Você também pode gostar
- Como Educar Seus Filhos em CasaDocumento32 páginasComo Educar Seus Filhos em CasaEduardo Fontes100% (7)
- Relatório Visita LixãoDocumento7 páginasRelatório Visita Lixãomonikete_15100% (1)
- PG02 Procedimento Do Setor de Injeção Plástica Rev.01Documento6 páginasPG02 Procedimento Do Setor de Injeção Plástica Rev.01Sidney Sousa100% (1)
- Relatório de Validação - N°01Documento11 páginasRelatório de Validação - N°01Kiko MáscavoAinda não há avaliações
- Análise de Turbidez em Amostras de ÁguaDocumento3 páginasAnálise de Turbidez em Amostras de ÁguarmdcmAinda não há avaliações
- NBR ISO 17025 - 2001 - Requisitos Gerais para Competencia PDFDocumento20 páginasNBR ISO 17025 - 2001 - Requisitos Gerais para Competencia PDFPaulo Henrique Damasceno MachadoAinda não há avaliações
- Calendário de Leitura Bíblica 2017 Comunidade RamáDocumento2 páginasCalendário de Leitura Bíblica 2017 Comunidade RamáFábio LessaAinda não há avaliações
- Esteres Como FlavorizantesDocumento1 páginaEsteres Como Flavorizantesigor153Ainda não há avaliações
- Inspeção de Fabricação: Curso de Formação de Inspetor de EquipamentosDocumento32 páginasInspeção de Fabricação: Curso de Formação de Inspetor de EquipamentosDionatas SousaAinda não há avaliações
- Instrução de Trabalho - Muro de ArrimoDocumento2 páginasInstrução de Trabalho - Muro de ArrimoleofranklingAinda não há avaliações
- Isolamento térmico de espuma de poliuretanoDocumento2 páginasIsolamento térmico de espuma de poliuretanoArlindo TavaresAinda não há avaliações
- ASTM A-380 - TraduçãoDocumento25 páginasASTM A-380 - TraduçãoJosila Fagundes - Gama Gmail100% (1)
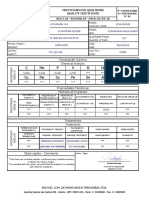
- Ficha Técnica de Produto - Fundição FN042: Revisão: 00 Data: 24/03/2021 Elaboração: Geani Aprovação: Lucas CódigoDocumento3 páginasFicha Técnica de Produto - Fundição FN042: Revisão: 00 Data: 24/03/2021 Elaboração: Geani Aprovação: Lucas CódigoLucas CunhaAinda não há avaliações
- Análise Sistema QualidadeDocumento11 páginasAnálise Sistema QualidadeRobsonstatisticsAinda não há avaliações
- Recebimento de consumíveis de soldagem para minerodutoDocumento12 páginasRecebimento de consumíveis de soldagem para minerodutoEdvanAinda não há avaliações
- Análise de Alcool Ceto Estearílico 30/70Documento2 páginasAnálise de Alcool Ceto Estearílico 30/70holfmandAinda não há avaliações
- Certificado de ParafusosDocumento1 páginaCertificado de ParafusosMauro CostaAinda não há avaliações
- NIT-Dicor-76 - 04 Tratamento de NC Durante Os Processos de AvaliaçãoDocumento3 páginasNIT-Dicor-76 - 04 Tratamento de NC Durante Os Processos de AvaliaçãoPedro José Alves GuimarãesAinda não há avaliações
- Tanques criogênicos para transporte de gases líquidosDocumento2 páginasTanques criogênicos para transporte de gases líquidosSilas Mendes100% (1)
- Doq Cgcre 4 - 02Documento7 páginasDoq Cgcre 4 - 02Anderson CortinhasAinda não há avaliações
- PIT para coroa quadrípartidaDocumento4 páginasPIT para coroa quadrípartidalucasAinda não há avaliações
- FS-QUAL-009 Matriz Mapeamento de Risco Linha-ProdutoDocumento25 páginasFS-QUAL-009 Matriz Mapeamento de Risco Linha-ProdutoSchioppa Rodas e RodíziosAinda não há avaliações
- Lista Dos Lotes de Vacina Covid Com Validade AmpliadaDocumento6 páginasLista Dos Lotes de Vacina Covid Com Validade AmpliadaMetropolesAinda não há avaliações
