Você também pode gostar
- PMR3202 AULA 2 Toldim-2023Documento44 páginasPMR3202 AULA 2 Toldim-2023flavioisaias2023Ainda não há avaliações
- Desenho Tecnico Moderno Cap 10Documento10 páginasDesenho Tecnico Moderno Cap 10Lucas MarceloAinda não há avaliações
- 08 Tol - DimensionalDocumento54 páginas08 Tol - Dimensionalhugod1982Ainda não há avaliações
- Seminário4 - Tolerancias e AjustesDocumento60 páginasSeminário4 - Tolerancias e AjustesRegi NasattoAinda não há avaliações
- A70 Sensores PT 100Documento7 páginasA70 Sensores PT 100Rachel RowlandAinda não há avaliações
- 07 Tol - Dimensiona 449093779ea82Documento43 páginas07 Tol - Dimensiona 449093779ea82Felicia AugustoAinda não há avaliações
- Construção de Máquinas Aula5 05042023 - Seleção de AjusteDocumento21 páginasConstrução de Máquinas Aula5 05042023 - Seleção de AjusteAllyson Adrino RibeiroAinda não há avaliações
- Apontamentos Sistema de Tolerancia e AjustamentoDocumento14 páginasApontamentos Sistema de Tolerancia e AjustamentoaristidesAinda não há avaliações
- Datasheet Controle Multivias PVC PVC1Documento17 páginasDatasheet Controle Multivias PVC PVC1jtdnhpwxgzhxvenvoaAinda não há avaliações
- Relação de Materiais SISTEMA DE AC - IGO - CANOAS-RS-R1Documento12 páginasRelação de Materiais SISTEMA DE AC - IGO - CANOAS-RS-R1daniloluisbarcelosgoAinda não há avaliações
- Exercícios 3Documento6 páginasExercícios 3Thácio GomesAinda não há avaliações
- Abnt NBR 6406-1980Documento10 páginasAbnt NBR 6406-1980neistolberg100% (6)
- Sistema de AjusteDocumento37 páginasSistema de AjusteMurilo Moura100% (1)
- Artigo 2Documento53 páginasArtigo 2F4MONAinda não há avaliações
- Catalogo ROAXXDocumento29 páginasCatalogo ROAXXRicardo Ferrari TrevisanAinda não há avaliações
- Ficha Técnica Optigear BMDocumento2 páginasFicha Técnica Optigear BMTiago VieiraAinda não há avaliações
- Catálogo - TamposDocumento16 páginasCatálogo - TamposAnonymous uL3JlWfhAinda não há avaliações
- Exercícios Construção de MáquinasDocumento3 páginasExercícios Construção de MáquinasBruno LimaAinda não há avaliações
- Bombas KSB Multitec-3-6Documento4 páginasBombas KSB Multitec-3-6Israel FernandesAinda não há avaliações
- Mangueira Hose Food - 2021Documento1 páginaMangueira Hose Food - 2021Samuel MacêdoAinda não há avaliações
- Teórica 2 - Tolerância Dimensional EIXODocumento43 páginasTeórica 2 - Tolerância Dimensional EIXORogerAinda não há avaliações
- Rosca MetricaDocumento5 páginasRosca MetricaMatias Ramos IgnacioAinda não há avaliações
- Mangueira St-BioDocumento1 páginaMangueira St-BioBruno AlbertAinda não há avaliações
- NBR - Aneis Distanciadores para Eixo Porta-Fresa Com Rasgo de Chaveta Longitudinal e Transversal - DimensoesDocumento8 páginasNBR - Aneis Distanciadores para Eixo Porta-Fresa Com Rasgo de Chaveta Longitudinal e Transversal - DimensoesCarlos CarvalhoAinda não há avaliações
- Dimensionamento Vaso de Pressão ASME VIII 1Documento10 páginasDimensionamento Vaso de Pressão ASME VIII 1douglasAinda não há avaliações
- 102766-1.PDF Willian CAAMDocumento2 páginas102766-1.PDF Willian CAAMElisangela Walkin CamaraAinda não há avaliações
- Grau de Tolerância, Qualidade de TrabalhoDocumento51 páginasGrau de Tolerância, Qualidade de Trabalhogracianodias100% (1)
- LE503 - Tecnologia Mecânica - Aula5 - Sistema de AjustesDocumento6 páginasLE503 - Tecnologia Mecânica - Aula5 - Sistema de AjustesDanilo Arcaro DiasAinda não há avaliações
- Catalogo AEDocumento8 páginasCatalogo AEarmusoAinda não há avaliações
