Você também pode gostar
- Ar 260Documento2 páginasAr 260Lucas MouraAinda não há avaliações
- Plastic Steel A Putty: 10110 - 450g / 10120 - 1,8Kg / 10130 - 11,3KgDocumento2 páginasPlastic Steel A Putty: 10110 - 450g / 10120 - 1,8Kg / 10130 - 11,3KgKaka PoerschkeAinda não há avaliações
- TDB Dirko HT Oxim PT BRDocumento5 páginasTDB Dirko HT Oxim PT BRSandro RochaAinda não há avaliações
- DEVCON - SIDEROS - Plasteel (BT - Solda A Frio Inox)Documento2 páginasDEVCON - SIDEROS - Plasteel (BT - Solda A Frio Inox)LeonelAinda não há avaliações
- Revestimento poliuretano 100% sólidos Zebron 486/9000Documento3 páginasRevestimento poliuretano 100% sólidos Zebron 486/9000Gilvan Silva50% (2)
- BraskemLH 537Documento1 páginaBraskemLH 537Edilson GutierrezAinda não há avaliações
- Macropoxy 646 MR - BB58WZ06101329000 - 16.02.2022 1 PDFDocumento4 páginasMacropoxy 646 MR - BB58WZ06101329000 - 16.02.2022 1 PDFElsom MachadoAinda não há avaliações
- Ficha Técnica Geomembrana Pead TexturizadaDocumento1 páginaFicha Técnica Geomembrana Pead TexturizadaElielson SousaAinda não há avaliações
- Folha de Dados do Polie leno de Alta Densidade HS5502Documento1 páginaFolha de Dados do Polie leno de Alta Densidade HS5502GSAinda não há avaliações
- Resina epóxi de superfícieDocumento5 páginasResina epóxi de superfícieUendel Rique Góes da SivaAinda não há avaliações
- Hs5502xp PTBR AstmDocumento1 páginaHs5502xp PTBR AstmLilian Vasconcelos PedreiraAinda não há avaliações
- Araldite Av138 hv998 PortuguesDocumento5 páginasAraldite Av138 hv998 PortuguesPaulo CardosoAinda não há avaliações
- Sikadur - 55 SLVDocumento4 páginasSikadur - 55 SLVDiego SelliAinda não há avaliações
- Mobil SHC Rarus Se Rie Numerada Pds 2016Documento2 páginasMobil SHC Rarus Se Rie Numerada Pds 2016Felipe RaposoAinda não há avaliações
- Pead SiteDocumento3 páginasPead SiteMauricio Kosmala JuniorAinda não há avaliações
- Hs5407 PTBR AstmDocumento1 páginaHs5407 PTBR AstmAmanda VictoriaAinda não há avaliações
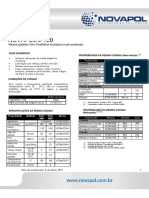
- Resina poliéster AZ 4.7 para laminação náutica de alto desempenhoDocumento2 páginasResina poliéster AZ 4.7 para laminação náutica de alto desempenhoHumberto BogazAinda não há avaliações
- Ficha Técnica: Porta Vai e Vem ABS Macam Brasil - Especificações e CaracterísticasDocumento2 páginasFicha Técnica: Porta Vai e Vem ABS Macam Brasil - Especificações e CaracterísticasmacambrasilAinda não há avaliações
- Datasheet TPUDocumento2 páginasDatasheet TPUIsmael SantosAinda não há avaliações
- MAKER_SYNTHETIC_COMPRESSOR_PTDocumento1 páginaMAKER_SYNTHETIC_COMPRESSOR_PTThiago MolverstetAinda não há avaliações
- Boletim Técnico Novapol L 120Documento2 páginasBoletim Técnico Novapol L 120Luis BarboAinda não há avaliações
- Dupont Corian Brasil Propriedades e Resistencia PDFDocumento6 páginasDupont Corian Brasil Propriedades e Resistencia PDFClaudio BergalliAinda não há avaliações
- GF4950 PTBR ASTMDocumento1 páginaGF4950 PTBR ASTMLilian Vasconcelos PedreiraAinda não há avaliações
- Especificações técnicas e propriedades da geomembrana PEAD lisa de 0,80 a 2,50 mm de espessuraDocumento1 páginaEspecificações técnicas e propriedades da geomembrana PEAD lisa de 0,80 a 2,50 mm de espessuraGlaucoSantosAinda não há avaliações
- Polipropileno CP 180R: DescriçãoDocumento1 páginaPolipropileno CP 180R: DescriçãoFernando MazziniAinda não há avaliações
