Você também pode gostar
- METROLOGIADocumento169 páginasMETROLOGIAElizeu Ferreira Dos Santos100% (7)
- Apostila de CalderariaDocumento208 páginasApostila de Calderariahebert10100% (5)
- Fórmulas e Cálculos Para Eletricidade e Eletrônica - volume 2No EverandFórmulas e Cálculos Para Eletricidade e Eletrônica - volume 2Nota: 3.5 de 5 estrelas3.5/5 (2)
- Apostila - CALCULO TECNICO PDFDocumento80 páginasApostila - CALCULO TECNICO PDFMarcos Pereira100% (1)
- Aula 3 - Paquímetros PDFDocumento7 páginasAula 3 - Paquímetros PDFcristianocfsAinda não há avaliações
- Apostila AGCO Edição 2Documento133 páginasApostila AGCO Edição 2Vitor Joel ChavesAinda não há avaliações
- Aula 4 - Metrologia - PaquimetroDocumento87 páginasAula 4 - Metrologia - PaquimetroellenkarolineAinda não há avaliações
- Apostila Metrologia - COM CAPDocumento47 páginasApostila Metrologia - COM CAPQuarto de guerra DespachanteAinda não há avaliações
- 7 Metrologia - PaquimetroDocumento51 páginas7 Metrologia - PaquimetroEvertonAinda não há avaliações
- Operação TranspaleteiraDocumento34 páginasOperação Transpaleteiraerick_thadeuAinda não há avaliações
- Análise Crítica de Certificados de Calibração PDFDocumento28 páginasAnálise Crítica de Certificados de Calibração PDFTimothy CaldwellAinda não há avaliações
- Apostila de Documentação Tecnica 01Documento105 páginasApostila de Documentação Tecnica 01erick_thadeuAinda não há avaliações
- Ad1 - GabaritoDocumento4 páginasAd1 - GabaritoBENICIOAinda não há avaliações
- Micro MetroDocumento42 páginasMicro Metrorafael cavalcanteAinda não há avaliações
- Curso Básico de MetrologiaDocumento12 páginasCurso Básico de Metrologiaapi-3846415100% (6)
- Gabarito Lista 01Documento5 páginasGabarito Lista 01VICTOR MBEBE100% (1)
- Plano de Aula - Senai (Micrometro)Documento6 páginasPlano de Aula - Senai (Micrometro)Felipe Gustavo de OliveiraAinda não há avaliações
- Ficha Avaliação Intermédia 3º Período - M - 3º AnoDocumento7 páginasFicha Avaliação Intermédia 3º Período - M - 3º AnoStéphanie LimaAinda não há avaliações
- Aula 5 - Metrologia - MicrometroDocumento71 páginasAula 5 - Metrologia - MicrometroellenkarolineAinda não há avaliações
- Baixar Apostila Curso Tecnico PresencialDocumento167 páginasBaixar Apostila Curso Tecnico PresencialTaylor Camargo100% (1)
- Notas de Aula de Metrologia PDFDocumento57 páginasNotas de Aula de Metrologia PDFjefersonpimentelAinda não há avaliações
- Fge I - Rot 2 - Paquimetro e MicrometroDocumento16 páginasFge I - Rot 2 - Paquimetro e MicrometroWilton Wagner de CarvalhoAinda não há avaliações
- Inst Eletricas Prediais PDFDocumento209 páginasInst Eletricas Prediais PDFerick_thadeuAinda não há avaliações
- Avaliação História 5º AnoDocumento2 páginasAvaliação História 5º AnoTaise RochaAinda não há avaliações
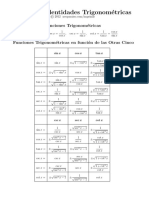
- Tabla de Identidades TrigonometricasDocumento4 páginasTabla de Identidades TrigonometricasLiis RiincónAinda não há avaliações
- Exercícios Med Grand MecDocumento10 páginasExercícios Med Grand MecRafael MironAinda não há avaliações
- Metrologia BásicaDocumento19 páginasMetrologia BásicaThaynara FontesAinda não há avaliações
- A Influência Dos Erros de Paralelismo e Planeza em Micrômetros ExternosDocumento6 páginasA Influência Dos Erros de Paralelismo e Planeza em Micrômetros ExternosBrian Lipczynski MartinsAinda não há avaliações
