Você também pode gostar
- Módulo 3 Processos de SoldagemDocumento139 páginasMódulo 3 Processos de SoldagemLuciano AlvesAinda não há avaliações
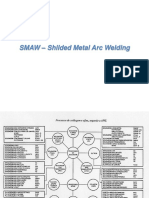
- 02 SmawDocumento25 páginas02 SmawvitorAinda não há avaliações
- Memorial Projeto EletricoDocumento28 páginasMemorial Projeto EletricoDavi Feltrin100% (1)
- Dicionario Tecnico Ingles PortuguesDocumento9 páginasDicionario Tecnico Ingles PortuguesAnonymous vJOOkQmAinda não há avaliações
- Máquina de solda: tipos e segurançaDocumento32 páginasMáquina de solda: tipos e segurançaJosé Ricardo SartoriAinda não há avaliações
- Recomendações para soldagem de conectores Stud BoltDocumento4 páginasRecomendações para soldagem de conectores Stud BoltCitranAinda não há avaliações
- APR-010 - Solda Dos TrilhosDocumento4 páginasAPR-010 - Solda Dos TrilhosFabio Ferreira0% (1)
- Kingspan-Isoeste-TP40-Manual-de-Instalação-PT-BRDocumento28 páginasKingspan-Isoeste-TP40-Manual-de-Instalação-PT-BRmanutencaoAinda não há avaliações
- Plano de inspeção e testes para tanque de armazenamentoDocumento7 páginasPlano de inspeção e testes para tanque de armazenamentorodrigoq1Ainda não há avaliações
- ACOMPANHAMENTO SOLDAGEMDocumento19 páginasACOMPANHAMENTO SOLDAGEMRafael SoaresAinda não há avaliações
- Especificação e Memorial de Cálculo de Instalações ElétricasDocumento7 páginasEspecificação e Memorial de Cálculo de Instalações ElétricasMiriam Cristina CamachoAinda não há avaliações
- Recomendações básicas para soldagem de Stud BoltsDocumento4 páginasRecomendações básicas para soldagem de Stud BoltsLorena Incutto BastosAinda não há avaliações
- Normas - Asme Sec - VIIIDocumento7 páginasNormas - Asme Sec - VIIISantos SilvestreAinda não há avaliações
- Inversora Esab LHN 220i PlusDocumento20 páginasInversora Esab LHN 220i PlusFranz Wagner100% (1)
- Treinamento de Soldagem de Componentes EletrônicosDocumento19 páginasTreinamento de Soldagem de Componentes EletrônicosRenanAinda não há avaliações
- DPT2600 - DPT3100 Rev 1Documento17 páginasDPT2600 - DPT3100 Rev 1INTERPLASMA CORTE E SOLDAAinda não há avaliações
- IT-08-046Rev.01 - Execução de SoldagemDocumento6 páginasIT-08-046Rev.01 - Execução de SoldagemRodrigo SousaAinda não há avaliações
- _LHN_220i_Plus_50-60Hz_ptDocumento20 páginas_LHN_220i_Plus_50-60Hz_ptOficina de Inversoras de soldaAinda não há avaliações
- Processos de Soldagem e Corte TRABALHO DA TEREZADocumento41 páginasProcessos de Soldagem e Corte TRABALHO DA TEREZAGiselly BiancaAinda não há avaliações
- Kingspan Isoeste TP40 Manual de Instalação PT BRDocumento28 páginasKingspan Isoeste TP40 Manual de Instalação PT BRUbiraci OliveiraAinda não há avaliações
- Teste de Tubulação 2Documento21 páginasTeste de Tubulação 2Laercio CanhaAinda não há avaliações
- Apostila de Paineis ElétricosDocumento18 páginasApostila de Paineis ElétricosRenato Silva100% (1)
- Mse 24 CRDocumento12 páginasMse 24 CRRodrigo SousaAinda não há avaliações
- RGE disjuntores técnicasDocumento25 páginasRGE disjuntores técnicasDanielClemessonAinda não há avaliações
- Smashweld 257M: Manual Do Usuário e Peças de ReposiçãoDocumento32 páginasSmashweld 257M: Manual Do Usuário e Peças de ReposiçãoleonardollvAinda não há avaliações
- Manual Instalacao KOS 24FCDocumento32 páginasManual Instalacao KOS 24FCRicardo Lessa NevesAinda não há avaliações
- Super Bantam 256 ManualDocumento14 páginasSuper Bantam 256 ManualVinicius AntheroAinda não há avaliações
- Medição de resistência de aterramento com terrômetro analógicoDocumento16 páginasMedição de resistência de aterramento com terrômetro analógicoLeison PabloAinda não há avaliações
- Papel Timbrado DMDocumento4 páginasPapel Timbrado DMDarci Santiago SantosAinda não há avaliações
- Necessidades Básicas - SOMATOM Go - Now - Ver 3.0Documento3 páginasNecessidades Básicas - SOMATOM Go - Now - Ver 3.0highwtonAinda não há avaliações