- Boletim Técnico Impertech Gold - Rev.09Documento4 páginasBoletim Técnico Impertech Gold - Rev.09weslleyAinda não há avaliações
- Boletim Técnico - CMSD - Masking - Fita 2460Documento5 páginasBoletim Técnico - CMSD - Masking - Fita 2460Ana KarolineAinda não há avaliações
- Adesivo Epoxy AR345 Sistema de ColagemDocumento2 páginasAdesivo Epoxy AR345 Sistema de ColagemAlmir Silva NetoAinda não há avaliações
- PETRONAS Tutela Trans To 4 Rev4Documento3 páginasPETRONAS Tutela Trans To 4 Rev4rodineiAinda não há avaliações
- Urania 15W40 PDFDocumento2 páginasUrania 15W40 PDFvendedores annelAinda não há avaliações
- Trans TO4 10WDocumento3 páginasTrans TO4 10Wvendedores annelAinda não há avaliações
- poliuretano-pu-635Documento3 páginaspoliuretano-pu-635willislopes0709Ainda não há avaliações
- GF4960 polipropileno de alta densidade para soproDocumento1 páginaGF4960 polipropileno de alta densidade para soprovinicius SouzaAinda não há avaliações
- Araldite AV 138 Endurecedor HV 998 Latam PortDocumento6 páginasAraldite AV 138 Endurecedor HV 998 Latam PortPaulo CardosoAinda não há avaliações
- Maker Synthetic Thor 100 PTDocumento1 páginaMaker Synthetic Thor 100 PTtvsalaxiaomi55Ainda não há avaliações
- Polietileno de alta densidade HS5103 folha dadosDocumento1 páginaPolietileno de alta densidade HS5103 folha dadosAmanda VictoriaAinda não há avaliações
- Fita anticorrosiva para proteção de tubulaçõesDocumento3 páginasFita anticorrosiva para proteção de tubulaçõeshwaf70Ainda não há avaliações
- Fita anticorrosiva para proteção de tubulaçõesDocumento3 páginasFita anticorrosiva para proteção de tubulaçõesVereador ExclusivoAinda não há avaliações
- Boletim Tecnico Hardthane SMP 340Documento6 páginasBoletim Tecnico Hardthane SMP 340plasmavids7741Ainda não há avaliações
- Magna SW D-pds-PortDocumento2 páginasMagna SW D-pds-PortAnonymous 1U2zVGXE8Ainda não há avaliações
- Gear Competition 75w 140Documento1 páginaGear Competition 75w 140Marcelo Santo AndréAinda não há avaliações
- Boletim técnico Jotaguard 100Documento6 páginasBoletim técnico Jotaguard 100Ricardo CarvalhoAinda não há avaliações
- PDS - Petronas Arbor MTF BF 10W-30Documento2 páginasPDS - Petronas Arbor MTF BF 10W-30marcelo cunhaAinda não há avaliações
- Resina poliéster isoftálica CRISTALAN 1870Documento2 páginasResina poliéster isoftálica CRISTALAN 1870edineijrAinda não há avaliações
- Datasheet - Braskem PP H 301Documento1 páginaDatasheet - Braskem PP H 301Marcos KodairaAinda não há avaliações
- Ficha técnica do material POMDocumento2 páginasFicha técnica do material POMcristinamss33Ainda não há avaliações
- Techzinc 0130 Shop Primer bicomponente anticorrosivoDocumento6 páginasTechzinc 0130 Shop Primer bicomponente anticorrosivobarrosojmsAinda não há avaliações
- PDS PT-BR 20220128Documento2 páginasPDS PT-BR 20220128Pablo FernandoAinda não há avaliações
- Ficha Técnica Optigear BMDocumento2 páginasFicha Técnica Optigear BMTiago VieiraAinda não há avaliações
- Optigear 320Documento3 páginasOptigear 320FD Santos SilvaAinda não há avaliações
- Sikadur - 31 NormalDocumento3 páginasSikadur - 31 Normalsimons79Ainda não há avaliações
- Manual Técnico Telhas - FibralitDocumento9 páginasManual Técnico Telhas - FibralitrogerAinda não há avaliações
