Você também pode gostar
- Alinhamento e Balanceamento PDFDocumento65 páginasAlinhamento e Balanceamento PDFThiago Valente75% (12)
- Planejador de Manutenção Retro John Deere 310lDocumento4 páginasPlanejador de Manutenção Retro John Deere 310lJose Wellington Silva dos Santos100% (1)
- Bomba Injetora Tipo PDocumento86 páginasBomba Injetora Tipo Ppaulomt191% (22)
- Catálogo de Peças Do Motor MWM D229-3Documento73 páginasCatálogo de Peças Do Motor MWM D229-3Julio Castanho100% (1)
- NBR Gratuita para OficinasDocumento2 páginasNBR Gratuita para OficinasPedro Silvestrini50% (2)
- Catalogo de Peças Motor Cummins Volare V8Documento93 páginasCatalogo de Peças Motor Cummins Volare V8Antonio de Lima NetoAinda não há avaliações
- Serie 4200 MF 4297 BAIXA FOPDocumento2 páginasSerie 4200 MF 4297 BAIXA FOPLuan Maicom67% (3)
- Desmontagem e Montagem Do MotorDocumento124 páginasDesmontagem e Montagem Do MotorJulio Mees100% (4)
- Sistemas de DireçãoDocumento12 páginasSistemas de DireçãoManoelaTarcila100% (3)
- Alinhamento e BalanceamentoDocumento61 páginasAlinhamento e BalanceamentoCarlito GomesAinda não há avaliações
- Apostila 2 Sistema de FreiosDocumento88 páginasApostila 2 Sistema de FreiosPauloEduardoCostaAinda não há avaliações
- Como Funciona o Câmbio ManualDocumento7 páginasComo Funciona o Câmbio ManualGabriel SantosAinda não há avaliações
- Análise de VibraçãoDocumento39 páginasAnálise de VibraçãoLetácio OliveiraAinda não há avaliações
- Catalago Peças - 3510Documento758 páginasCatalago Peças - 3510atitude consultoria & treinamentos100% (1)
- Corrente Ix35Documento25 páginasCorrente Ix35Guilherme Zoboli0% (1)
- Manutençao EmpilhadeiraDocumento297 páginasManutençao Empilhadeirarodinei cesar gomes gomes93% (14)
- AEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaNo EverandAEA - 30 anos: a Associação Brasileira de Engenharia Automotiva e sua históriaAinda não há avaliações
- Curso de Alinhamento de Direcao 2012Documento40 páginasCurso de Alinhamento de Direcao 2012Diego Santos SousaAinda não há avaliações
- AlinhamentoDocumento4 páginasAlinhamentoWillians M. LeãoAinda não há avaliações
- Controle Da Temperatura - AulaDocumento20 páginasControle Da Temperatura - AulaHans DarnwellAinda não há avaliações
- Direção e SuspensãoDocumento85 páginasDireção e SuspensãoDiêgo Marcos100% (3)
- Dicas para Trocar A Correia DentadaDocumento3 páginasDicas para Trocar A Correia DentadaLeandro TrincaAinda não há avaliações
- Manual Do Pneu GodyearDocumento15 páginasManual Do Pneu Godyearvbcl1983Ainda não há avaliações
- Alinhamento 2° Eixo Direcional BMBDocumento4 páginasAlinhamento 2° Eixo Direcional BMBAnaSantos100% (1)
- Balanceamento de Rodas e Alinhamento de DireçãoDocumento33 páginasBalanceamento de Rodas e Alinhamento de DireçãoIomar SousaAinda não há avaliações
- Alinhamento e Balanceamento de Rodas SENAIDocumento46 páginasAlinhamento e Balanceamento de Rodas SENAIMecanica Vale DO SolAinda não há avaliações
- O Sistema de Comando de Válvulas: Tecnología Diagnóstico de FalhasDocumento44 páginasO Sistema de Comando de Válvulas: Tecnología Diagnóstico de FalhasAntónio FernandesAinda não há avaliações
- Mecp - Rodas e SuspensãoDocumento58 páginasMecp - Rodas e SuspensãoAlexandre MazzonettoAinda não há avaliações
- Apostila FreiosDocumento65 páginasApostila FreiosKerolin TessariAinda não há avaliações
- Adaptações Maverick 73Documento39 páginasAdaptações Maverick 73Rogério MesquittaAinda não há avaliações