- Apostila de MetrologiaDocumento47 páginasApostila de MetrologiaFilipe OliveiraAinda não há avaliações
- Curso Básico de MetrologiaDocumento15 páginasCurso Básico de MetrologiacenataliAinda não há avaliações
- IJEspacial 08 Instrumentos de MedicaoDocumento12 páginasIJEspacial 08 Instrumentos de MedicaoMTHAinda não há avaliações
- Mecânico de Manutenção: Informação Tecnológica Usinagem Aplicada À ManutençãoDocumento315 páginasMecânico de Manutenção: Informação Tecnológica Usinagem Aplicada À ManutençãoJoão SaturninoAinda não há avaliações
- Instrumento de Medicao Linear Regua Metro Trena e Paquimetro Curso Engenharia Mecatronica Prof Ricardo VitoyDocumento57 páginasInstrumento de Medicao Linear Regua Metro Trena e Paquimetro Curso Engenharia Mecatronica Prof Ricardo VitoysilviodoniseteAinda não há avaliações
- Instrumentos de Medidas PDFDocumento9 páginasInstrumentos de Medidas PDFNarendra SadhanaAinda não há avaliações
- Material de Apoio - UsinagemDocumento120 páginasMaterial de Apoio - UsinagemRogério Cerqueira LimaAinda não há avaliações
- 6 Metrologia - Trena e Regua GraduadaDocumento23 páginas6 Metrologia - Trena e Regua GraduadaEvertonAinda não há avaliações
- Aula 29 Calibracao de Paquimetro e MicrometroDocumento8 páginasAula 29 Calibracao de Paquimetro e MicrometrobellaabdonAinda não há avaliações
- Apostila de Metrologia 2008Documento83 páginasApostila de Metrologia 2008Márcio FerreiraAinda não há avaliações
- Aula Sobre PaquímetroDocumento47 páginasAula Sobre PaquímetroIago AraujoAinda não há avaliações
- Roteiro1 Relatorio1Documento12 páginasRoteiro1 Relatorio1marcoshsmesquitaAinda não há avaliações
- Calculo Tecnico T2000Documento137 páginasCalculo Tecnico T2000José SantosAinda não há avaliações
- Aula PaquímetrosDocumento45 páginasAula PaquímetrosArthur Monteiro FilhoAinda não há avaliações
- AULA04 PaquímetroDocumento27 páginasAULA04 Paquímetrowagner.garciaAinda não há avaliações
- MetrologiaDocumento34 páginasMetrologiaJairo GonzagaAinda não há avaliações
- Universidade Federal Do Ceará Departamento de FísicaDocumento14 páginasUniversidade Federal Do Ceará Departamento de FísicaLevir BarrosAinda não há avaliações
- PecliseDocumento6 páginasPecliseClotilde Sousa VieiraAinda não há avaliações
- Aula - 05 - 2021 - Aula Mecânica Aplicada - MicrometroDocumento26 páginasAula - 05 - 2021 - Aula Mecânica Aplicada - MicrometroReginaldo CamposAinda não há avaliações
- METROLOGIADocumento136 páginasMETROLOGIALuizPedro2022Ainda não há avaliações
- Princípio Do NônioDocumento2 páginasPrincípio Do NônioandersonAinda não há avaliações
- EletricidadeDocumento56 páginasEletricidadeFernando AndradeAinda não há avaliações
- Apostila Metrologia - Unidade 1-2 e 3Documento25 páginasApostila Metrologia - Unidade 1-2 e 3es_moraes4950Ainda não há avaliações
- Relatório 2 - Física ExperimentalDocumento13 páginasRelatório 2 - Física Experimentalsamuel.salon18Ainda não há avaliações
- 01 CT Unidades de MedidasDocumento11 páginas01 CT Unidades de MedidasCláudio BarretosAinda não há avaliações
- METROLOGIADocumento101 páginasMETROLOGIAdereis145Ainda não há avaliações
- Relatorio Metodo de NonioDocumento11 páginasRelatorio Metodo de NoniofelisbertoAinda não há avaliações
- Metrologia Paquimetro e MicrometroDocumento12 páginasMetrologia Paquimetro e MicrometroWendell SilvaAinda não há avaliações
- Apostila Calculo Tecnico ProntaDocumento66 páginasApostila Calculo Tecnico ProntaRafael KoenigkamAinda não há avaliações
- Monitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual C#No EverandMonitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual C#Ainda não há avaliações
- Monitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Projetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XvNo EverandProjetos Com Arm Programado Em C No Cubeide Com Base No Modelo Stm32f103c8 Parte XvAinda não há avaliações
- Serial32 BRDocumento3 páginasSerial32 BRerick_thadeuAinda não há avaliações
- Tecnologia e Mercado de Trabalho PDFDocumento8 páginasTecnologia e Mercado de Trabalho PDFerick_thadeuAinda não há avaliações
- Lista de Exercícios de Probabilidade - SoluçãoDocumento8 páginasLista de Exercícios de Probabilidade - SoluçãoSofiaLimaAinda não há avaliações
- 07julho - JI Casa Vivência - PlanaltinaDocumento19 páginas07julho - JI Casa Vivência - PlanaltinaRodrigo R. OliveiraAinda não há avaliações
- Satélite GeoeyeDocumento6 páginasSatélite GeoeyeDebora PazAinda não há avaliações
- Crónica Nº-85-Org - Port. (15) - António Francisco Da Silva PortoDocumento4 páginasCrónica Nº-85-Org - Port. (15) - António Francisco Da Silva PortohcayollaAinda não há avaliações
- Etapas Construtivas LT 138 KVDocumento7 páginasEtapas Construtivas LT 138 KVandre CAinda não há avaliações
- 07 - UsinagemDocumento354 páginas07 - Usinagemmarcio_mogi100% (2)
- Profij - 8º Ano - Teste de DiagnósticoDocumento6 páginasProfij - 8º Ano - Teste de Diagnósticojmdbatista7817Ainda não há avaliações
- Teorema EgrégioDocumento3 páginasTeorema EgrégiojefersonAinda não há avaliações
- Criterio ChauvenetDocumento6 páginasCriterio ChauvenetJoel ChocaAinda não há avaliações
- Regressão Linear No SPSS - Descrição Dos QuadrosDocumento15 páginasRegressão Linear No SPSS - Descrição Dos QuadrosAlphaQuant Consultoria em Métodos Quantitativos100% (5)
- Ficha Formativa Nº19Documento2 páginasFicha Formativa Nº19gomesp97Ainda não há avaliações
- FQ 7º AnoDocumento2 páginasFQ 7º AnoPaula GouveiaAinda não há avaliações
- Compilação Sobre Números para 7 e 8 AnoDocumento6 páginasCompilação Sobre Números para 7 e 8 AnoMendonça DorinaAinda não há avaliações
- Simulado Probabilidade 2c2ba Bim1Documento7 páginasSimulado Probabilidade 2c2ba Bim1georgephilip0410Ainda não há avaliações
- Estudo de Caso EnduranceDocumento4 páginasEstudo de Caso EnduranceKenef FernandaAinda não há avaliações
- Ealista 4Documento4 páginasEalista 4Mirivan CarneiroAinda não há avaliações
- AP - Análise EstatísticaDocumento4 páginasAP - Análise EstatísticaDannyely RodriguesAinda não há avaliações
- Lista 5 de Estatistica para Jogos VARIÁVEIS ALEATÓRIAS DiscretasDocumento4 páginasLista 5 de Estatistica para Jogos VARIÁVEIS ALEATÓRIAS Discretasbruno_bom0% (1)
- ProvaDocumento4 páginasProvaLuciano de CarvalhoAinda não há avaliações
- Prova de EstatisticaDocumento2 páginasProva de Estatisticaedfunecyahoocombr100% (2)
- Hachura Mapa Geológico Simbologia LegendaDocumento39 páginasHachura Mapa Geológico Simbologia LegendacbcarlosAinda não há avaliações
- As Primeiras Expedições - Aula 1Documento2 páginasAs Primeiras Expedições - Aula 1Patrícia MagdaAinda não há avaliações
- Rev IsaoDocumento4 páginasRev IsaoKane KunAinda não há avaliações
- Algarismos SignificativosDocumento4 páginasAlgarismos SignificativosAlex SouzaAinda não há avaliações
- Cap 1Documento12 páginasCap 1Helgem SouzaAinda não há avaliações