- FLAKEGLASS 500 EN-2912 BT Portugues PDFDocumento2 páginasFLAKEGLASS 500 EN-2912 BT Portugues PDFosvaldo lopezAinda não há avaliações
- PDS - PETRONAS Urania 3000 K 10W-40Documento2 páginasPDS - PETRONAS Urania 3000 K 10W-40Iago Teixeira50% (2)
- TX7001 PTBR ASTMDocumento1 páginaTX7001 PTBR ASTMDiego Borges de PaulaAinda não há avaliações
- Datasheet Suprallube Air Compressor PGDocumento2 páginasDatasheet Suprallube Air Compressor PGAlexandreIzidoroPradoAinda não há avaliações
- Resiprimer N-2680Documento2 páginasResiprimer N-2680cvfAinda não há avaliações
- Boletim técnico sobre tinta epóxi Jotaguard 100Documento5 páginasBoletim técnico sobre tinta epóxi Jotaguard 100Esdras SilvaAinda não há avaliações
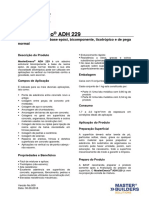
- Ficha - Tecnica - MasterEmaco ADH 229 v0 30 09 2016Documento4 páginasFicha - Tecnica - MasterEmaco ADH 229 v0 30 09 2016Sandro da SilvaAinda não há avaliações
- Testes Físico-químicos Em Derivados De PetróleoNo EverandTestes Físico-químicos Em Derivados De PetróleoAinda não há avaliações
- Módulo 5 - Tempo de ReverberaçãoDocumento49 páginasMódulo 5 - Tempo de ReverberaçãoEdilson BatistaAinda não há avaliações
- Módulo 2 - Conceitos de Propagação SonoraDocumento44 páginasMódulo 2 - Conceitos de Propagação SonoraEdilson BatistaAinda não há avaliações
- Medicaoecalculolumi ProedDocumento12 páginasMedicaoecalculolumi ProedMichele CarolinaAinda não há avaliações
- Módulo 4 - Tipos de Fontes SonorasDocumento38 páginasMódulo 4 - Tipos de Fontes SonorasEdilson BatistaAinda não há avaliações
- ProAcustica ManualContrapisosFlutuantes Nov-2015Documento27 páginasProAcustica ManualContrapisosFlutuantes Nov-2015Daniele Santos MartinsAinda não há avaliações
- At NGD 30eDocumento84 páginasAt NGD 30eAlexandreLimaAinda não há avaliações
- Esclerometro 01Documento53 páginasEsclerometro 01milajoia@hotmail.comAinda não há avaliações
- BRZ20CSB As Oportunidades e o Impacto Das Impressoes 3D para A EngenhariaDocumento16 páginasBRZ20CSB As Oportunidades e o Impacto Das Impressoes 3D para A EngenhariaEdilson BatistaAinda não há avaliações
- AUT274 - Procedimentos - Cálculo - Ilum - 2017-Aula JoanaDocumento46 páginasAUT274 - Procedimentos - Cálculo - Ilum - 2017-Aula JoanaNetto Rodrigues AlvesAinda não há avaliações
- Fundição Na Indústria de JóiasDocumento7 páginasFundição Na Indústria de JóiasSaulo SouzaAinda não há avaliações
- Catálogo Saint-Gobain PAM - 2023Documento476 páginasCatálogo Saint-Gobain PAM - 2023Tiago Nunes LeiteAinda não há avaliações
- Moldagem PDF FinalDocumento58 páginasMoldagem PDF Finalmichela melissaAinda não há avaliações
- Volume Conteudo Projecto 2013Documento15 páginasVolume Conteudo Projecto 2013Julio joaquim tembisseAinda não há avaliações
- Tarde Prova 34 Tecnico de Manutencao Jnior MecanicaDocumento11 páginasTarde Prova 34 Tecnico de Manutencao Jnior MecanicaDouglas LafaieteAinda não há avaliações
- Projeto de Um Pedalbox para Formula SaeDocumento27 páginasProjeto de Um Pedalbox para Formula Saepedro.pedrohenrique.phrAinda não há avaliações
- Imagine Que Você Trabalha Como Engenheiro de Projetos em Uma Empresa Do Ramo Frigorífico Na Região Central Do Brasil.Documento3 páginasImagine Que Você Trabalha Como Engenheiro de Projetos em Uma Empresa Do Ramo Frigorífico Na Região Central Do Brasil.AZUL ASSESSORIA ACADÊMICAAinda não há avaliações
