Você também pode gostar
- Gabarito Prova Diagnóstico REVISADADocumento17 páginasGabarito Prova Diagnóstico REVISADACARLOS AUGUSTO ALMEIDA NUNES NEMAinda não há avaliações
- Catalogo DT 1102 Plus Automatica Antoniosi RaizenEEDocumento28 páginasCatalogo DT 1102 Plus Automatica Antoniosi RaizenEEVadinho Benez100% (1)
- Manual Prensa Marcon - MPH 15Documento6 páginasManual Prensa Marcon - MPH 15patriciaf83Ainda não há avaliações
- Projeto de Uma Dobradeira de Tubos PDFDocumento4 páginasProjeto de Uma Dobradeira de Tubos PDFRoberto Anderson StaschokAinda não há avaliações
- 1 - Apresentação Vazamento Zero Junho 2004Documento39 páginas1 - Apresentação Vazamento Zero Junho 2004OBELYXAinda não há avaliações
- Mangueiras ParkerDocumento387 páginasMangueiras ParkerEverton Freitas de Oliveira100% (1)
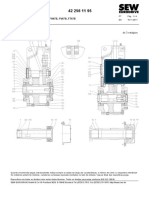
- Cilindro Hidráulico SW42 (SH 002)Documento20 páginasCilindro Hidráulico SW42 (SH 002)Matheus Boscolo100% (1)
- Catalogo Produtos VibrastopDocumento16 páginasCatalogo Produtos VibrastopAndre alexander dos santosAinda não há avaliações
- Informações de Auxilio Da Tomador de Amostra Sonda ObliquaDocumento3 páginasInformações de Auxilio Da Tomador de Amostra Sonda ObliquaAndré MariaAinda não há avaliações
- 03 Gaxeta PDFDocumento100 páginas03 Gaxeta PDFflaviodellatorre100% (1)
- Tubos ErmetoDocumento249 páginasTubos ErmetoAndre alexander dos santosAinda não há avaliações
- Pneumatica Desenho ExplodidoDocumento2 páginasPneumatica Desenho ExplodidoFelipeAinda não há avaliações
- RP 1009101 PDFDocumento20 páginasRP 1009101 PDFDalila VaroghAinda não há avaliações
- ZO Profile BR PDFDocumento2 páginasZO Profile BR PDFcledsonfreitasAinda não há avaliações
- ConexõesDocumento16 páginasConexõesMatheus FrançaAinda não há avaliações
- Engrenagens Cônicas1Documento56 páginasEngrenagens Cônicas1Artur Sturm AdamoliAinda não há avaliações
- Dispositivo Universal de Enchimento e Teste Fpu 1 para Acumuladores de Bexiga Pistao e MembranaDocumento10 páginasDispositivo Universal de Enchimento e Teste Fpu 1 para Acumuladores de Bexiga Pistao e MembranaMauricio OliveiraAinda não há avaliações
- Molas Plastiprene PDFDocumento4 páginasMolas Plastiprene PDFfelipe BukoskiAinda não há avaliações
- 4 Oleohidraulica Bombas e MotoresDocumento44 páginas4 Oleohidraulica Bombas e MotoresVithor JaegerAinda não há avaliações
- Catalogo BozzaDocumento63 páginasCatalogo Bozzaitamarmeira100% (1)
- Catalogo Belfit MangueiraDocumento148 páginasCatalogo Belfit MangueiraEdnaldoGonçalvesGonçalves100% (1)
- Catalogo Geral de Produtos Tigre-ADS 2016 Rev 1 PDFDocumento20 páginasCatalogo Geral de Produtos Tigre-ADS 2016 Rev 1 PDFluís_bariniAinda não há avaliações
- Catalogo Newtec 2021Documento57 páginasCatalogo Newtec 2021Clovis KaminskiAinda não há avaliações
- Osram Catalogo Aplicação Leve em PDFDocumento21 páginasOsram Catalogo Aplicação Leve em PDFLEODECIO BELO DE OLIVEIRA100% (1)
- ELECTRODOSDocumento8 páginasELECTRODOSElzidio RodriguesAinda não há avaliações