- Preservação de produtos, matérias-primas e componentesDocumento6 páginasPreservação de produtos, matérias-primas e componentesDiego de OliveiraAinda não há avaliações
- Instrução de Uso - Blast Freezer - ACFRIDocumento13 páginasInstrução de Uso - Blast Freezer - ACFRIThiago FerrazAinda não há avaliações
- Procedimento de Recebimento, Secagem e Distribuição de Consumiveis de SoldagemDocumento8 páginasProcedimento de Recebimento, Secagem e Distribuição de Consumiveis de SoldagemMariana dos Santos Cavatti100% (1)
- Instrução elaboração documentosDocumento7 páginasInstrução elaboração documentosEduardo CalixtoAinda não há avaliações
- 08.4 Relatorio de Controle de Qualidade 2Documento5 páginas08.4 Relatorio de Controle de Qualidade 2fbasting007Ainda não há avaliações
- FOR Cgcre 17 - 15Documento6 páginasFOR Cgcre 17 - 15Rafael Lopes e OliveiraAinda não há avaliações
- Procedimento - LPDocumento8 páginasProcedimento - LPRicardo de Souza CarvalhoAinda não há avaliações
- Controle de validade de produtos químicosDocumento0 páginaControle de validade de produtos químicosLuciano OrvattiAinda não há avaliações
- Gestão qualidade recebimento expedição materiais clientesDocumento6 páginasGestão qualidade recebimento expedição materiais clientesTatiana MenezesAinda não há avaliações
- Calibração EquipamentosDocumento3 páginasCalibração EquipamentosManuel NevesAinda não há avaliações
- PO 07 - Controle de Equipamentos de Inspeção, Medição e PDFDocumento4 páginasPO 07 - Controle de Equipamentos de Inspeção, Medição e PDFKako7711Ainda não há avaliações
- Requisitos de Qualidade e Meio AmbienteDocumento18 páginasRequisitos de Qualidade e Meio AmbienteCamilinhaquimiAinda não há avaliações
- NBR NM 00012 - Cimento Portland - Análise Química - Determinação de Óxido de Cálcio LivreDocumento16 páginasNBR NM 00012 - Cimento Portland - Análise Química - Determinação de Óxido de Cálcio LivreRamilson MachadoAinda não há avaliações
- Abnt11309 PDFDocumento6 páginasAbnt11309 PDFPaschoal FilhoAinda não há avaliações
- Alternativa para Qualificação de SoldadorDocumento2 páginasAlternativa para Qualificação de Soldadoralexsandro_dias_1Ainda não há avaliações
- Proposta de Roteiro para Implementação de Sistema de Gestão Da Qualidade Conforme Requisitos Da Norma ABNT NBR ISO 9001Documento6 páginasProposta de Roteiro para Implementação de Sistema de Gestão Da Qualidade Conforme Requisitos Da Norma ABNT NBR ISO 9001Guilherme Silveira Dos SantosAinda não há avaliações
- Pop 14 - Compras de Matéria PrimaDocumento2 páginasPop 14 - Compras de Matéria PrimaMAGALI MURROAinda não há avaliações
- AlertaQualidadePeçaProblema40Documento3 páginasAlertaQualidadePeçaProblema40Marco SilvaAinda não há avaliações
- POP UsinagemDocumento6 páginasPOP UsinagemBruno BambinetiAinda não há avaliações
- NRG GGQS SGQ 003 TratamentoNaoConformidadeDocumento4 páginasNRG GGQS SGQ 003 TratamentoNaoConformidadeMarcelo VieiraAinda não há avaliações
- Form - Sup - 006 - Avaliação de Desempenho de FornecedorDocumento1 páginaForm - Sup - 006 - Avaliação de Desempenho de FornecedorThiago AndradeAinda não há avaliações
- Procedimento de Inspeção Com Check List (Modelo)Documento5 páginasProcedimento de Inspeção Com Check List (Modelo)Gregory MendesAinda não há avaliações
