Você também pode gostar
- JCB 444 DieselDocumento4 páginasJCB 444 Dieselwesley candido100% (4)
- Motor FIAT Firefly 999cc 72cv revisadoDocumento4 páginasMotor FIAT Firefly 999cc 72cv revisadowesley candido33% (3)
- Rqps 002 - Ai - Tig+EletrodoDocumento2 páginasRqps 002 - Ai - Tig+EletrodoWenderson Oliveira100% (1)
- N-271 Contec Montagem de Tanque de Armazenamento: - PúblicoDocumento21 páginasN-271 Contec Montagem de Tanque de Armazenamento: - PúblicoRaphael Gomes GarciaAinda não há avaliações
- CQS 2Documento1 páginaCQS 2Diogenes AmaralAinda não há avaliações
- Dodge 2.7 v6 Cil 86Documento4 páginasDodge 2.7 v6 Cil 86wesley candido100% (1)
- Motor John Deere 608.1Documento4 páginasMotor John Deere 608.1wesley candidoAinda não há avaliações
- GM 261 motor especificaçõesDocumento4 páginasGM 261 motor especificaçõesCarlos BarbosaAinda não há avaliações
- Cummins 4.5 BTDocumento4 páginasCummins 4.5 BTwesley candidoAinda não há avaliações
- Isuzu 4JJ1 16V 4C MaqDocumento4 páginasIsuzu 4JJ1 16V 4C Maqwesley candido100% (2)
- Análise do filme Amor por ContratoDocumento2 páginasAnálise do filme Amor por ContratoRidson BragaAinda não há avaliações
- Datacenter Infrastructure Management Dcim e o Futuro Novas Oportunidades para o CanalDocumento12 páginasDatacenter Infrastructure Management Dcim e o Futuro Novas Oportunidades para o CanalMaluaAinda não há avaliações
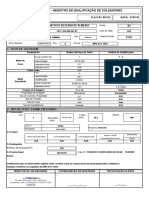
- Registro de Qualificação de Soldagem (RQPSDocumento3 páginasRegistro de Qualificação de Soldagem (RQPSgarbazzaAinda não há avaliações
- Especificação de soldagem X80 para diâmetros de 20Documento1 páginaEspecificação de soldagem X80 para diâmetros de 20Heygleson Henrique de MirandaAinda não há avaliações
- Relatório inspeção teste elétricosDocumento2 páginasRelatório inspeção teste elétricosMateus Almeida100% (1)
- Autoclave Lei de CozimentoDocumento1 páginaAutoclave Lei de CozimentoSandro NevesAinda não há avaliações
- Aws Er S-21Documento2 páginasAws Er S-21Bruno MoraisAinda não há avaliações
- Iveco f2c - Cursor 9Documento4 páginasIveco f2c - Cursor 9wesley candidoAinda não há avaliações
- Motor Yanmar 4TNV-88Documento4 páginasMotor Yanmar 4TNV-88wesley candidoAinda não há avaliações
- CQS 1Documento1 páginaCQS 1Diogenes AmaralAinda não há avaliações
- Especificação Do Procedimento de Soldagem: Eps #Folha DataDocumento2 páginasEspecificação Do Procedimento de Soldagem: Eps #Folha DataTiago Reis100% (1)
- Rqps 002 Ai Tig EletrodoDocumento3 páginasRqps 002 Ai Tig EletrodoMarllon SilvaAinda não há avaliações
- Registro de Medições (Victor Luiz)Documento1 páginaRegistro de Medições (Victor Luiz)Victor Luiz MattozoAinda não há avaliações
- Ferrari f129Documento4 páginasFerrari f129wesley candidoAinda não há avaliações
- Certificado de Qualificação de Soldador Jailson Bezerra LinsDocumento1 páginaCertificado de Qualificação de Soldador Jailson Bezerra LinscristianoAinda não há avaliações
- Fiat Punto 1.4 16V GasolinaDocumento4 páginasFiat Punto 1.4 16V Gasolinawesley candidoAinda não há avaliações
- Calibração de instrumentos de medição na indústria de pneusDocumento16 páginasCalibração de instrumentos de medição na indústria de pneusAsep SomantriAinda não há avaliações
- WPS - Arthur FerreiraDocumento2 páginasWPS - Arthur FerreiraArthur SilvaAinda não há avaliações
- Diagnóstico motor Dodge Pentastar 3605Documento4 páginasDiagnóstico motor Dodge Pentastar 3605wesley candido100% (1)
- Laudo de ÓleoDocumento1 páginaLaudo de ÓleoCaio Pereira100% (1)
- Cummins 6BT motor diagnósticoDocumento4 páginasCummins 6BT motor diagnósticowesley candido100% (1)
- Yanmar b9 1cil.Documento4 páginasYanmar b9 1cil.wesley candidoAinda não há avaliações
- Manutenção motor DEUTZ 2FL-511Documento4 páginasManutenção motor DEUTZ 2FL-511Carlos BarbosaAinda não há avaliações