- NBR 7261 PB 882 - Elementos de Fixacao Roscados - Tolerancias Dimensionais de Forma Posicao E Rugosidade para Graus de Produtos A B E CDocumento19 páginasNBR 7261 PB 882 - Elementos de Fixacao Roscados - Tolerancias Dimensionais de Forma Posicao E Rugosidade para Graus de Produtos A B E CfoxwesleyAinda não há avaliações
- Calculo EngrenagensDocumento29 páginasCalculo EngrenagensDanilo MontesanoAinda não há avaliações
- Linha Completa RomiDocumento28 páginasLinha Completa RomiMauro Gomes100% (1)
- 100524Documento2 páginas100524Elisangela Walkin CamaraAinda não há avaliações
- Ajustes e Tolerancia MecânicaDocumento6 páginasAjustes e Tolerancia MecânicaarybutoloAinda não há avaliações
- 3042F010Documento1 página3042F010Willian RibeiroAinda não há avaliações
- HARD AdesivoDocumento11 páginasHARD AdesivofeltofsnakeAinda não há avaliações
- AjustesDocumento76 páginasAjustesRafael MironAinda não há avaliações
- Mangueira St-951Documento1 páginaMangueira St-951Bruno AlbertAinda não há avaliações
- Tampos EicaDocumento16 páginasTampos EicaMarcos CarvalhoAinda não há avaliações
- Juntas de Expans o em BorrachaDocumento6 páginasJuntas de Expans o em BorrachaDaniel FalcãoAinda não há avaliações
- MANUAL COMPLETO - Viradeira SFL 2025Documento7 páginasMANUAL COMPLETO - Viradeira SFL 2025BRAGUINHA ENTREGADORAinda não há avaliações
- 1PF2G3 PDFDocumento7 páginas1PF2G3 PDFValbertgAinda não há avaliações
- Aula 5 - Análise e Dimensionamento de Peças TracionadasDocumento14 páginasAula 5 - Análise e Dimensionamento de Peças TracionadasTassiane MoraesAinda não há avaliações
- 3051Documento1 página3051209facAinda não há avaliações
- 104700-3051 Plano de Teste ZexelDocumento1 página104700-3051 Plano de Teste Zexel209facAinda não há avaliações
- APOSTILA PARTE II Cap 1 Controle GeometricoDocumento26 páginasAPOSTILA PARTE II Cap 1 Controle GeometricosjknAinda não há avaliações
- Cálculo Mecânico de Casco Cilindrico e Pmta Vaso de PressãoDocumento14 páginasCálculo Mecânico de Casco Cilindrico e Pmta Vaso de PressãoMarcledison Rodrigues da silvaAinda não há avaliações
- Engemass Medidor de Vazao e Densidade Tipo Coriolis PDFDocumento7 páginasEngemass Medidor de Vazao e Densidade Tipo Coriolis PDFdiegosantosbAinda não há avaliações
- Lenox Twill - Aplicação GeralDocumento12 páginasLenox Twill - Aplicação GeralpissiniAinda não há avaliações
- Força de PrensagemDocumento10 páginasForça de PrensagemPauloAinda não há avaliações
- Kelube Sint - BTDocumento3 páginasKelube Sint - BTAlexandreIzidoroPradoAinda não há avaliações
- PTcata10 BKDocumento68 páginasPTcata10 BKJoao CostaAinda não há avaliações
- Relatorio Tecnico Ponte Rolante K10-02 TronoxDocumento11 páginasRelatorio Tecnico Ponte Rolante K10-02 TronoxGilmar RochoAinda não há avaliações
- Medindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8No EverandMedindo O Valor De Pico De Decibelímetro Programado Em Arduino No Stm8Ainda não há avaliações
- Enviando A Medição De Decibelímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Decibelímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Rtos Para Medição De Decibelímetro Com Base No Rtos Osa, Mikroc Pro E Pic18f4620No EverandRtos Para Medição De Decibelímetro Com Base No Rtos Osa, Mikroc Pro E Pic18f4620Ainda não há avaliações
- Desenvolvendo Um Termômetro Com Termopar Com O Max31856 No ArduinoNo EverandDesenvolvendo Um Termômetro Com Termopar Com O Max31856 No ArduinoAinda não há avaliações
- Enviando A Medição De Voltímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoNo EverandEnviando A Medição De Voltímetro Para Monitoramento No Vb Com A Stm8 Programada Em ArduinoAinda não há avaliações
- Catalogo 2022Documento6 páginasCatalogo 2022RodrigoAinda não há avaliações
- Aula 06 Exercicios - PPTX - REVISADODocumento72 páginasAula 06 Exercicios - PPTX - REVISADOgigiparoAinda não há avaliações
