Você também pode gostar
- VG TabelaPreços SOBCONSULTADocumento68 páginasVG TabelaPreços SOBCONSULTADavid Santos100% (1)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Cálculos de Engrenagens Cilindricas Helicoidais Ortogonais - MóduloDocumento2 páginasCálculos de Engrenagens Cilindricas Helicoidais Ortogonais - MóduloAdilson FelizardoAinda não há avaliações
- CENFIM - CaldeirariaDocumento7 páginasCENFIM - CaldeirariaCarla Rodrigues100% (1)
- Cálculos de Esforços de Corte - GuilhotinasDocumento3 páginasCálculos de Esforços de Corte - GuilhotinasPauloAinda não há avaliações
- Lista de Exercícios EstampagemDocumento5 páginasLista de Exercícios EstampagemCarolai Fabris100% (1)
- TM 159 Slides Projeto de Ferramentas em Conformação de Chapas10Documento218 páginasTM 159 Slides Projeto de Ferramentas em Conformação de Chapas10hed_panAinda não há avaliações
- Tampos EicaDocumento16 páginasTampos EicaMarcos CarvalhoAinda não há avaliações
- Desenho Técnico-Desnho de MáquinasDocumento209 páginasDesenho Técnico-Desnho de MáquinasTinteiro De Jesus ChoeAinda não há avaliações
- Brc003tm Dre r02Documento66 páginasBrc003tm Dre r02rafaelAinda não há avaliações
- Tabela Forca Dobra PDFDocumento2 páginasTabela Forca Dobra PDFAdirSchoierAinda não há avaliações
- Projeto de Entonador de TamborDocumento16 páginasProjeto de Entonador de TamborEtec Rubens de Faria100% (1)
- Ponte RolanteDocumento18 páginasPonte RolanteparrudooandersonAinda não há avaliações
- Caldeiraria SoldagemmmmmmhDocumento120 páginasCaldeiraria SoldagemmmmmmhLucas LimaAinda não há avaliações
- Calculo Peso MetaisDocumento3 páginasCalculo Peso MetaisWalcir FerreiraAinda não há avaliações
- Tabela de Dobras - FATOR KDocumento4 páginasTabela de Dobras - FATOR KMauro HornAinda não há avaliações
- Projeto Ponte RolanteDocumento27 páginasProjeto Ponte RolanteRamon Silvério100% (1)
- Apostila Ferramentaria PDFDocumento124 páginasApostila Ferramentaria PDFSineia RodriguesAinda não há avaliações
- Tabela de Comparacoes Entre Perfis PDFDocumento9 páginasTabela de Comparacoes Entre Perfis PDFPedrinhoPassos0% (1)
- Cores de Segurança AbntDocumento4 páginasCores de Segurança Abntmarcospaulo01Ainda não há avaliações
- TrabalhoDocumento4 páginasTrabalhoLarissa ManuelleAinda não há avaliações
- Calculo de ParafusosDocumento7 páginasCalculo de ParafusosFabricioAinda não há avaliações
- Calandra PiramidalDocumento3 páginasCalandra PiramidalThierre MacedoAinda não há avaliações
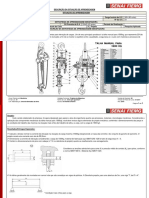
- Afp 100 R0 00618Documento1 páginaAfp 100 R0 00618apocalipcAinda não há avaliações
- Perfil Do DenteDocumento1 páginaPerfil Do DenteOzeias CardosoAinda não há avaliações
- Projeto Ponte Rolante Entrega FinalDocumento53 páginasProjeto Ponte Rolante Entrega FinalMonica Zambuzi100% (1)
- Pórtico RolanteDocumento34 páginasPórtico RolanteBruno Cavalcante Freitas100% (1)
- 13 Dimensões Mínimas e MáximasDocumento62 páginas13 Dimensões Mínimas e MáximasAndre FerreiraAinda não há avaliações
- Ferramental Calculo PorticoDocumento130 páginasFerramental Calculo PorticobarrosojmsAinda não há avaliações
- Planilha para EngenheirosDocumento260 páginasPlanilha para EngenheirosmlbpreditivaAinda não há avaliações
