Você também pode gostar
- Apr Estrutura MetálicaDocumento11 páginasApr Estrutura MetálicaTec Seg Trabalho JRCAinda não há avaliações
- Planilha de Mão de ObraDocumento5 páginasPlanilha de Mão de ObraDion R. Laszlo100% (1)
- 02 - Formulário - PT A QuenteDocumento2 páginas02 - Formulário - PT A QuenteDepartamento Pessoal Bocchi100% (2)
- Rolo - Princípios Da CompactaçãoDocumento79 páginasRolo - Princípios Da CompactaçãoIsaías pinheiroAinda não há avaliações
- 01 Formulário PT FrioDocumento3 páginas01 Formulário PT FrioDepartamento Pessoal BocchiAinda não há avaliações
- Pmoc Chiller Ultima VersãoDocumento205 páginasPmoc Chiller Ultima VersãoMathias MellerAinda não há avaliações
- Resolução RDC 216 ANVISADocumento16 páginasResolução RDC 216 ANVISACristiano RéboliAinda não há avaliações
- Análise Preliminar de Risco PDFDocumento4 páginasAnálise Preliminar de Risco PDFÍgor AlmeidaAinda não há avaliações
- CCM BT - WegDocumento16 páginasCCM BT - WegOzéias LopesAinda não há avaliações
- 10 Muros de Berlim e Muros de Munique - 13 Aula Teórica - CORDocumento55 páginas10 Muros de Berlim e Muros de Munique - 13 Aula Teórica - COREdgar RibeiroAinda não há avaliações
- APR - 005 - Área de Vivência - ArmaçãoDocumento4 páginasAPR - 005 - Área de Vivência - ArmaçãoHumberto Sabino100% (2)
- Catálogo Gauss Com o As Posições Dos Pinos EtcDocumento20 páginasCatálogo Gauss Com o As Posições Dos Pinos EtcPaulo Ferreira50% (2)
- Top 2 Campo Eletrico PDFDocumento33 páginasTop 2 Campo Eletrico PDFRosinaldo PantojaAinda não há avaliações
- PMR3202 AULA 2 Toldim-2023Documento44 páginasPMR3202 AULA 2 Toldim-2023flavioisaias2023Ainda não há avaliações
- Tolerancia DimensionalDocumento17 páginasTolerancia DimensionalGuilherme VianaAinda não há avaliações
- Catalogo para Tolerâncias de Furos e AjustesDocumento17 páginasCatalogo para Tolerâncias de Furos e AjustesodairAinda não há avaliações
- Capítulo 7 - Tolerâncias e AjustesDocumento17 páginasCapítulo 7 - Tolerâncias e AjustescaduAinda não há avaliações
- Motorista - Cleis Alves de JesusDocumento8 páginasMotorista - Cleis Alves de JesusJuniemir Ferraz Da SilvaAinda não há avaliações
- Adv Premium Lusa PT FR - 2658Documento24 páginasAdv Premium Lusa PT FR - 2658hichem gouarefAinda não há avaliações
- Capítulo 7 - Tolerâncias e AjustesDocumento17 páginasCapítulo 7 - Tolerâncias e AjustesRuth NogueiraAinda não há avaliações
- Tolerancias e Ajustes Indicacao de Acabamentos SuperficiaisDocumento26 páginasTolerancias e Ajustes Indicacao de Acabamentos SuperficiaisEduardo NogueiraAinda não há avaliações
- APR 005 - Área de Vivência - ArmaçãoDocumento4 páginasAPR 005 - Área de Vivência - ArmaçãoJuan Carlos Lopes SantosAinda não há avaliações
- Talha Eletrica de Corrente ERMDocumento15 páginasTalha Eletrica de Corrente ERMthuttygrudeAinda não há avaliações
- Apresentação para Design de Produto VerdeDocumento10 páginasApresentação para Design de Produto VerdenykolydeoliveiraAinda não há avaliações
- 04-Apr Desligamento e Bloqueio Dos Paineis de Alimentação Do FornoDocumento8 páginas04-Apr Desligamento e Bloqueio Dos Paineis de Alimentação Do FornoJOEL FERREIRA DOS SANTOSAinda não há avaliações