- Mec+Énica Dos Flu+Ìdos e Hidr+Üulica - (Unifatecie)Documento86 páginasMec+Énica Dos Flu+Ìdos e Hidr+Üulica - (Unifatecie)DORIEDSON JESUS ROSAAinda não há avaliações
- Fundição e SoldagemDocumento36 páginasFundição e SoldagemWellinton BastosAinda não há avaliações
- Prova 31 Técnico de Laboratório Área MetalurgiaDocumento7 páginasProva 31 Técnico de Laboratório Área MetalurgiaTiago FerreiraAinda não há avaliações
- MOLDERIA Es PTDocumento41 páginasMOLDERIA Es PTDevailson nunes LimaAinda não há avaliações
- 19-Especificacoes Tecnicas GeraisDocumento44 páginas19-Especificacoes Tecnicas GeraissaviomussiAinda não há avaliações
- Relatório de Ação Corretiva - RAC - 02-24Documento2 páginasRelatório de Ação Corretiva - RAC - 02-24Caio DeodatoAinda não há avaliações
- Catalogo CalendeDocumento24 páginasCatalogo CalendeDébora CristinaAinda não há avaliações
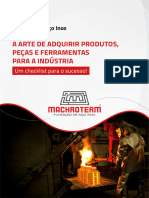
- Ebook Machroterm Fundicao Aco InoxDocumento17 páginasEbook Machroterm Fundicao Aco InoxWilson SilvaAinda não há avaliações
- Catálogo Nacional de QualificaçõesDocumento9 páginasCatálogo Nacional de QualificaçõesmjsAinda não há avaliações
- Molde de Gaveta e PinçasDocumento19 páginasMolde de Gaveta e PinçasVih souzaAinda não há avaliações
- Mapa - Processos de Fabricação Mecânica e Metrologia - 532023Documento8 páginasMapa - Processos de Fabricação Mecânica e Metrologia - 532023action09 action09Ainda não há avaliações
- Slides Da Aula de Gesso Utilizado Na Prática OdontológicaDocumento4 páginasSlides Da Aula de Gesso Utilizado Na Prática OdontológicaWilliam ValadãoAinda não há avaliações
- CATÁLOGO IMAM 2023Documento66 páginasCATÁLOGO IMAM 2023LÍDER AGROPEÇASAinda não há avaliações
- Simulação e Aferição Das Relações Das Áreas Dos Canais de Enchimento para Uma Liga Al-Si Vazada em Molde de Areia VerdeDocumento21 páginasSimulação e Aferição Das Relações Das Áreas Dos Canais de Enchimento para Uma Liga Al-Si Vazada em Molde de Areia VerdefbmetalcastingAinda não há avaliações
- Questionario de FundicaoDocumento5 páginasQuestionario de Fundicaofabioelizandro20Ainda não há avaliações
- 03.1 Fundição Shell MoldingDocumento10 páginas03.1 Fundição Shell MoldingrobsonAinda não há avaliações
- Petrobras Enfase 07 Manutencao-Mecanica - 24-02Documento15 páginasPetrobras Enfase 07 Manutencao-Mecanica - 24-02philipeAinda não há avaliações
- Planejamento e Controle de Manutenção (PCM) em Unidade Hidráulica de Alto Forno - Estudo de Caso - TCC - Yuri F. CostaDocumento25 páginasPlanejamento e Controle de Manutenção (PCM) em Unidade Hidráulica de Alto Forno - Estudo de Caso - TCC - Yuri F. CostaInternet File SystemAinda não há avaliações
- Cristiane Lessmann de AraujoDocumento56 páginasCristiane Lessmann de AraujoMiserio Andre LuisAinda não há avaliações
- Lista 3° TrimestreDocumento4 páginasLista 3° TrimestrepedrorafaeloruimAinda não há avaliações
- 220224-Oficinas Gerais-Probrama Tematico e analitco-2024Documento31 páginas220224-Oficinas Gerais-Probrama Tematico e analitco-2024Henrique DuceAinda não há avaliações
- Reckli FR Technique de Moulage - FR.PTDocumento72 páginasReckli FR Technique de Moulage - FR.PTDevailson nunes LimaAinda não há avaliações
- Santos Mariana Souza TCCDocumento49 páginasSantos Mariana Souza TCCDouglas dos SantosAinda não há avaliações