- Requisitos da qualidade para contratadasDocumento15 páginasRequisitos da qualidade para contratadasJoao DamianiAinda não há avaliações
- ANEXO 04 - QualidadeDocumento20 páginasANEXO 04 - QualidadeRicardo Lemos Santos100% (1)
- Relatorio Dimensional ExemploDocumento1 páginaRelatorio Dimensional ExemploViniAinda não há avaliações
- Reparo e retrabalho de produtos ortopédicosDocumento5 páginasReparo e retrabalho de produtos ortopédicosJaquelineAinda não há avaliações
- Aula 04 - Montagem em Superfície SMT PDFDocumento62 páginasAula 04 - Montagem em Superfície SMT PDFddsffsddAinda não há avaliações
- Planilha de Controle de CalibraçõesDocumento3 páginasPlanilha de Controle de CalibraçõesRonaldo Ricardo FernandesAinda não há avaliações
- Lavador de pneus PITDocumento3 páginasLavador de pneus PITVinicius NunesAinda não há avaliações
- Controle de equipamentosDocumento22 páginasControle de equipamentosTiago A. Silva0% (1)
- Codismon - Especificações Técnicas2Documento17 páginasCodismon - Especificações Técnicas2gorgon3001100% (1)
- Manual Medidor de Vazao EletromagneticoDocumento36 páginasManual Medidor de Vazao Eletromagneticogedi30Ainda não há avaliações
- Modelo Ficha TecnicaDocumento1 páginaModelo Ficha Tecnicafillipe mareschAinda não há avaliações
- Pi-Mv-007-Controle de Desempenho de Soldadores e Operadores de SoldagemDocumento4 páginasPi-Mv-007-Controle de Desempenho de Soldadores e Operadores de SoldagemSidnei RodriguesAinda não há avaliações
- Gyp SOMDocumento6 páginasGyp SOMNaassom VazAinda não há avaliações
- Emprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasNo EverandEmprego do Método AHP para Priorização de Projetos de Automação em uma Linha de Produção de CarroceriasAinda não há avaliações
- Tratamento térmico de aços SAE 8620, 4320 e VMEC 134APDocumento2 páginasTratamento térmico de aços SAE 8620, 4320 e VMEC 134APFábio LessaAinda não há avaliações
- Vedar com perfeição é essencialDocumento16 páginasVedar com perfeição é essencialPitupyAinda não há avaliações
- Instruções reafiação brocas Lenox-TwillDocumento14 páginasInstruções reafiação brocas Lenox-Twillinthelightwork-scribdAinda não há avaliações
- Tratamento térmico de aços SAE 8620, 4320 e VMEC 134APDocumento2 páginasTratamento térmico de aços SAE 8620, 4320 e VMEC 134APFábio LessaAinda não há avaliações
- Ligações Parafusadas (Dicas) - Portal Met@licaDocumento3 páginasLigações Parafusadas (Dicas) - Portal Met@licaFábio LessaAinda não há avaliações
- Procedimento de Tratamento Térmico de NitretaçãoDocumento1 páginaProcedimento de Tratamento Térmico de NitretaçãoFábio LessaAinda não há avaliações
- Proporção ÁureaDocumento1 páginaProporção ÁureaFábio LessaAinda não há avaliações
- ChatGPT - Capital Social QuantificaçãoDocumento3 páginasChatGPT - Capital Social QuantificaçãoFábio LessaAinda não há avaliações
- ChatGPT - Investimentos em Recessão EconômicaDocumento2 páginasChatGPT - Investimentos em Recessão EconômicaFábio LessaAinda não há avaliações
- Glossário do Setor PortuárioDocumento11 páginasGlossário do Setor PortuárioFábio LessaAinda não há avaliações
- Cálculos de Coroas de Barbotin (Calculations For Cable Lifter, Ou, Wildcat Sheaves) ISO 21-1985Documento3 páginasCálculos de Coroas de Barbotin (Calculations For Cable Lifter, Ou, Wildcat Sheaves) ISO 21-1985Fábio Lessa100% (1)