- APR 037 - Local de Atendimento de Primeiros SocorrosDocumento3 páginasAPR 037 - Local de Atendimento de Primeiros SocorrosNorte Sul Serviços de EngenhariaAinda não há avaliações
- APR 020 - Estruturas MetálicasDocumento7 páginasAPR 020 - Estruturas MetálicasKelly FontelAinda não há avaliações
- Resumo DFDDocumento3 páginasResumo DFDallanharlenAinda não há avaliações
- Estruturas MetálicasDocumento6 páginasEstruturas MetálicasGilmario GilAinda não há avaliações
- .0007fixa Lubrificação LubrificadorDocumento3 páginas.0007fixa Lubrificação LubrificadorMurilo Rodrigues DiasAinda não há avaliações
- Sld07 FechamentosDocumento22 páginasSld07 FechamentosmatheusomoraiisAinda não há avaliações
- APR 007 - Urbanização - AsfaltoDocumento3 páginasAPR 007 - Urbanização - AsfaltoJuan Carlos Lopes SantosAinda não há avaliações
- APR 008 - AlambradoDocumento6 páginasAPR 008 - AlambradoJuan Carlos Lopes SantosAinda não há avaliações
- PF 004 - 24 Bancada UrubuDocumento29 páginasPF 004 - 24 Bancada Urubueduardo carvalhoAinda não há avaliações
- UntitledDocumento35 páginasUntitledNaka YamuraAinda não há avaliações
- APR 005.3 - Área de Vivência - CarpintariaDocumento3 páginasAPR 005.3 - Área de Vivência - Carpintarialuciana.alvesAinda não há avaliações
- PT - Trabalho em AlturaDocumento1 páginaPT - Trabalho em Alturafabricio100% (1)
- Sirenes Eletrônicas Programáveis - 98SM e 105SM: Tabela de FreqüênciaDocumento1 páginaSirenes Eletrônicas Programáveis - 98SM e 105SM: Tabela de FreqüênciaWenderson GonçalvesAinda não há avaliações
- Paineis - Sandwich - Cobertura - PT - 2010julDocumento20 páginasPaineis - Sandwich - Cobertura - PT - 2010juljoão pedro lopesAinda não há avaliações
- Operador de Silo JonivalDocumento8 páginasOperador de Silo JonivalJuniemir Ferraz Da SilvaAinda não há avaliações
- PTR Permissao para Trabalho de RiscoDocumento2 páginasPTR Permissao para Trabalho de RiscodominngosmaquidiAinda não há avaliações
- Cópia de Ordem de Serviço FM L-BRCES-SP9623004Documento16 páginasCópia de Ordem de Serviço FM L-BRCES-SP9623004everson.ferreiraAinda não há avaliações
- 200.010.016 - Procedimento Cor Do MêsDocumento4 páginas200.010.016 - Procedimento Cor Do MêsosmarAinda não há avaliações
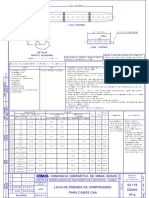
- Des 02.118-Cemig - 63 GDocumento1 páginaDes 02.118-Cemig - 63 GPolimetal Ligas e Metais LtdaAinda não há avaliações
- Apostila de Vibração 2022 Sta InêzDocumento65 páginasApostila de Vibração 2022 Sta InêzPAULOAinda não há avaliações
- Gestão Da Manutenção: Licenciatura em Engenharia MecânicaDocumento40 páginasGestão Da Manutenção: Licenciatura em Engenharia MecânicaPedro CerqueiraAinda não há avaliações
- Aula 06 - Metrologia - Unidade 2 - 2021-2Documento38 páginasAula 06 - Metrologia - Unidade 2 - 2021-2Alice LimaAinda não há avaliações
- Lista de Equipamentos - Ferramentas - EPIs - TreinamentoDocumento4 páginasLista de Equipamentos - Ferramentas - EPIs - TreinamentoLuis Fernando EgidioAinda não há avaliações
- Roteiro de Vistoria Fiscal para Serviços Que Realizam Testes em Ambientes e Equipamentos Que Utilizam Radiação Ionizante-VisaDocumento12 páginasRoteiro de Vistoria Fiscal para Serviços Que Realizam Testes em Ambientes e Equipamentos Que Utilizam Radiação Ionizante-VisaValter Fernandes JuniorAinda não há avaliações
