Você também pode gostar
- Tubos de aço para condução de fluidosDocumento19 páginasTubos de aço para condução de fluidosDiogo Oliveira100% (6)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEAinda não há avaliações
- NBR 5580Documento6 páginasNBR 5580Inspetor Soldagem100% (1)
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNo EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasAinda não há avaliações
- NBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaDocumento14 páginasNBR 6321 - Tubos de Aco Carbono para Fluidos em Alta TemperaturaRafael CastroAinda não há avaliações
- Reservatório de aço elevado COPASADocumento48 páginasReservatório de aço elevado COPASAManoel Comar100% (1)
- NBR 5590 PDFDocumento19 páginasNBR 5590 PDFglobaldis67% (3)
- Projeto de tanque de armazenamento atmosférico (NORMA PETROBRAS N-270Documento13 páginasProjeto de tanque de armazenamento atmosférico (NORMA PETROBRAS N-270Natan Sanglard0% (1)
- Dimensionamento de Flanges (Ansi)Documento12 páginasDimensionamento de Flanges (Ansi)Mateus de Sá100% (2)
- ASME B16-5 TraduzidaDocumento438 páginasASME B16-5 TraduzidaAndr100% (5)
- NBR 5590 Tubos de Aco Carbono para Conducao de Fluidos 1 PDFDocumento19 páginasNBR 5590 Tubos de Aco Carbono para Conducao de Fluidos 1 PDFFábio Hisayuki Tanaka Yamashita100% (1)
- T-188-1 - Reservatório em Aço ApoiadoDocumento46 páginasT-188-1 - Reservatório em Aço ApoiadoDsokas100% (1)
- NBR 7821 - Tanques Soldados para Armazenamento de Petróleo e DerivadosDocumento118 páginasNBR 7821 - Tanques Soldados para Armazenamento de Petróleo e DerivadosTiago Paiva100% (10)
- Tabela Comparativa Dos FlangesDocumento4 páginasTabela Comparativa Dos Flangeswebvix100% (1)
- Redução Concêntrica Norma ANSI B16.9 Solda de Topo Schedule SCH Standard STD 40 80 XS 160 XXS em Aço Carbono ASTM A234 GR PDFDocumento1 páginaRedução Concêntrica Norma ANSI B16.9 Solda de Topo Schedule SCH Standard STD 40 80 XS 160 XXS em Aço Carbono ASTM A234 GR PDFAmanda100% (1)
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- NBR 5590 PDFDocumento36 páginasNBR 5590 PDFmatheus100% (4)
- Padronização: Requisito Técnico: Prescrição Estabelecida Como A Mais Adequada e QueDocumento9 páginasPadronização: Requisito Técnico: Prescrição Estabelecida Como A Mais Adequada e QueElderMartins100% (1)
- NBR 7675Documento37 páginasNBR 7675Scaramouche Sualk100% (2)
- Trocadores de Calor: tipos e aplicaçõesDocumento35 páginasTrocadores de Calor: tipos e aplicaçõesThiago Dias BarbosaAinda não há avaliações
- ABNT NBR 7480 - AçoDocumento7 páginasABNT NBR 7480 - AçoMilena CintraAinda não há avaliações
- Normas para TubosDocumento6 páginasNormas para TubosLeandro VilalvaAinda não há avaliações
- NBR 12712 - 2002 - Projeto de Sistemas de Transmissão e Distribuição de Gás CombustívelDocumento78 páginasNBR 12712 - 2002 - Projeto de Sistemas de Transmissão e Distribuição de Gás Combustívelcjaraujo100% (1)
- Instruções grauteamento basesDocumento6 páginasInstruções grauteamento basestuillllAinda não há avaliações
- Manual para dimensionamento de tanques metálicosDocumento89 páginasManual para dimensionamento de tanques metálicos6Bisnaga100% (4)
- NBR 6943 PB 110 - Conexoes de Ferro Fundido Maleavel Com Rosca NBR Nm-Iso 7-1 para TubulacoesDocumento34 páginasNBR 6943 PB 110 - Conexoes de Ferro Fundido Maleavel Com Rosca NBR Nm-Iso 7-1 para TubulacoesSergio Rodriguez CamberosAinda não há avaliações
- NBR 05020 - 2003 - Tubos de Cobre Sem Costura para Uso GeralDocumento10 páginasNBR 05020 - 2003 - Tubos de Cobre Sem Costura para Uso GeralJean Matos Lucena BertoldoAinda não há avaliações
- NBR 8261 - Perfil Tubular Estrutural de Aco Carbono Formado A Frio - 1Documento7 páginasNBR 8261 - Perfil Tubular Estrutural de Aco Carbono Formado A Frio - 1ropmachado0% (2)
- NBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaDocumento9 páginasNBR 5599 (Set 1995) - Tubos de Aço-Carbono de Precisão, Com CosturaYuri Bahia de VasconcelosAinda não há avaliações