- Análise de fundos imobiliários: preços, dividendos, CAGR e maisDocumento2 páginasAnálise de fundos imobiliários: preços, dividendos, CAGR e maisFábio LessaAinda não há avaliações
- Chaveiras quadradas e retangulares: dimensões e tolerânciasDocumento1 páginaChaveiras quadradas e retangulares: dimensões e tolerânciasFábio LessaAinda não há avaliações
- Ficha Cadastral Residencial NovaDocumento2 páginasFicha Cadastral Residencial NovaFábio LessaAinda não há avaliações
- Quadros de GestãoDocumento2 páginasQuadros de GestãoFábio LessaAinda não há avaliações
- Mecânica Dos Fluidos PDFDocumento82 páginasMecânica Dos Fluidos PDFAntonio MotaAinda não há avaliações
- Redutores Ortogonais - MACOPEMA, Série OMDocumento3 páginasRedutores Ortogonais - MACOPEMA, Série OMFábio LessaAinda não há avaliações
- Redutores Por Rosca Sem Fim - MACOPEMA, Série RDocumento5 páginasRedutores Por Rosca Sem Fim - MACOPEMA, Série RFábio LessaAinda não há avaliações
- Info Tec Alumi Alumi7075Documento3 páginasInfo Tec Alumi Alumi7075Fábio LessaAinda não há avaliações
- Apostila de Lubrificação Básica Da IpirangaDocumento67 páginasApostila de Lubrificação Básica Da Ipirangagebara0875% (4)
- Inversor de Frequencia - Conceito e Tecnicas de AplicacaoDocumento150 páginasInversor de Frequencia - Conceito e Tecnicas de AplicacaoNildo TrindadeAinda não há avaliações
- Termos Do Teste EmbraerDocumento2 páginasTermos Do Teste EmbraerFábio LessaAinda não há avaliações
- Alemanha Facilita Validação de Diploma Estrangeiro - Brasil Alemanha NewsDocumento2 páginasAlemanha Facilita Validação de Diploma Estrangeiro - Brasil Alemanha NewsFábio LessaAinda não há avaliações
- NET Vírtua - 10 MegaDocumento2 páginasNET Vírtua - 10 MegaFábio LessaAinda não há avaliações
- Óleos Lubrificantes para Engrenagens - LUBRAX GEARDocumento3 páginasÓleos Lubrificantes para Engrenagens - LUBRAX GEARFábio Lessa100% (1)
- Oportunidades de Estudo Na HolandaDocumento7 páginasOportunidades de Estudo Na HolandaFábio LessaAinda não há avaliações
- Cólicas No Bebê X Amamentação (Guia Completo)Documento5 páginasCólicas No Bebê X Amamentação (Guia Completo)Fábio LessaAinda não há avaliações
- CONSULTA RÁPIDA - Tolerâncias, Ajustes e AcabamentosDocumento6 páginasCONSULTA RÁPIDA - Tolerâncias, Ajustes e AcabamentosFábio LessaAinda não há avaliações
- Filtros de Sucção Hidráulicos Série SUSDocumento49 páginasFiltros de Sucção Hidráulicos Série SUSMichael BrennanAinda não há avaliações
- Termos Do Teste EmbraerDocumento2 páginasTermos Do Teste EmbraerFábio LessaAinda não há avaliações
- Fusion Duralink adhesivo sistema instruccionesDocumento2 páginasFusion Duralink adhesivo sistema instruccionesafmafmAinda não há avaliações
- AAS EfervescenteDocumento14 páginasAAS EfervescenteNemésio Carlos SilvaAinda não há avaliações
- Cfbb3 Copetti, N. F. Aditivos Alimentares e Suas Consequencias para A Saude Humana. Nutricao. Lages Unifacvest, 2019 02Documento56 páginasCfbb3 Copetti, N. F. Aditivos Alimentares e Suas Consequencias para A Saude Humana. Nutricao. Lages Unifacvest, 2019 02Artur BilaAinda não há avaliações
- Farmacocinética PDFDocumento2 páginasFarmacocinética PDFLisandra AmericoAinda não há avaliações