- Iveco Cursor 8 f2b 06cil.24v Diesel - Iveco Eucargo 450e32tDocumento4 páginasIveco Cursor 8 f2b 06cil.24v Diesel - Iveco Eucargo 450e32twesley candidoAinda não há avaliações
- CQS 785-22 Kellven Siqueira S-19 MIG e FCAWDocumento3 páginasCQS 785-22 Kellven Siqueira S-19 MIG e FCAWFernandes ServiceAinda não há avaliações
- Ieis 02Documento2 páginasIeis 02CesarCoutoAinda não há avaliações
- Cat 343Documento4 páginasCat 343wesley candidoAinda não há avaliações
- John Deere 6081htDocumento4 páginasJohn Deere 6081htwesley candidoAinda não há avaliações
- Yanmar 4tne88Documento4 páginasYanmar 4tne88wesley candido0% (1)
- REL. DE REGISTRO DE SOLDAGEM - EPS - 059 - SEDE - FCAW - 25 MMDocumento4 páginasREL. DE REGISTRO DE SOLDAGEM - EPS - 059 - SEDE - FCAW - 25 MMcristianoAinda não há avaliações
- Calibração de nível bolha com resultados e conclusãoDocumento1 páginaCalibração de nível bolha com resultados e conclusãoDayane Rodrigues VilelaAinda não há avaliações
- CQS 802-22 Valtair Alkimin S-36 MIG e FCAWDocumento3 páginasCQS 802-22 Valtair Alkimin S-36 MIG e FCAWFernandes ServiceAinda não há avaliações
- Cummins Isb 4 EletronicoDocumento4 páginasCummins Isb 4 Eletronicowesley candidoAinda não há avaliações
- Zetor motor documentoDocumento4 páginasZetor motor documentowesley candidoAinda não há avaliações
- Manutenção motor Yanmar NSB18Documento4 páginasManutenção motor Yanmar NSB18wesley candidoAinda não há avaliações
- aparem-fiat-brava-1,6-16vDocumento4 páginasaparem-fiat-brava-1,6-16vNatanAinda não há avaliações
- Relatório ModeloDocumento2 páginasRelatório ModeloAssistente Engenharia HNRAinda não há avaliações
- Motor Yanmar BTD33Documento4 páginasMotor Yanmar BTD33wesley candidoAinda não há avaliações
- Análise Cromatográfica Nºcr049 - 2009Documento1 páginaAnálise Cromatográfica Nºcr049 - 2009Paulo RicardoAinda não há avaliações
- EPS_RQPS-002 - SMAW - AWS D1.1 - 3GDocumento4 páginasEPS_RQPS-002 - SMAW - AWS D1.1 - 3GMichel MarcusAinda não há avaliações
- Ensaio óleo isolante transformadorDocumento1 páginaEnsaio óleo isolante transformadorCaio PereiraAinda não há avaliações
- Corolla 1.8 16v 1zzfe 06... FlexDocumento4 páginasCorolla 1.8 16v 1zzfe 06... FlexCarlos Barbosa100% (2)
- Dna Doosan 1146Documento4 páginasDna Doosan 1146Financeiro AnarapAinda não há avaliações
- Alfa Romeo 16.84 24v Mpi Gasol. - Alfa 164Documento4 páginasAlfa Romeo 16.84 24v Mpi Gasol. - Alfa 164wesley candidoAinda não há avaliações
- Cat 3056 ImportadaDocumento4 páginasCat 3056 Importadawesley candidoAinda não há avaliações
- Motor Yanmar 4TNE-94Documento4 páginasMotor Yanmar 4TNE-94wesley candidoAinda não há avaliações
- Toyota Hilux 2kdDocumento4 páginasToyota Hilux 2kdDanny Cruz Mendoza0% (1)
- Motor 02 DL1355 2200604020 Motor Normal 05102023Documento4 páginasMotor 02 DL1355 2200604020 Motor Normal 05102023Marcos marinhoAinda não há avaliações
- Manutenção de motor Caterpillar 3114Documento4 páginasManutenção de motor Caterpillar 3114Carlos BarbosaAinda não há avaliações
- SCAN380Documento3 páginasSCAN380rodrigo-bmx1hotmail.comAinda não há avaliações
- Iveco Multijet Economy 2.3JTD - DucatoDocumento4 páginasIveco Multijet Economy 2.3JTD - Ducatowesley candidoAinda não há avaliações
- gmc-isuzuDocumento4 páginasgmc-isuzuNatanAinda não há avaliações
- Desenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoNo EverandDesenvolvimento De Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Volume ÚnicoAinda não há avaliações
- Alimentação SaudávelDocumento2 páginasAlimentação SaudávelUlisses DavidAinda não há avaliações
- Vigilância em Saúde - CDocumento8 páginasVigilância em Saúde - CUlisses DavidAinda não há avaliações
- Rua EquadorDocumento1 páginaRua EquadorUlisses DavidAinda não há avaliações