- Rev 11720 Abr2010Documento22 páginasRev 11720 Abr2010arthurgseibelfAinda não há avaliações
- NBR 05667-2 - 2004 - Hidrantes Urbanos de Incêndio de Ferro Fundido DúctilDocumento9 páginasNBR 05667-2 - 2004 - Hidrantes Urbanos de Incêndio de Ferro Fundido DúctilLeonardo CostaAinda não há avaliações
- NBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosDocumento4 páginasNBR 5008 (Nov 1997) - Chapas Grossas e Bobinas Grossas, de Aço de Baixa Liga, Resistentes À Corrosão Atmosférica, para Uso Estrutural - RequisitosYuri Bahia de VasconcelosAinda não há avaliações
- NBR 198 - Tubos Com Costura de Aco Inoxidavel Austenitico Sem RecozimentoDocumento7 páginasNBR 198 - Tubos Com Costura de Aco Inoxidavel Austenitico Sem RecozimentoCamille BakerAinda não há avaliações
- NBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de AcoDocumento7 páginasNBR 13544 - Movimentacao de Carga - Sapatilho para Cabo de Acomarizajribeiro78@gmail.comAinda não há avaliações
- NBR 08890 - 2003 - Tubo de Concreto Armado de Secao Circular para ÁGUAS PLUVIAIS E Esgoto Sanitario - ÁGUADocumento16 páginasNBR 08890 - 2003 - Tubo de Concreto Armado de Secao Circular para ÁGUAS PLUVIAIS E Esgoto Sanitario - ÁGUAJoão C Silva100% (1)
- NBR 05008 (1997) PDFDocumento4 páginasNBR 05008 (1997) PDFJesus Enrique Alfonzo RiveroAinda não há avaliações
- BS 1873Documento31 páginasBS 1873thiagorep17Ainda não há avaliações
- NBR 5587 PDFDocumento10 páginasNBR 5587 PDFvitor7hugo100% (1)
- NBR 5667 2 Hidrantes 270904Documento9 páginasNBR 5667 2 Hidrantes 270904accrispimAinda não há avaliações
- NBR 7362-1 Tubo PVC EsgotoDocumento9 páginasNBR 7362-1 Tubo PVC EsgotoQuirinoAinda não há avaliações
- NBR 10072 - 1998 - Instalações Hidráulicas PrediaisDocumento6 páginasNBR 10072 - 1998 - Instalações Hidráulicas PrediaisavelarmatosAinda não há avaliações
- NBR 14862 - 2002 - Armaduras Treliçadas Eletrossoldadas - RequisitosDocumento10 páginasNBR 14862 - 2002 - Armaduras Treliçadas Eletrossoldadas - RequisitosFlavio Augustus MarcilioAinda não há avaliações
- NBR 05029 - 1982 - Tubo de Cobre e Suas Ligas Sem Costura ParDocumento10 páginasNBR 05029 - 1982 - Tubo de Cobre e Suas Ligas Sem Costura ParsimonschneiderAinda não há avaliações
- NBR 6658 (Out 1994) - Bobinas e Chapas Finas de Aço-Carbono para Uso GeralDocumento2 páginasNBR 6658 (Out 1994) - Bobinas e Chapas Finas de Aço-Carbono para Uso GeralYuri Bahia de VasconcelosAinda não há avaliações
- NBR 07362-1 - Sistemas Enterrados para Conducao de Esgoto - Parte 1 Requisitos para Tubos de PVC Com Junta ElasticaDocumento9 páginasNBR 07362-1 - Sistemas Enterrados para Conducao de Esgoto - Parte 1 Requisitos para Tubos de PVC Com Junta ElasticaJersé Messias100% (2)
- NBR 5587 - PB 225 - Tubos de Aco para Conducao Com Rosca ANSI ASME B1201 - Dimensoes Basicas - PaDocumento15 páginasNBR 5587 - PB 225 - Tubos de Aco para Conducao Com Rosca ANSI ASME B1201 - Dimensoes Basicas - PaCamila Gaudio100% (1)
- NBR 05028 - Tubos Capilares de Cobre PDFDocumento4 páginasNBR 05028 - Tubos Capilares de Cobre PDFAntonio Takeshi100% (2)
- N 2444a PDFDocumento60 páginasN 2444a PDFDanDei12Ainda não há avaliações
- NBR 7362-2 - Tubo PVC EsgotoDocumento2 páginasNBR 7362-2 - Tubo PVC EsgotoQuirino100% (3)
- Requisitos para tubos de alumínio extrudados em roloDocumento6 páginasRequisitos para tubos de alumínio extrudados em roloAlex LucioAinda não há avaliações
- Calculo GLP GN GNV Tupy Muito BomDocumento100 páginasCalculo GLP GN GNV Tupy Muito BomToni Filho100% (2)
- Tubos Aço CosturaDocumento10 páginasTubos Aço CosturaCiro TebecheraniAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Manual GWS 20-180/230Documento31 páginasManual GWS 20-180/230lucas171adriano100% (1)
- Manual de Instalação - Kit Corrente RolbrásDocumento2 páginasManual de Instalação - Kit Corrente RolbrásezequielfragnanAinda não há avaliações