- Arlindo Machado - Arte e MídiaDocumento45 páginasArlindo Machado - Arte e MídiaLara Utzig100% (1)
- 1-Orçamento Compressor - PromadamDocumento1 página1-Orçamento Compressor - PromadamLuis SilvaAinda não há avaliações
- NBR 5691Documento2 páginasNBR 5691Alex GobbatoAinda não há avaliações
- Diagnóstico CAN X900Documento66 páginasDiagnóstico CAN X900Elton Dos Santos100% (1)
- Manual Basico Almox SAPDocumento96 páginasManual Basico Almox SAPandlucsAinda não há avaliações
- Medidas Separatrizes e Diagrama de ExtremoDocumento8 páginasMedidas Separatrizes e Diagrama de ExtremoDinis Miguel MatsinheAinda não há avaliações
- Foursteel-PT-Tabela de Precos 2021Documento105 páginasFoursteel-PT-Tabela de Precos 2021Pedro MalveiroAinda não há avaliações
- Ano: Data: Mar: LR Mat ExplicaçõesDocumento1 páginaAno: Data: Mar: LR Mat ExplicaçõesTilde LopesAinda não há avaliações
- Exercício 1.3 - Nota 8,0Documento5 páginasExercício 1.3 - Nota 8,0BR INSTRUÇÕES100% (1)
- I TeoricoDocumento16 páginasI TeoricoGeralda GegefAinda não há avaliações
- Ppra - Modelo (Gráfica e Editora) PDFDocumento74 páginasPpra - Modelo (Gráfica e Editora) PDFKATIA SARDINHAAinda não há avaliações
- 207 - PE-1PBR-00207-Auditoria ComportamentalDocumento8 páginas207 - PE-1PBR-00207-Auditoria ComportamentalAlex BrunoAinda não há avaliações
- Exercício Resolvido: ResoluçãoDocumento1 páginaExercício Resolvido: ResoluçãoJoão Carlos Freitas da SilvaAinda não há avaliações
- Deu Match - Emma LordDocumento357 páginasDeu Match - Emma LordGiovanna RodriguesAinda não há avaliações
- 1718 Ex E/S: Manual Do UsuárioDocumento76 páginas1718 Ex E/S: Manual Do UsuárioAndré Andrade RamosAinda não há avaliações
- Módulo 1 - Cap 1 - Bit, Byte, Word e DWordDocumento3 páginasMódulo 1 - Cap 1 - Bit, Byte, Word e DWordFabiola Stefani Requena Carvallo100% (1)
- Elemaq DIPDocumento45 páginasElemaq DIPGustavo AbreuAinda não há avaliações
- Manual Hale Booster Pumpers - PortDocumento70 páginasManual Hale Booster Pumpers - PortGleidiston Zattoni100% (1)
- Upgrade11 Prova Equivalência FrequênciaDocumento15 páginasUpgrade11 Prova Equivalência FrequênciaBeatriz NogueiraAinda não há avaliações
- Fasciculo Verificacao Duas EtapasDocumento8 páginasFasciculo Verificacao Duas Etapasvitor geruntioAinda não há avaliações
- Tempestade - Tema 2 - Inteligência ArtificialDocumento8 páginasTempestade - Tema 2 - Inteligência ArtificialClédina FonsecaAinda não há avaliações
- 2021 Lenimar AlgLinDocumento263 páginas2021 Lenimar AlgLinEduardo César Cruz MeloAinda não há avaliações
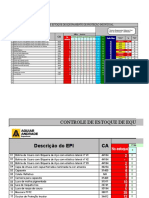
- Estoque de Epi - Junho - 2023Documento4 páginasEstoque de Epi - Junho - 2023Marcos CruzAinda não há avaliações
- Apostila Proteção em Sistemas FVDocumento3 páginasApostila Proteção em Sistemas FVfreis_51Ainda não há avaliações
- Ibfc-2019-Mgs-Auxiliar-Administrativo-Prova SEM GABARITO ESTUDAR PELO QCONCURSOSDocumento2 páginasIbfc-2019-Mgs-Auxiliar-Administrativo-Prova SEM GABARITO ESTUDAR PELO QCONCURSOSFelipe LadislauAinda não há avaliações
- Manual GX 7 GX 11 PDFDocumento48 páginasManual GX 7 GX 11 PDFcelso86% (7)
- Protocolo de Correspondência Encomendas - Condominio VitoriaDocumento2 páginasProtocolo de Correspondência Encomendas - Condominio VitoriaLeandro AquinoAinda não há avaliações
- Avaliação Das Características Mecânicas Do PLA, Impressão em 3D, para Aplicação em Prótese em Animais de Pequeno e Médio PorteDocumento5 páginasAvaliação Das Características Mecânicas Do PLA, Impressão em 3D, para Aplicação em Prótese em Animais de Pequeno e Médio PorteHulisses MarconAinda não há avaliações