- Livro de Ultrassom Abendi - César CoppenDocumento330 páginasLivro de Ultrassom Abendi - César CoppenUlisses David100% (1)
- Cursos Presenciais: Comprovante de InscriçãoDocumento1 páginaCursos Presenciais: Comprovante de InscriçãoUlisses DavidAinda não há avaliações
- Cursos Presenciais: Comprovante de InscriçãoDocumento1 páginaCursos Presenciais: Comprovante de InscriçãoUlisses DavidAinda não há avaliações
- Cursos Presenciais: Comprovante de InscriçãoDocumento1 páginaCursos Presenciais: Comprovante de InscriçãoUlisses DavidAinda não há avaliações
- FisiologiaDocumento12 páginasFisiologiaAbujate Amade CasimroAinda não há avaliações
- Apostila de Projetos ElétricosDocumento53 páginasApostila de Projetos ElétricosJean OliveiraAinda não há avaliações
- tr-20 Trava EletricaDocumento3 páginastr-20 Trava EletricaCarangos Autosomrs AutoeletricaAinda não há avaliações
- Gramática Histórica Lingua PortuguesaDocumento200 páginasGramática Histórica Lingua PortuguesaBode PretoAinda não há avaliações
- Introdução à estrutura e análise de compiladoresDocumento12 páginasIntrodução à estrutura e análise de compiladoresRayron VictorAinda não há avaliações
- Exploradores do Conhecimento Ano 3Documento237 páginasExploradores do Conhecimento Ano 3Leonardo Belarmino100% (1)
- UTA Formação Inicial em EADDocumento3 páginasUTA Formação Inicial em EADDiego ArnáezAinda não há avaliações
- Contadores AssincronoDocumento3 páginasContadores AssincronoDavy CordeiroAinda não há avaliações
- Termologia ResolvidoDocumento8 páginasTermologia ResolvidouoropiaraAinda não há avaliações
- AEE No Brasil-Relatos Da Experiência de ProfessoresDocumento176 páginasAEE No Brasil-Relatos Da Experiência de ProfessoresTais MarangonAinda não há avaliações
- Boletim de Monitoramento Verao Inverno Julho 2022Documento23 páginasBoletim de Monitoramento Verao Inverno Julho 2022Cleverson RibasAinda não há avaliações
- Manual DECO 1800 Padrao 2008 - 4Documento19 páginasManual DECO 1800 Padrao 2008 - 4pcv22Ainda não há avaliações
- Utilização Das Ferramentas de Qualidade para Melhoria No Laboratório Da Empresa UnifertilDocumento13 páginasUtilização Das Ferramentas de Qualidade para Melhoria No Laboratório Da Empresa UnifertilCarollina marquesAinda não há avaliações
- Franciele Cristina Medrado DemattéDocumento42 páginasFranciele Cristina Medrado DemattéalicepessoasantiagoAinda não há avaliações
- Apresentação Contracte 2024Documento10 páginasApresentação Contracte 2024fernandadelima992Ainda não há avaliações
- Teste Com MultímetroDocumento7 páginasTeste Com MultímetroMarcos JoseAinda não há avaliações
- Relatório de Fisica: Plano InclinadoDocumento14 páginasRelatório de Fisica: Plano InclinadoStefany Yumie KawashimaAinda não há avaliações
- Emprego Das Classes de PalavrasDocumento56 páginasEmprego Das Classes de PalavrasFernando SantiagoAinda não há avaliações
- Ciências na Educação InfantilDocumento24 páginasCiências na Educação InfantilEdson AraujoAinda não há avaliações
- Interpretação e Implementação Da Iso 9001Documento39 páginasInterpretação e Implementação Da Iso 9001Lara RodriguesAinda não há avaliações
- PowerCommand Cloud Remote Monitoring System - BrazilDocumento43 páginasPowerCommand Cloud Remote Monitoring System - BrazilRomulo Gomes100% (1)
- Introdução ao MIT App InventorDocumento18 páginasIntrodução ao MIT App InventorJacinto PalmaAinda não há avaliações
- O pensamento econômico de GalbraithDocumento9 páginasO pensamento econômico de GalbraithGabriel de Carvalho Eiras AlvesAinda não há avaliações
- Impressao 06Documento21 páginasImpressao 06Reydrick LourençoAinda não há avaliações
- Proporcionalidade e funções afinsDocumento188 páginasProporcionalidade e funções afinsAndradeAndradeAinda não há avaliações
- Ética ProfissionalDocumento19 páginasÉtica ProfissionalPantoja lopesAinda não há avaliações