- Alinhamento Fiesta Rocam AmazonDocumento2 páginasAlinhamento Fiesta Rocam AmazonPedro Andrade100% (1)
- Apostila Martelinho de Ouro - Alexsand SantDocumento29 páginasApostila Martelinho de Ouro - Alexsand Santdanilospaula100% (1)
- Manutencao Automotiva Sistema de DirecaoDocumento51 páginasManutencao Automotiva Sistema de DirecaomurilomomenteAinda não há avaliações
- Alinhamento RodasDocumento14 páginasAlinhamento RodasMarcio NunesAinda não há avaliações
- Alinhamento de Dir L PDFDocumento20 páginasAlinhamento de Dir L PDFelonAinda não há avaliações
- Apostila Tecnologia Produto VolkswagenDocumento36 páginasApostila Tecnologia Produto VolkswagenAndré Da Luz Moreira100% (1)
- Anéis de PistãoDocumento27 páginasAnéis de PistãoGadus MorhuaAinda não há avaliações
- Sistemas de Transmissoes Automotivas PDFDocumento85 páginasSistemas de Transmissoes Automotivas PDFAdriano SalesAinda não há avaliações
- Manutencao Automotiva Sistema de SuspensaoDocumento57 páginasManutencao Automotiva Sistema de SuspensaoTelvinoAinda não há avaliações
- Junta Do Cabeçote Queimada - Confira Os Sintomas e A SoluçãoDocumento9 páginasJunta Do Cabeçote Queimada - Confira Os Sintomas e A SoluçãoVictor Bertu100% (1)
- Curso de Mecânica Basica Do AutomóvelDocumento136 páginasCurso de Mecânica Basica Do AutomóvelMelsi Maran89% (9)
- Tabela Brosol de Pressão para Bombas deDocumento3 páginasTabela Brosol de Pressão para Bombas deOptimusss100% (1)
- Alinhamento de Direção Parte2Documento15 páginasAlinhamento de Direção Parte2Melsi Maran100% (1)
- Correia Dentada Sem MisterioDocumento44 páginasCorreia Dentada Sem MisterioDiego Dutra Sobreiro100% (1)
- Troca de Correia Dentada GenericoDocumento5 páginasTroca de Correia Dentada GenericoJeferson Diniz100% (1)
- Manutencao Automotiva Sistema de Transmissao MecanicaDocumento82 páginasManutencao Automotiva Sistema de Transmissao MecanicaTelvinoAinda não há avaliações
- Curso Alinhamento de Direção Parte1Documento33 páginasCurso Alinhamento de Direção Parte1Melsi Maran83% (6)
- Manual de Funcionamento Da EmbreagemDocumento36 páginasManual de Funcionamento Da Embreagemr2salinasAinda não há avaliações
- Alinham. e Balanc. RodasDocumento63 páginasAlinham. e Balanc. RodasDavid Nigra100% (1)
- Manual de Proprietários, Motoristas e Chofer: THE POETRY OF THE END OF THE WORLD, מסכת מכות, Chaves de Tetuan, by Mois BenarrochNo EverandManual de Proprietários, Motoristas e Chofer: THE POETRY OF THE END OF THE WORLD, מסכת מכות, Chaves de Tetuan, by Mois BenarrochAinda não há avaliações
- Programação Em Assembly Para O Microcontrolador Pic12f Volume INo EverandProgramação Em Assembly Para O Microcontrolador Pic12f Volume INota: 5 de 5 estrelas5/5 (1)
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- BalanceamentoDocumento92 páginasBalanceamentoLetácio OliveiraAinda não há avaliações
- Apostila Alinhamento ENGEFAZDocumento43 páginasApostila Alinhamento ENGEFAZalexandre costaAinda não há avaliações
- Apostila Alinhamento 04-05-06Documento43 páginasApostila Alinhamento 04-05-06Willian LimaAinda não há avaliações
- Analise 1Documento41 páginasAnalise 1Hristos BashalidisAinda não há avaliações
- 102993414-Apostila-Analise-de-Vibracao-Nivel-II-Revisao-1 Engefaz PDFDocumento49 páginas102993414-Apostila-Analise-de-Vibracao-Nivel-II-Revisao-1 Engefaz PDFAlvanir BarrosAinda não há avaliações