- Anexo A - Correntina (BA)Documento5 páginasAnexo A - Correntina (BA)Ricardo BarrettoAinda não há avaliações
- 02 - Art Aplicacao de Herbicidas Com Bomba Costal - Nova 22-01-2018Documento5 páginas02 - Art Aplicacao de Herbicidas Com Bomba Costal - Nova 22-01-2018Jairo MatosAinda não há avaliações
- Anexo A - Brumado (BA)Documento5 páginasAnexo A - Brumado (BA)Ricardo BarrettoAinda não há avaliações
- Descrição Da AtividadeDocumento3 páginasDescrição Da Atividadeantoniobemes antonioAinda não há avaliações
- Isolamento Te Rmico 4mmDocumento1 páginaIsolamento Te Rmico 4mmCMYKING LDAAinda não há avaliações
- FOSTERIDocumento2 páginasFOSTERISCARLET SELLEN DE BARROS SILVAAinda não há avaliações
- 01 - Art 1 - Aplicacao de Herbicidas Com Bomba CostalDocumento13 páginas01 - Art 1 - Aplicacao de Herbicidas Com Bomba CostalSandro Ferreira Da SilvaAinda não há avaliações
- Apr Especifica Carpintaria LpuDocumento2 páginasApr Especifica Carpintaria LpuJM CONSTAinda não há avaliações
- APR 006 - Edificações - Casa de Comando e Guarita - Laje AlveolarDocumento12 páginasAPR 006 - Edificações - Casa de Comando e Guarita - Laje AlveolarJuan Carlos Lopes SantosAinda não há avaliações
- Home HTTPD Data Media-Data e 070731 KeyRig49 UG EN01Documento68 páginasHome HTTPD Data Media-Data e 070731 KeyRig49 UG EN01Pedro FilipeAinda não há avaliações
- Tecnart - Sistema de FixaçãoDocumento23 páginasTecnart - Sistema de FixaçãoLucia PortoAinda não há avaliações
- Soldagem em Geral - Caldeiraria (Baia) (Venc 17-01-23) - AtualDocumento14 páginasSoldagem em Geral - Caldeiraria (Baia) (Venc 17-01-23) - AtualNayara NascimentoAinda não há avaliações
- User Manual PRECIOSO Id925pdfDocumento40 páginasUser Manual PRECIOSO Id925pdfAndrés M.Ainda não há avaliações
- Apr Especifica Carpintaria MorrinhosDocumento2 páginasApr Especifica Carpintaria MorrinhosJM CONSTAinda não há avaliações
- AULA 1 Seg TrabalhoDocumento89 páginasAULA 1 Seg Trabalhojosimario richarlliAinda não há avaliações
- GD&T GuiaDocumento1 páginaGD&T GuiaMalinosAinda não há avaliações
- Aula L1-ComplementoDocumento40 páginasAula L1-Complementonibetiv895Ainda não há avaliações
- Mancais de Rolamento - 2011Documento10 páginasMancais de Rolamento - 2011nibetiv895Ainda não há avaliações
- MecB EMSC2 2011 CPP FCT1Documento5 páginasMecB EMSC2 2011 CPP FCT1nibetiv895Ainda não há avaliações
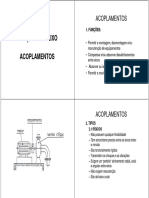
- Fixação Eixo-Eixo - ACOPLAMENTOS 2011Documento9 páginasFixação Eixo-Eixo - ACOPLAMENTOS 2011nibetiv895Ainda não há avaliações
- Mancais de Rolamento - Vida - 2011Documento5 páginasMancais de Rolamento - Vida - 2011nibetiv895Ainda não há avaliações
- Mancais-2011 GilbertoDocumento10 páginasMancais-2011 Gilbertonibetiv895Ainda não há avaliações
- PMR2201 TolGeo 2010Documento10 páginasPMR2201 TolGeo 2010nibetiv895Ainda não há avaliações
- PMR2201 Ade 2008Documento4 páginasPMR2201 Ade 2008nibetiv895Ainda não há avaliações
- PMR2201 Rugosidade 2010Documento9 páginasPMR2201 Rugosidade 2010nibetiv895Ainda não há avaliações