- Vidros Construção: Tipos, Fabricação, AplicaçõesDocumento53 páginasVidros Construção: Tipos, Fabricação, Aplicaçõesmatheus dubasAinda não há avaliações
- Bloco 6 AnoDocumento33 páginasBloco 6 AnoPriscila MoraisAinda não há avaliações
- FISPQ Tinta AcrílicaDocumento7 páginasFISPQ Tinta AcrílicaLísiaMariaFreitasLúcioAinda não há avaliações
- História da coloração de cabelosDocumento118 páginasHistória da coloração de cabelosAline Mysock100% (3)
- Monografia Lucas Cateb Rev.1Documento31 páginasMonografia Lucas Cateb Rev.1Djessica Tuani KreinAinda não há avaliações
- Ensaio Líquidos Penetrantes Superfície DefeitosDocumento41 páginasEnsaio Líquidos Penetrantes Superfície DefeitosGeneses AmorimAinda não há avaliações
- Reação fotoquímica cloreto de prataDocumento8 páginasReação fotoquímica cloreto de prataIlda MiguelAinda não há avaliações
- Como funcionam os aterros sanitários e o tratamento do chorumeDocumento45 páginasComo funcionam os aterros sanitários e o tratamento do chorumeEmerson CamposAinda não há avaliações
- Cálculo de ração com quadrado de PearsonDocumento17 páginasCálculo de ração com quadrado de PearsonDanilo Vargas Goncalves VieiraAinda não há avaliações
- Grafitex 904Documento2 páginasGrafitex 904Waldicyr Favoretti FilhoAinda não há avaliações
- Tratamento de inoculação em ferros fundidosDocumento3 páginasTratamento de inoculação em ferros fundidoshugo955100% (1)
- Soluções lipídicas e antagonistas competitivos para intoxicaçõesDocumento1 páginaSoluções lipídicas e antagonistas competitivos para intoxicaçõesTaisaAinda não há avaliações
- Especificação técnica para fornecimento de materiais em PRFVDocumento3 páginasEspecificação técnica para fornecimento de materiais em PRFVBruno AlfanoAinda não há avaliações
- 03 Apostila BC Cate Epi Epr 18Documento9 páginas03 Apostila BC Cate Epi Epr 18Paulo_loyola0% (1)
- Nanocompósitos Polímeros IndústriaDocumento34 páginasNanocompósitos Polímeros IndústriaGabriel FreitasAinda não há avaliações
- BioGeo10 Ficha de Trabalho - Transporte MembranarDocumento3 páginasBioGeo10 Ficha de Trabalho - Transporte MembranarAna Rita Rainho88% (17)
- FISPQ-JUMBO Solvente para EpóxiDocumento7 páginasFISPQ-JUMBO Solvente para EpóxiTiago da silva gonçalvesAinda não há avaliações
- Ficha Apoio 28 ResDocumento4 páginasFicha Apoio 28 ResVanessa GusmonAinda não há avaliações
- Tabela de Aços e NormasDocumento57 páginasTabela de Aços e NormasRafaela RodriguesAinda não há avaliações
- A longa revolução química: da medicina à ciência independenteDocumento12 páginasA longa revolução química: da medicina à ciência independenteEmanoel Igor OliveiraAinda não há avaliações
- PolimerosDocumento8 páginasPolimerosLudmilla SilvaAinda não há avaliações
- Avaliação On-Line 1 (AOL 1) - Questionário sobre Fissuração e Corrosão em Estruturas de Concreto ArmadoDocumento9 páginasAvaliação On-Line 1 (AOL 1) - Questionário sobre Fissuração e Corrosão em Estruturas de Concreto ArmadoAissa SantosAinda não há avaliações
- Sistemas emulsionados para liberação de fármacosDocumento64 páginasSistemas emulsionados para liberação de fármacosSamuel JosyAinda não há avaliações
- 7a Olimpíada de Química do Rio de Janeiro - 2012Documento8 páginas7a Olimpíada de Química do Rio de Janeiro - 2012Helo CintraAinda não há avaliações