- Misturador de Serragem e Borra de ÓleoDocumento33 páginasMisturador de Serragem e Borra de ÓleoEtec Rubens de FariaAinda não há avaliações
- Parafusos Do MateusDocumento21 páginasParafusos Do MateusMatheus SalesAinda não há avaliações
- Catalogo MKSDocumento8 páginasCatalogo MKSkenzowAinda não há avaliações
- Translação Do CarroDocumento37 páginasTranslação Do Carrorobson leoniAinda não há avaliações
- Apostila de AcionamentosDocumento76 páginasApostila de AcionamentosJucyelaine CardosoAinda não há avaliações
- Metais - Propriedades MecânicasDocumento43 páginasMetais - Propriedades MecânicasIgor JoséAinda não há avaliações
- Relatório de Soldagem - Defeitos de SoldaDocumento5 páginasRelatório de Soldagem - Defeitos de SoldaLorena PessanhaAinda não há avaliações
- Trilhos NacionaisDocumento3 páginasTrilhos NacionaisAndré Luiz NogueiraAinda não há avaliações
- Teoria Sobre Parafuso de PotênciaDocumento8 páginasTeoria Sobre Parafuso de PotênciaLeonardo SantosAinda não há avaliações
- Projeto OlhaisDocumento1 páginaProjeto OlhaisgilAinda não há avaliações
- Formulario P2 Elementos I ME5510 NM7510 2020Documento4 páginasFormulario P2 Elementos I ME5510 NM7510 2020Carlos Eduardo MarrascaAinda não há avaliações
- Montagem Offshore Rigging e Heavy LiftDocumento1 páginaMontagem Offshore Rigging e Heavy LiftLeonardo RoncettiAinda não há avaliações
- Cálculo de Tampões TorisféricosDocumento1 páginaCálculo de Tampões TorisféricosAdilmar E. NatãnyAinda não há avaliações
- Cálculos de Pesos - Barras RedondasDocumento3 páginasCálculos de Pesos - Barras RedondasAdilson FelizardoAinda não há avaliações
- N-0134C - Chumbadores para ConcretoDocumento33 páginasN-0134C - Chumbadores para ConcretoAna Carolina TrindadeAinda não há avaliações
- Cálculo de Avanço e Da Velocidade de CorteDocumento1 páginaCálculo de Avanço e Da Velocidade de CorteClaudir Nunes CavalheiroAinda não há avaliações
- Guias Lineares e Fusos NSKDocumento150 páginasGuias Lineares e Fusos NSKPiero Azevedo CarnelociAinda não há avaliações
- Calculo Da Corda Do AnguloDocumento10 páginasCalculo Da Corda Do AnguloRMAinda não há avaliações
- Translação Do PórticoDocumento39 páginasTranslação Do Pórticorobson leoniAinda não há avaliações
- Redutor A Rosca Sem Fim - DimensionamentoDocumento21 páginasRedutor A Rosca Sem Fim - DimensionamentoGenival RozalinoAinda não há avaliações
- Proj FerrDocumento49 páginasProj FerrPesquisa DesenvolvimentoAinda não há avaliações
- Apostila de Projeto de FerramentaDocumento49 páginasApostila de Projeto de FerramentaValdecir ferreira dos santosAinda não há avaliações
- EstampagemDocumento27 páginasEstampagemRodrigo Eduardo GomesAinda não há avaliações
- Apostila Fundamentos Conformacao de MetaisDocumento24 páginasApostila Fundamentos Conformacao de MetaisClebson MarinhoAinda não há avaliações
- Trabalho de RepuxoDocumento7 páginasTrabalho de RepuxoTiomaneuAinda não há avaliações
- FM P2Documento41 páginasFM P2danilloAinda não há avaliações
- INCOMPLETE EstampagemDocumento0 páginaINCOMPLETE EstampagemDouglas SilvaAinda não há avaliações
- DOE - Paracambi.Ed1050 08.07.2023Documento1 páginaDOE - Paracambi.Ed1050 08.07.2023tavernadeferro.rpgAinda não há avaliações
