFDocumento28 páginasN 1823 PDFEzequiel CastilhoniAinda não há avaliações
- NR 13Documento71 páginasNR 13Dionéia Bertoletti100% (1)
- Parte 02 - Distribuição Vapor CMPDocumento66 páginasParte 02 - Distribuição Vapor CMProdrigo santosAinda não há avaliações
- Cat G PecLeiteira 310517 (Web)Documento14 páginasCat G PecLeiteira 310517 (Web)Anderson Joel PortesAinda não há avaliações
- 3aficha CN5 16fev18Documento7 páginas3aficha CN5 16fev18João Paulo100% (1)
- Memoria Calculo FiltrosDocumento5 páginasMemoria Calculo Filtrosantonio timboAinda não há avaliações
- Norma técnica PETROBRAS para projeto de tanque de armazenamento atmosféricoDocumento76 páginasNorma técnica PETROBRAS para projeto de tanque de armazenamento atmosféricoRaul Humberto Mora VillamizarAinda não há avaliações
- Templante Memorial para Corpo de BombeirosDocumento14 páginasTemplante Memorial para Corpo de BombeirosBrunoAinda não há avaliações
- Tratamento Químico de CaldeirasDocumento19 páginasTratamento Químico de CaldeirasAdriano TerresAinda não há avaliações
- Inspeção CaldeiraDocumento7 páginasInspeção CaldeiraJorginio GomesAinda não há avaliações
- Lista de exercícios sobre geração e distribuição de vaporDocumento3 páginasLista de exercícios sobre geração e distribuição de vaporAnne Louise BarãoAinda não há avaliações
- FISPQ Clean soft álcool etílicoDocumento5 páginasFISPQ Clean soft álcool etílicoKLEVERSONAinda não há avaliações
- Propileno GlicolDocumento23 páginasPropileno GlicolmaycvcAinda não há avaliações
- Calculo Tecnico Aula14bDocumento7 páginasCalculo Tecnico Aula14bProfissional SENAIAinda não há avaliações
- Filtro de cartuchos: funcionamento e cuidadosDocumento27 páginasFiltro de cartuchos: funcionamento e cuidadosGenilton David NascimentoAinda não há avaliações
- End Estanqueidade RevDocumento12 páginasEnd Estanqueidade RevVitor LeonardoAinda não há avaliações
- MT Meganorm Linha Ampliada A2742 0 1p 4Documento12 páginasMT Meganorm Linha Ampliada A2742 0 1p 4Dinho Santana100% (1)
- Estruturas Metalicas Barracão-A3Documento1 páginaEstruturas Metalicas Barracão-A3Rhudson RandowAinda não há avaliações
- Abrigo CG - WhatemartinsDocumento2 páginasAbrigo CG - Whatemartinsanderson_ac658Ainda não há avaliações
- OS-303M - Laudo TécnicoDocumento1 páginaOS-303M - Laudo TécnicoClovisAinda não há avaliações
- AluminioDocumento85 páginasAluminioMiguel Fernandes100% (1)
- Válvula de ControleDocumento6 páginasVálvula de ControleBreno HenriqueAinda não há avaliações
- Processo Metalúrgica Pb.Documento77 páginasProcesso Metalúrgica Pb.Evandro CoelhoAinda não há avaliações
- Uso de Chuveiros e Lava-OlhosDocumento20 páginasUso de Chuveiros e Lava-OlhoscidjusAinda não há avaliações
- FTC Mat Tub 1Documento68 páginasFTC Mat Tub 1eustacco100% (1)
- BiogasDocumento0 páginaBiogasWeslin FerreiraAinda não há avaliações
- Dimensionamento do sistema de esgoto de residência unifamiliarDocumento9 páginasDimensionamento do sistema de esgoto de residência unifamiliarchristian carvalhoAinda não há avaliações
- NBR 06259 PDFDocumento3 páginasNBR 06259 PDFHelton LeonamAinda não há avaliações
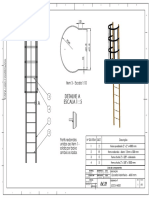
- Detalhe de escada marinheiro com lista de componentesDocumento1 páginaDetalhe de escada marinheiro com lista de componentesLéo Noronha100% (1)
- Roteiro MetalográficoDocumento7 páginasRoteiro MetalográficoRafael Wendhausen BragaAinda não há avaliações
- NBR 17505 e NFPA 30: conceitos básicos sobre líquidos inflamáveis e combustíveisDocumento78 páginasNBR 17505 e NFPA 30: conceitos básicos sobre líquidos inflamáveis e combustíveisDiego BarretoAinda não há avaliações
- Controle de DeformaçõesDocumento59 páginasControle de Deformaçõesstudient10100% (1)
- Cartilha NR 13Documento18 páginasCartilha NR 13Diego Cauper100% (1)
- Determinação Dos Pontos de Fulgor e de Combustão Do BetumeDocumento4 páginasDeterminação Dos Pontos de Fulgor e de Combustão Do BetumeFilipe CastroAinda não há avaliações