- PMR2201 - Segundo Projeto - 2011Documento5 páginasPMR2201 - Segundo Projeto - 2011nibetiv895Ainda não há avaliações
- PMR2201 Fixação Cubo-Eixo 2011Documento6 páginasPMR2201 Fixação Cubo-Eixo 2011nibetiv895Ainda não há avaliações
- PMR2201 Transmissões 2011Documento16 páginasPMR2201 Transmissões 2011nibetiv895Ainda não há avaliações
- PMR2201 Parafusos1-11 LopesDocumento15 páginasPMR2201 Parafusos1-11 Lopesnibetiv895Ainda não há avaliações
- Tectonica de PlacasDocumento26 páginasTectonica de PlacasGabriela CostaAinda não há avaliações
- SFM 2014 Aula 22Documento20 páginasSFM 2014 Aula 22Lucas SantosAinda não há avaliações
- TermofixosDocumento19 páginasTermofixosCarlos HernandezAinda não há avaliações
- Ahmedetal2010 ACIStNEBTbeamsVol107No1Documento11 páginasAhmedetal2010 ACIStNEBTbeamsVol107No1Jeferson Pereira SilvaAinda não há avaliações
- Aula1 2Documento36 páginasAula1 2BRUNOAinda não há avaliações
- ET-LD-00001 - Construção de Linhas Aéreas de Distribuição de 69 A 161 KV - REV CDocumento110 páginasET-LD-00001 - Construção de Linhas Aéreas de Distribuição de 69 A 161 KV - REV Cjessicameioambiente.santosAinda não há avaliações
- Desbloqueando PS3 Com Custom Firmware 3Documento4 páginasDesbloqueando PS3 Com Custom Firmware 3Marcos Dos ReisAinda não há avaliações
- Clima ShopDocumento8 páginasClima ShopJefferson Nunes DamacenaAinda não há avaliações
- Fispq Asseptgel CristalDocumento8 páginasFispq Asseptgel CristalRebeccaAinda não há avaliações
- Melhores Teclas de Atalho Do Eclipse Sobre CódigoDocumento7 páginasMelhores Teclas de Atalho Do Eclipse Sobre CódigoCarlos AugustoAinda não há avaliações
- 326725-Aula 6 - Propriedades Fisicas Dos AgregadosDocumento53 páginas326725-Aula 6 - Propriedades Fisicas Dos AgregadosRenan Garcia NunesAinda não há avaliações
- De Oe 375 01 R2Documento70 páginasDe Oe 375 01 R2Chronus AutomaçãoAinda não há avaliações
- Perfil de VelocidadeDocumento11 páginasPerfil de VelocidadeThaís AraújoAinda não há avaliações
- Tema I e II. InertesDocumento33 páginasTema I e II. InertesBiNga Salomão BengalaAinda não há avaliações
- Como Assinar Um Documento Digitalmente PDFDocumento2 páginasComo Assinar Um Documento Digitalmente PDFSabinAinda não há avaliações
- Manual Arquiteto JanelaDocumento5 páginasManual Arquiteto JanelaAlexandre AlmeidaAinda não há avaliações
- UhuhDocumento592 páginasUhuhLuciomarRodriguesAinda não há avaliações
- Marcelle Lattuga - SAP MM 0707Documento3 páginasMarcelle Lattuga - SAP MM 0707Marcelle Lattuga100% (3)
- Manual de InstruçõesDocumento29 páginasManual de InstruçõesBartz BartzAinda não há avaliações
- Manual de Instalacao Falk Lifelign Linha GDocumento19 páginasManual de Instalacao Falk Lifelign Linha GCeliocp PinheiroAinda não há avaliações
- My 2020 - 20a.5b1.bup.66 PDFDocumento245 páginasMy 2020 - 20a.5b1.bup.66 PDFTiago SachielAinda não há avaliações
- Dicionário de Termos Da QualidadeDocumento6 páginasDicionário de Termos Da QualidadeAlaor Sales100% (1)
- Aula 8 - Ligas Não FerrosasDocumento39 páginasAula 8 - Ligas Não FerrosasMarcos Paulo ÁzaraAinda não há avaliações
- Descrição de Itens Vig Ambiental CorrigidaDocumento6 páginasDescrição de Itens Vig Ambiental CorrigidaAlbert HenriqueAinda não há avaliações