- Abraçadeiras StauffDocumento8 páginasAbraçadeiras StauffSebastião Barbosa da SilvaAinda não há avaliações
- 2 PT-BR - Rolling Bearings - TCM - 45-121486Documento1.382 páginas2 PT-BR - Rolling Bearings - TCM - 45-121486manuel_plfAinda não há avaliações
- SewDocumento4 páginasSewwesleyengmecAinda não há avaliações
- Catálogo de Peças DiversosDocumento88 páginasCatálogo de Peças DiversosGabrielMattosdeOliveira50% (2)
- Bomba ETA Manual ServicoDocumento18 páginasBomba ETA Manual ServicoWilton BatistaAinda não há avaliações
- Tochas Tig EsabDocumento24 páginasTochas Tig EsabTarcio ManfrimAinda não há avaliações
- RP 01200DDocumento26 páginasRP 01200DLucas Vinícius Costa100% (1)
- Catalogo Nodus nd220Documento4 páginasCatalogo Nodus nd220ewertonAinda não há avaliações
- Ficha Tecnica - QUARD 500Documento2 páginasFicha Tecnica - QUARD 500mazuckAinda não há avaliações
- Cilindro Hidraulico Serie 2H CAT.2103 OUT 1997 PDFDocumento40 páginasCilindro Hidraulico Serie 2H CAT.2103 OUT 1997 PDFKaren Vera50% (2)
- Curso de SoldagemDocumento8 páginasCurso de SoldagemLeleu RochaAinda não há avaliações
- Ajustes No Sistema ISODocumento1 páginaAjustes No Sistema ISOAndré SilvaAinda não há avaliações
- Paleteira HidrulicaDocumento12 páginasPaleteira HidrulicaMauricio Soares100% (2)
- Bomba Bew1Documento20 páginasBomba Bew1Ernon FilipeAinda não há avaliações
- MN 120K BuchaDocumento2 páginasMN 120K BuchaederAinda não há avaliações
- Gaxetas PneumaticasDocumento15 páginasGaxetas PneumaticasJPJFAinda não há avaliações
- 3 Oleohidraulica CilindrosDocumento75 páginas3 Oleohidraulica CilindrosALEXSANDROAinda não há avaliações
- NBR 8300 - Chapas Grossas de Aco-Carbono para Uso GeralDocumento3 páginasNBR 8300 - Chapas Grossas de Aco-Carbono para Uso GeralAlberto Hoffmann AntunesAinda não há avaliações
- Apostila Aula 01Documento28 páginasApostila Aula 01Joao JúniorAinda não há avaliações
- Furação PDFDocumento30 páginasFuração PDFJean TiepoAinda não há avaliações
- Usinagem de RoscasDocumento60 páginasUsinagem de RoscasodairnettoAinda não há avaliações
- Machos e Cossinetes DormerDocumento16 páginasMachos e Cossinetes DormerdanielhscAinda não há avaliações
- Fresamento IDocumento14 páginasFresamento IBrendo Nunes AlcantaraAinda não há avaliações
- Harvester PonsseDocumento118 páginasHarvester PonsseLeandro CavalheiroAinda não há avaliações
- Apre. Roscar ManualmenteDocumento43 páginasApre. Roscar ManualmentembaraldAinda não há avaliações
- Slides - TMC - BrocasDocumento28 páginasSlides - TMC - Brocascelline duranAinda não há avaliações
- Exercícios de Furação e RoscasDocumento17 páginasExercícios de Furação e RoscasThiago AugustoAinda não há avaliações
- SKF SALKAC 25M Specification PDFDocumento4 páginasSKF SALKAC 25M Specification PDFsantosAinda não há avaliações
- Instrumentos RotatóriosDocumento2 páginasInstrumentos RotatóriosMaycon RodriguesAinda não há avaliações
- Norma Dimensional X Norma RoscaDocumento20 páginasNorma Dimensional X Norma RoscaGustavo1000Ainda não há avaliações