- Perguntas e Respostas Sobre Estruturas MetálicasDocumento5 páginasPerguntas e Respostas Sobre Estruturas MetálicasRonie BomAinda não há avaliações
- Corrosão Por PitDocumento5 páginasCorrosão Por PitDGG2010Ainda não há avaliações
- Instalação Tubo-CamisaDocumento4 páginasInstalação Tubo-Camisamarcelohtz3136Ainda não há avaliações
- Exercicios ResistenciaDocumento6 páginasExercicios ResistenciaRafael Zivickovict100% (2)
- FISPQ - Maxtissue LM 660 - 4 - PT - Rev03Documento7 páginasFISPQ - Maxtissue LM 660 - 4 - PT - Rev03qualisuzanomaracaAinda não há avaliações
- Questions - Quimica - Quimica Basica - Materia Substancias e MisturasDocumento11 páginasQuestions - Quimica - Quimica Basica - Materia Substancias e MisturasartAinda não há avaliações
- Introducao A SedimentologiaDocumento16 páginasIntroducao A SedimentologiaTainá SlompoAinda não há avaliações
- Fca Reginaria Produto Educacional 21 de DezembroDocumento48 páginasFca Reginaria Produto Educacional 21 de DezembroGustavo Santos BezerraAinda não há avaliações
- MAPA MENTAL - @sinteseodontoDocumento1 páginaMAPA MENTAL - @sinteseodontoAnna Lara AbreuAinda não há avaliações
- Estudo dos selantes de juntas de pavimentos de concretoDocumento67 páginasEstudo dos selantes de juntas de pavimentos de concretoOmar Fuentes RiosAinda não há avaliações
- NBR 16401 - 2 2008Documento11 páginasNBR 16401 - 2 2008Bolívar Zanella RibeiroAinda não há avaliações
- Manual Knts Super 01Documento46 páginasManual Knts Super 01Daniela MelloAinda não há avaliações
- CAP - Cimento Asfáltico de PetróleoDocumento4 páginasCAP - Cimento Asfáltico de PetróleoAndré FariasAinda não há avaliações
- Avaliação diagnóstica de Química para o Ensino MédioDocumento8 páginasAvaliação diagnóstica de Química para o Ensino MédioLussandra MarquezAinda não há avaliações
- Análise completa da 1a fase da UERJ com os assuntos mais cobrados em BiologiaDocumento59 páginasAnálise completa da 1a fase da UERJ com os assuntos mais cobrados em BiologiaJamily Elias da SilvaAinda não há avaliações
- Roteiro e Prova Global de Português - 6º Ano 3ºbDocumento8 páginasRoteiro e Prova Global de Português - 6º Ano 3ºbLuciana MenesesAinda não há avaliações
- Abnt NBR-5590-1995Documento19 páginasAbnt NBR-5590-1995le_barros09Ainda não há avaliações
- Funções principais em cosméticosDocumento4 páginasFunções principais em cosméticosGabriel ReisAinda não há avaliações
- Lista de Exercícios AnalíticaI IIIDocumento2 páginasLista de Exercícios AnalíticaI IIIShai CristinaAinda não há avaliações
- Chuva de OuroDocumento3 páginasChuva de OuroMaria Perpétua Oliveira RamosAinda não há avaliações
- Manual-Plasma-Flash-120 Rev02 03 2021Documento20 páginasManual-Plasma-Flash-120 Rev02 03 2021Fabio DalmasioAinda não há avaliações
- ZincoDocumento8 páginasZincodanielAinda não há avaliações
- Lista de Exercícios - Semana 18Documento3 páginasLista de Exercícios - Semana 18Iasmim CantuáriaAinda não há avaliações
- Exercícios Sobre Mol e Número de AvogadroDocumento35 páginasExercícios Sobre Mol e Número de Avogadroinesss.ferreiraaaaaAinda não há avaliações
- Ad1 Eqg 2020-2Documento2 páginasAd1 Eqg 2020-2Taís SantosAinda não há avaliações
- 4Documento7 páginas4rodrigojbcAinda não há avaliações
- FISPQ Tinta Epóxi SolventeDocumento9 páginasFISPQ Tinta Epóxi SolventeMarcio BritoAinda não há avaliações
- Fispq 2664 Sikaflex ConstructionDocumento11 páginasFispq 2664 Sikaflex ConstructionDenis FreireAinda não há avaliações
- Tabelas TQDocumento101 páginasTabelas TQcosmos35Ainda não há avaliações
- Classificação, composição e propriedades dos coloides no cotidianoDocumento12 páginasClassificação, composição e propriedades dos coloides no cotidianoAnonymous UYDJtUnAinda não há avaliações
- Catálogo BKTEX - 2023Documento22 páginasCatálogo BKTEX - 2023Evanio Rodrigues JuniorAinda não há avaliações