- Instalação equipamento eletromédico requisitosDocumento3 páginasInstalação equipamento eletromédico requisitosHygor AzevedoAinda não há avaliações
- Manual For Induction Motors and Generators - PT (BR)Documento132 páginasManual For Induction Motors and Generators - PT (BR)CamargoAinda não há avaliações
- Arp - Case - Son - Memorial Descritivo - 2012-03-05 - R0Documento9 páginasArp - Case - Son - Memorial Descritivo - 2012-03-05 - R0William WanderleyAinda não há avaliações
- Montagem de isolamento térmico a alta temperaturaDocumento57 páginasMontagem de isolamento térmico a alta temperaturaJonas100% (2)
- Treinamento A Quente NR 34 - Novo - Grupo TelegramDocumento150 páginasTreinamento A Quente NR 34 - Novo - Grupo TelegramPRISCILA FABIOLA FERREIRAAinda não há avaliações
- Instalações elétricas para terminal de passageiros no aeroporto de VitóriaDocumento10 páginasInstalações elétricas para terminal de passageiros no aeroporto de VitóriaAnderson DiasAinda não há avaliações
- 461 Maquina de Solda Mig.Documento16 páginas461 Maquina de Solda Mig.Nilton sergio gomes lins100% (1)
- NBR 11790 - 90 (EB-2086) - Isolador Suporte de Porcelana Ou Vidro, para Tensões Acima de 1000V - 11pagDocumento11 páginasNBR 11790 - 90 (EB-2086) - Isolador Suporte de Porcelana Ou Vidro, para Tensões Acima de 1000V - 11pagClaudio Lorenzoni100% (1)
- Projeto subestação elétrica hospital 225 kVADocumento12 páginasProjeto subestação elétrica hospital 225 kVAbanzeiroAinda não há avaliações
- Medição de EspessuraDocumento17 páginasMedição de Espessurarickjbastos100% (2)
- Manual técnico de corte a plasmaDocumento15 páginasManual técnico de corte a plasmawilber chavezAinda não há avaliações
- INSPEÇÃO DE ARMAZENAGEM E SECAGEM DE ELETRODOSDocumento5 páginasINSPEÇÃO DE ARMAZENAGEM E SECAGEM DE ELETRODOSBruno Barbosa MeloAinda não há avaliações
- Índice Geral de Normas de Segurança para Serras de FitaDocumento21 páginasÍndice Geral de Normas de Segurança para Serras de FitaDaniel PinheiroAinda não há avaliações
- Memorial Descritivo Elétrico SUC 56Documento7 páginasMemorial Descritivo Elétrico SUC 56ERISSONAinda não há avaliações
- Rel+caldeira+m P+813Documento14 páginasRel+caldeira+m P+813Marcelo Augusto Braga ZorteaAinda não há avaliações
- 06 Patologias SPEDocumento25 páginas06 Patologias SPEJoão Guilherme Preto SouzaAinda não há avaliações
- Memorial DescritivoDocumento19 páginasMemorial DescritivoJoão Luiz marquesAinda não há avaliações
- Ele Mem 52040119 Mai2020Documento11 páginasEle Mem 52040119 Mai2020Marcus ViniciusAinda não há avaliações
- Instalações Elétricas ApartamentoDocumento5 páginasInstalações Elétricas Apartamentofhilipei100% (1)
- Instalação elétrica passo a passoDocumento3 páginasInstalação elétrica passo a passoFernando AugustoAinda não há avaliações
- Manual Estação Solda HK-936Documento13 páginasManual Estação Solda HK-936Leandro CamposAinda não há avaliações
- Apr de SoldaDocumento4 páginasApr de SoldaThaís OliveiraAinda não há avaliações
- Projeto de instalações elétricas de portal no município de Campo Largo do PiauíDocumento12 páginasProjeto de instalações elétricas de portal no município de Campo Largo do Piauíjunior diasAinda não há avaliações
- Memorial Descritovo 3 A EletricoDocumento16 páginasMemorial Descritovo 3 A EletricoMarcelo CorrêaAinda não há avaliações
- Laudo Instalações Elétricas - Edifício Athenas Garden - REV 02 PDFDocumento23 páginasLaudo Instalações Elétricas - Edifício Athenas Garden - REV 02 PDFRaíssa Mota100% (6)
- Especificações Técnicas Dos Eletrodutos e CaixasDocumento7 páginasEspecificações Técnicas Dos Eletrodutos e CaixasDaniel MoreiraAinda não há avaliações
- Manual de Motor Eléctrico Modelo BBM33L ExtraDocumento15 páginasManual de Motor Eléctrico Modelo BBM33L Extrapedrinho85Ainda não há avaliações
- Soldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasNo EverandSoldagem Para Iniciantes Os Segredos Para Soldar, Cortar E Moldar Metal Como Um Verdadeiro Profissional | Aprenda A Trabalhar Com Qualquer Metal E Obtenha Habilidades De Trabalho ExtraordináriasAinda não há avaliações
- Classes GramaticaisDocumento4 páginasClasses GramaticaisJANETE FEDERICOAinda não há avaliações
- Dissertação sobre os métodos para se tornar primeiro-ministroDocumento19 páginasDissertação sobre os métodos para se tornar primeiro-ministroCleide Rodrigues RodriguesAinda não há avaliações
- Veneno Na TorneiraDocumento5 páginasVeneno Na TorneiraMyotrixAinda não há avaliações
- A Biblia Do Cetico Absurdos Na BibliaDocumento30 páginasA Biblia Do Cetico Absurdos Na BibliaJose Antonio carro ANINHA FESTASAinda não há avaliações
- Fórmulas de CinemáticaDocumento3 páginasFórmulas de CinemáticaBruno Finoti100% (1)
- Manual Didático Pedagógico LEGO EDUCATIONDocumento124 páginasManual Didático Pedagógico LEGO EDUCATIONEvandro Andrade100% (3)
- Os Mestres e a SendaDocumento235 páginasOs Mestres e a SendaEmanuel RudekAinda não há avaliações
- Defesa do Sola Scriptura contra o Partim-PartimDocumento19 páginasDefesa do Sola Scriptura contra o Partim-PartimRodrigo PeresAinda não há avaliações
- A Evolução Da Indústria Automotiva No Brasil Desde o Século 1Documento7 páginasA Evolução Da Indústria Automotiva No Brasil Desde o Século 1machadoju36Ainda não há avaliações
- Resumo de CélulaDocumento48 páginasResumo de CélulaabelsjcAinda não há avaliações
- História do BehaviorismoDocumento12 páginasHistória do BehaviorismosilcastilhosAinda não há avaliações
- Geo 2 F 98Documento5 páginasGeo 2 F 98Flávio de FalcãoAinda não há avaliações
- Avaliação Diagnóstica: 4º Ano Do Ensino FundamentalDocumento14 páginasAvaliação Diagnóstica: 4º Ano Do Ensino Fundamentalnubia santosAinda não há avaliações
- Cultura Bantu NgolaDocumento157 páginasCultura Bantu NgolaBRIEL57Ainda não há avaliações
- Sintese Linguagem Simples BrasilDocumento4 páginasSintese Linguagem Simples BrasilFórum Permanente de Desenvolvimento Estratégico do Estado do RJAinda não há avaliações
- Semana 1Documento90 páginasSemana 1Giovanna CrisostomoAinda não há avaliações
- Rich Man, Poor ManDocumento7 páginasRich Man, Poor ManSandra Patrícia Miranda da Silva100% (1)
- Caderno 5 Aluno Portugues 672Documento47 páginasCaderno 5 Aluno Portugues 672Magna OliveiraAinda não há avaliações
- Recibo Do RequerenteDocumento1 páginaRecibo Do RequerenteThiago Da CostaAinda não há avaliações
- Teoria da Aprendizagem Significativa de AusubelDocumento13 páginasTeoria da Aprendizagem Significativa de AusubelAna Paula Soares ZanattaAinda não há avaliações
- Ementa Psicologia Sócio-InteracionistaDocumento13 páginasEmenta Psicologia Sócio-InteracionistaMomoBeAinda não há avaliações
- Análise de composição de carnes processadasDocumento8 páginasAnálise de composição de carnes processadasLuiza B FelicianoAinda não há avaliações
- Manual de Instalação e Operação Split Hi-WallDocumento56 páginasManual de Instalação e Operação Split Hi-Wallelihimas50% (2)
- Cristo Na CRUZDocumento2 páginasCristo Na CRUZTempEltonRAinda não há avaliações
- O manejo da dor em pacientes adultos por enfermeirosDocumento30 páginasO manejo da dor em pacientes adultos por enfermeirosPedro PauloAinda não há avaliações
- Análise de Sistemas de Potência II - 20160808Documento154 páginasAnálise de Sistemas de Potência II - 20160808Carlos MendesAinda não há avaliações
- 6 Métodos para Fazer Jejum Intermitente PDFDocumento3 páginas6 Métodos para Fazer Jejum Intermitente PDFLuiz Antônio Ribeiro JuniorAinda não há avaliações
- Questões Gabaritadas Cnu (Bloco 03)Documento327 páginasQuestões Gabaritadas Cnu (Bloco 03)Edil SantosAinda não há avaliações
- Resumo de Geografia - 9º AnoDocumento2 páginasResumo de Geografia - 9º Anojessssicavi3iraAinda não há avaliações
- 1572-Gramatica LatinaDocumento101 páginas1572-Gramatica LatinaAlberto Vieira100% (1)