- Chumbadores Como Fixar CorretamenteDocumento42 páginasChumbadores Como Fixar CorretamenteRafa LuisAinda não há avaliações
- Tecnico em Mecanica Mecanica Projeto e OperacaoDocumento14 páginasTecnico em Mecanica Mecanica Projeto e Operacaoandressaq02Ainda não há avaliações
- Teoria Sobre ParafusosDocumento12 páginasTeoria Sobre ParafusosRoberto PauloAinda não há avaliações
- Capitulo 4b PDFDocumento29 páginasCapitulo 4b PDFDeividi CardosoAinda não há avaliações
- SMC - Guia de SobrevivênciaDocumento28 páginasSMC - Guia de SobrevivênciaGuilherme Balbuena JardimAinda não há avaliações
- Calculo de ParafusosDocumento9 páginasCalculo de ParafusosEng° Dimas MarianoAinda não há avaliações
- Takt RosqueadeiramanualDocumento19 páginasTakt RosqueadeiramanualEdson MorattiAinda não há avaliações
- Apostila LidDocumento81 páginasApostila LidAndré ZaninAinda não há avaliações
- Elementos de Máquinas 1Documento118 páginasElementos de Máquinas 1Edilon Junior100% (1)
- Catálogo BWR 1Documento16 páginasCatálogo BWR 1Rafael ScalabrinAinda não há avaliações
- Lista - Exercícios GeraisDocumento5 páginasLista - Exercícios GeraisRamon MouraAinda não há avaliações
- Manual Cuidados Com A Maquina DobradeiraDocumento55 páginasManual Cuidados Com A Maquina DobradeiraLucas AlvesAinda não há avaliações
- Apresentação TorneariaDocumento65 páginasApresentação TorneariaRogério Cerqueira LimaAinda não há avaliações
- Bomba Manual Com Corda Água PoçoDocumento17 páginasBomba Manual Com Corda Água PoçoHenrique MoraisAinda não há avaliações
- TCC Newton Augusto de A. Mafaldo PDFDocumento63 páginasTCC Newton Augusto de A. Mafaldo PDFMarcelo PiresAinda não há avaliações
- Procedimento para Definição de TorqueDocumento29 páginasProcedimento para Definição de TorqueArieli Fernanda QuiliceAinda não há avaliações
- 1646395588406GMAD CATALOGO - FERRAMENTAS E ACESSORIOS-compactadoDocumento68 páginas1646395588406GMAD CATALOGO - FERRAMENTAS E ACESSORIOS-compactadoDenis Mota da SilvaAinda não há avaliações
- 01 ParafusosDocumento55 páginas01 ParafusosFabio FrancaAinda não há avaliações
- FEY4Documento172 páginasFEY4Fernando GrilloAinda não há avaliações
- ManualServico CRZ150 SM 2010 MotosBlog PDFDocumento194 páginasManualServico CRZ150 SM 2010 MotosBlog PDFGabriel Farias100% (1)
- Medidas Unc - UnfDocumento2 páginasMedidas Unc - UnfcarlospinillaAinda não há avaliações
- Elementos de MáquinasDocumento66 páginasElementos de Máquinasmfpsnt89% (9)
- Catalogo Tecnico Telha Ondulada Doc 8Documento20 páginasCatalogo Tecnico Telha Ondulada Doc 8Mariana Pereira SinzimbraAinda não há avaliações
- A.P. F - Metrologia IIDocumento2 páginasA.P. F - Metrologia IIDeiseane MarianoAinda não há avaliações
- Torque ParafusosDocumento7 páginasTorque ParafusosKlebersonRamosAinda não há avaliações
- NBR 12274Documento15 páginasNBR 12274Jorge Sakamoto100% (8)
- Classes de Tolerancias de RoscasDocumento7 páginasClasses de Tolerancias de Roscasvandroroberto100% (1)