- Apostila de BalanceamentoDocumento45 páginasApostila de BalanceamentoMartinsAinda não há avaliações
- It - PN.03.24.0001 - Aplicação de Conector Terminal Perfurante em Borne de MedidorDocumento7 páginasIt - PN.03.24.0001 - Aplicação de Conector Terminal Perfurante em Borne de MedidorFelipe JunqueiraAinda não há avaliações
- Compressor IKM Aggreko HPCD 1165.350 PT-BRDocumento61 páginasCompressor IKM Aggreko HPCD 1165.350 PT-BRAlexsandro TorezinAinda não há avaliações
- Manual Baterias Lorica PDFDocumento56 páginasManual Baterias Lorica PDFemraposo0% (1)
- Rev4 - Ver6 - PT 1772 Critérios de Proj de TubulaçãoDocumento60 páginasRev4 - Ver6 - PT 1772 Critérios de Proj de TubulaçãoWenerson GhenesisAinda não há avaliações
- DIS-ETE-015 - Regulador de Tensão Monofásico - REV 0Documento50 páginasDIS-ETE-015 - Regulador de Tensão Monofásico - REV 0Adilson Leite ProençaAinda não há avaliações
- PS 04 - Operacional - FrotaDocumento6 páginasPS 04 - Operacional - FrotacdaherAinda não há avaliações
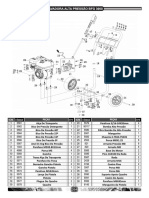
- Catalogo Pecas Lavadora BFG 3000 PsiDocumento2 páginasCatalogo Pecas Lavadora BFG 3000 PsiCompras A JardineiraAinda não há avaliações
- Segurança Na Operação Com Empilhadeira Power PointDocumento31 páginasSegurança Na Operação Com Empilhadeira Power PointValdinei Antonio LaoAinda não há avaliações
- Manual de Inst. FueltechDocumento28 páginasManual de Inst. Fueltechademar1230% (1)
- MCC - SolucaoDocumento4 páginasMCC - SolucaoBasilioAinda não há avaliações
- Termodinâmica para EngenhariaDocumento2 páginasTermodinâmica para EngenhariaValéria Rondon MesquitaAinda não há avaliações
- Catálogo Power Packer 2019Documento12 páginasCatálogo Power Packer 2019Felipe silva santanaAinda não há avaliações
- TOYOTA i-ART Common Rail System - En.ptDocumento12 páginasTOYOTA i-ART Common Rail System - En.ptGustavo Sostenes Rodrigues Nunes100% (1)
- Catalogo Delco PDFDocumento105 páginasCatalogo Delco PDFDiegoTavaresAinda não há avaliações
- Eletrônica Embarcada - Módulo 1Documento29 páginasEletrônica Embarcada - Módulo 1Fabricio Félix100% (1)
- Tarefa 2 Unidade 2 Imagens CompactadasDocumento15 páginasTarefa 2 Unidade 2 Imagens CompactadasHochsteWissenAinda não há avaliações
- Crypton 1115 Ed - K 2012Documento63 páginasCrypton 1115 Ed - K 2012Nathan LinharesAinda não há avaliações
- Grupo R - Motor Cummins 5.9L ISBe6 220 CVDocumento72 páginasGrupo R - Motor Cummins 5.9L ISBe6 220 CVJosé Roberto Vircents80% (5)
- Treinamento Turbo CompressorDocumento192 páginasTreinamento Turbo CompressorJuarez Geronimo Da Silva100% (3)
- Catálogo de Peças Stihl Fs-88Documento34 páginasCatálogo de Peças Stihl Fs-88Jesse JamesAinda não há avaliações
- Man 28 29 33 440 PDFDocumento280 páginasMan 28 29 33 440 PDFCtesa Wagner100% (1)
- Turbocompressor - Wikipédia, A Enciclopédia LivreDocumento42 páginasTurbocompressor - Wikipédia, A Enciclopédia LivrecristianolucioAinda não há avaliações
- Okmecânica Automotiva - DiferencialDocumento42 páginasOkmecânica Automotiva - DiferencialDiêgo MarcosAinda não há avaliações
- Exercícios 06Documento13 páginasExercícios 06Jhonatan SandriniAinda não há avaliações
- 06.2 - Sensor de Rotacao - Livro - Controle Integrado Do MotorDocumento74 páginas06.2 - Sensor de Rotacao - Livro - Controle Integrado Do MotorMARLON PEREIRAAinda não há avaliações
- Aula 6 - Motores de Combustão InternaDocumento16 páginasAula 6 - Motores de Combustão InternaRodrigo DantasAinda não há avaliações