- ESTUDO SOBRE SALVAÇÃO - I Pe 12Documento3 páginasESTUDO SOBRE SALVAÇÃO - I Pe 12Jeferson de AndradeAinda não há avaliações
- Configuração de Vlan em SwitchDocumento6 páginasConfiguração de Vlan em SwitchgifalAinda não há avaliações
- Roteiro de Conteúdo Ergonomia ST 2015-22-07 Unidade IIDocumento5 páginasRoteiro de Conteúdo Ergonomia ST 2015-22-07 Unidade IIRoger ValentimAinda não há avaliações
- Aventuras de PinóquioDocumento38 páginasAventuras de PinóquioConstantino Alves50% (2)
- Ef PR Geo Vol1-Pt2 2021 PreliminarDocumento64 páginasEf PR Geo Vol1-Pt2 2021 PreliminarCida AlmeidaAinda não há avaliações
- Captura de Tela 2022-06-23 À(s) 16.47.10Documento104 páginasCaptura de Tela 2022-06-23 À(s) 16.47.10Afonso FilhoAinda não há avaliações
- A Dama de Bergamota - T. WilliamsDocumento8 páginasA Dama de Bergamota - T. WilliamsJoão FélixAinda não há avaliações
- Gravitação EFOMM (Resolvida)Documento2 páginasGravitação EFOMM (Resolvida)Marco TulioAinda não há avaliações
- Aula 2 - Parametros Distribuídos e LT de MicroondasDocumento63 páginasAula 2 - Parametros Distribuídos e LT de MicroondasEddie JuniorAinda não há avaliações
- O Indio - Depoimento de Ailton Krenak PDFDocumento80 páginasO Indio - Depoimento de Ailton Krenak PDFAdriana JaegerAinda não há avaliações
- PAE GalvanotecnicaDocumento9 páginasPAE GalvanotecnicaJoao Pedro BorsatoAinda não há avaliações
- Maquinas Termicas PDFDocumento21 páginasMaquinas Termicas PDFGomes MulattaAinda não há avaliações
- Geoeconomia MundialDocumento19 páginasGeoeconomia MundialmadridbiruleibeAinda não há avaliações
- Aplicacao Dos Oleos Essenciais Na Saude EsteticaDocumento35 páginasAplicacao Dos Oleos Essenciais Na Saude EsteticaMariana Barbieri100% (1)
- Geografia PISMDocumento24 páginasGeografia PISMIsabella MunizAinda não há avaliações
- Exercicio 2Documento2 páginasExercicio 2Giovanni GiudiceAinda não há avaliações
- Relatorio Aulas Praticas Anatomia UninassauDocumento7 páginasRelatorio Aulas Praticas Anatomia UninassauCibele MacedoAinda não há avaliações
- Atividade EnzimáticaDocumento12 páginasAtividade EnzimáticaPauloAinda não há avaliações
- Projeto Norma BrasDocumento5 páginasProjeto Norma BrasWagner TrevaAinda não há avaliações
- Complexo Da EleganciaDocumento12 páginasComplexo Da EleganciahthenaAinda não há avaliações
- Pae - Alegrete - 2023 - Plano de Emergencia InpevDocumento14 páginasPae - Alegrete - 2023 - Plano de Emergencia InpevDaniele Cristina Dos santosAinda não há avaliações
- Estudo Biblico o Homem Triuno PDFDocumento2 páginasEstudo Biblico o Homem Triuno PDFErick Cardoso de AlbuquerqueAinda não há avaliações
- Exerciucios PoliedrosDocumento3 páginasExerciucios Poliedrosedsonmattos2010Ainda não há avaliações
- Ebook Receitas Ovos Bi 2021 - AprovadoDocumento19 páginasEbook Receitas Ovos Bi 2021 - AprovadoAristoclesAinda não há avaliações
- MoluscosDocumento26 páginasMoluscosKatti Eberle0% (1)
- Gestão de RotinasDocumento43 páginasGestão de RotinasDaniel Miranda BarbosaAinda não há avaliações
- Por PDFDocumento62 páginasPor PDFroigerAinda não há avaliações
- IV Cobem 77 Vol - DDocumento411 páginasIV Cobem 77 Vol - DAlexsandro Cavalcanti de SouzaAinda não há avaliações