- 15 Dicas PlasmaDocumento3 páginas15 Dicas PlasmaJean Paulo SalvatiAinda não há avaliações
- Fundamentos de Ciência e Engenharia de Materiais: Defeitos CristalinosDocumento63 páginasFundamentos de Ciência e Engenharia de Materiais: Defeitos CristalinosHenrique MillerAinda não há avaliações
- Manual Som FIAT StiloDocumento53 páginasManual Som FIAT StiloTadeu Ganzella75% (8)
- Relatório - ERRO ALEATÓRIODocumento8 páginasRelatório - ERRO ALEATÓRIOCleyber Moura da SilvaAinda não há avaliações
- Catalogo Hybel - 2016 - Português - WebDocumento29 páginasCatalogo Hybel - 2016 - Português - WebRoderick PintoAinda não há avaliações
- Catalogo - Aclopamento Elastico VulcanDocumento9 páginasCatalogo - Aclopamento Elastico VulcanRodger SenaAinda não há avaliações
- Lista de Trigonometria - Arcos e Ângulos - GABARITODocumento8 páginasLista de Trigonometria - Arcos e Ângulos - GABARITOThalyta ChavesAinda não há avaliações
- Lista Exercícios TensãoDocumento1 páginaLista Exercícios TensãoClécioChrisAinda não há avaliações
- 04 - Relatório - Paquimetro e MicrometroDocumento3 páginas04 - Relatório - Paquimetro e MicrometroWarlley Batista de DeusAinda não há avaliações
- Manual Cramaco Português 160 200 280 315 400 - r2Documento47 páginasManual Cramaco Português 160 200 280 315 400 - r2Rodrigo RaloAinda não há avaliações
- MANUAL DE INSTALAÇÃO E OPERAÇÃO - Set FreeDocumento117 páginasMANUAL DE INSTALAÇÃO E OPERAÇÃO - Set FreeJuan C da SilvaAinda não há avaliações
- Questões PETROBRAS Engenheiro ProduçãoDocumento15 páginasQuestões PETROBRAS Engenheiro ProduçãoAlexsandro MartinsAinda não há avaliações
- 838 Arq Lum01 01 C Rev02Documento1 página838 Arq Lum01 01 C Rev02Gabriel Santos CostaAinda não há avaliações
- Exercícios Materiais Naturais e ArtificiaisDocumento9 páginasExercícios Materiais Naturais e ArtificiaisNádiaCalixtoAinda não há avaliações
- FMEA AulaDocumento24 páginasFMEA AulaMeme MemoAinda não há avaliações
- Manual Do Desenvolvedor Pagconsorcio PDFDocumento5 páginasManual Do Desenvolvedor Pagconsorcio PDFFelipe PominiAinda não há avaliações
- Rider Técnico Banda TurnêDocumento6 páginasRider Técnico Banda TurnêHelcio TavaresAinda não há avaliações
- Pad 3Documento60 páginasPad 3Lucas Sancho RodriguesAinda não há avaliações
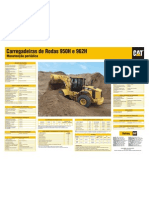
- CAT - 950H e 962H 2006Documento1 páginaCAT - 950H e 962H 2006Marcelo Cardozo100% (3)
- Ag Primavera Do Leste-Arq-S1Documento1 páginaAg Primavera Do Leste-Arq-S1trabalho sempreAinda não há avaliações
- Gestão de Demandas TMSDocumento3 páginasGestão de Demandas TMSIgor SilvaAinda não há avaliações
- Cespe 2013 Ibama Analista Ambiental Tema 1 Prova PDFDocumento12 páginasCespe 2013 Ibama Analista Ambiental Tema 1 Prova PDFStéphanie IngridAinda não há avaliações
- Uma técnica de sopro de solução foi desenvolvido usando elementos de eletrofiação e fusão tecnologias de sopro como um método alternativo para fazer teias não tecidas de micro e nanofibras com diâmetros compDocumento10 páginasUma técnica de sopro de solução foi desenvolvido usando elementos de eletrofiação e fusão tecnologias de sopro como um método alternativo para fazer teias não tecidas de micro e nanofibras com diâmetros compsmedvideoAinda não há avaliações
- 193-Um015 - PT-P E300 PDFDocumento310 páginas193-Um015 - PT-P E300 PDFSamuel Filipe Silva MendesAinda não há avaliações
- Memória Virtual Sistemas OperacionaisDocumento24 páginasMemória Virtual Sistemas OperacionaisCarlos PereiraAinda não há avaliações
- MT - Digital - Ko25 - Ko15 - 20 - 35priime - 140119Documento44 páginasMT - Digital - Ko25 - Ko15 - 20 - 35priime - 140119Fabio DaronAinda não há avaliações
- MBA em Gestão de ObrasDocumento12 páginasMBA em Gestão de ObrasJônatas AndradeAinda não há avaliações
- T T T T Toledo Oledo Oledo Oledo Oledo: Balança Eletrônica Portátil ToledoDocumento26 páginasT T T T Toledo Oledo Oledo Oledo Oledo: Balança Eletrônica Portátil ToledoBiotronica Assis TecAinda não há avaliações