Você também pode gostar
- COMO FAZER - Configuração Do Jobserver Na Linha RMDocumento9 páginasCOMO FAZER - Configuração Do Jobserver Na Linha RMTati DiasAinda não há avaliações
- Implementando Um Soft-starter Com Base No Stm8s Programado No ArduinoNo EverandImplementando Um Soft-starter Com Base No Stm8s Programado No ArduinoAinda não há avaliações
- Balanceo de Linea para Linea de EnsambleDocumento33 páginasBalanceo de Linea para Linea de EnsambleMoises LeandroAinda não há avaliações
- Cap. 1 - Introdução Ao Workbench PDFDocumento38 páginasCap. 1 - Introdução Ao Workbench PDFJhuliani CristinaAinda não há avaliações
- Worflow P11Documento3 páginasWorflow P11Flávio OliveiraAinda não há avaliações
- Balanceamento de LinhaDocumento37 páginasBalanceamento de LinhaAldo Santos LimaAinda não há avaliações
- Balanceamento de LinhaDocumento36 páginasBalanceamento de LinhaClaudio DiogoAinda não há avaliações
- PCP Aula 10 - Programação Da ProduçãoDocumento28 páginasPCP Aula 10 - Programação Da Produçãoluizmario15Ainda não há avaliações
- Adminstração Da Produção e Operações - Daniel Moreira - Cap 13 - ResolvidoDocumento4 páginasAdminstração Da Produção e Operações - Daniel Moreira - Cap 13 - ResolvidoRafael Costa Sampaio100% (1)
- Arranjo Físico Por Produto - Parte II - Aula 3Documento18 páginasArranjo Físico Por Produto - Parte II - Aula 3Weber Mardegan SardenbergAinda não há avaliações
- Agendador Tarefas LogixDocumento9 páginasAgendador Tarefas Logixadriana.colafatiAinda não há avaliações
- Balanceamento de LinhaDocumento6 páginasBalanceamento de Linhaerisson_cAinda não há avaliações
- Ergonomia e Segurança Do Trabalho Univ-6Documento47 páginasErgonomia e Segurança Do Trabalho Univ-6afseunbAinda não há avaliações
- Artigo ERADDocumento5 páginasArtigo ERADfernando souzaAinda não há avaliações
- AI Ex02 1112Documento2 páginasAI Ex02 1112José PedroAinda não há avaliações
- Apostila de Treinamento Cálculo PDFDocumento89 páginasApostila de Treinamento Cálculo PDFPinheiroRocha100% (1)
- PDS MatlabDocumento12 páginasPDS MatlabJf Tecnologia LtdaAinda não há avaliações
- Automatização Prensa HidráulicaDocumento6 páginasAutomatização Prensa HidráulicaLICITACAO ZATHAAinda não há avaliações
- Gestão de Operações 5Documento8 páginasGestão de Operações 5Joaquim ParadinhaAinda não há avaliações
- ApostilaArena PDFDocumento33 páginasApostilaArena PDFgiovanetjhowAinda não há avaliações
- 1 Apostila de Automação IndustrialDocumento13 páginas1 Apostila de Automação IndustrialJorge CasillaAinda não há avaliações
- Aula 8 - Exercícios SequenciamentoDocumento3 páginasAula 8 - Exercícios Sequenciamentomaf2612Ainda não há avaliações
- Matriz de Características FMEA AIAG VDA 00Documento7 páginasMatriz de Características FMEA AIAG VDA 00Gregório A SuarezAinda não há avaliações
- Mapa Simulação de Processos Produtivos Modulo 52 2023 UnicesumarDocumento6 páginasMapa Simulação de Processos Produtivos Modulo 52 2023 Unicesumartrabs9Ainda não há avaliações
- Geração de Números AleatóriosDocumento13 páginasGeração de Números AleatóriosLiliana OliveiraAinda não há avaliações
- Process Maker 2Documento20 páginasProcess Maker 2Rodrigo CrivelaroAinda não há avaliações
- EXECAUTO - Retirado Da Apostila ADVPL IIIDocumento23 páginasEXECAUTO - Retirado Da Apostila ADVPL IIIPablius CardosoAinda não há avaliações
- Balanceamento de LinhaDocumento4 páginasBalanceamento de Linhakleber_lucatelliAinda não há avaliações
- Analise de Sensibilidade Aplicada A Ajuste de Historico de Produção Usando o PVMDocumento79 páginasAnalise de Sensibilidade Aplicada A Ajuste de Historico de Produção Usando o PVMFernanda SilvaAinda não há avaliações
- FluxogramaDocumento21 páginasFluxogramaTati Fernandes Teixeira BorgAinda não há avaliações
- Regra de JohnsonDocumento30 páginasRegra de JohnsonestagioAinda não há avaliações
- Controle Estatistico Do Processo 1Documento18 páginasControle Estatistico Do Processo 1kaiximiroAinda não há avaliações
- Balanceamento de LinhaDocumento6 páginasBalanceamento de LinhaalexsandercamargoAinda não há avaliações
- O Planejamento Do Procedimento Da MontagemDocumento53 páginasO Planejamento Do Procedimento Da MontagemildoAinda não há avaliações
- Cap5 NormalizaçãoDocumento19 páginasCap5 Normalizaçãogil lerAinda não há avaliações
- Trabalho Final - Tempos e MétodosDocumento30 páginasTrabalho Final - Tempos e MétodosEduardo Luiz RossiAinda não há avaliações
- Sistema de Ensino Presencial Conectado Análise E Desenvolvimento de SistemasDocumento14 páginasSistema de Ensino Presencial Conectado Análise E Desenvolvimento de SistemasVinicius TeixeiraAinda não há avaliações
- Controle de Chão de FábricaDocumento22 páginasControle de Chão de FábricaGiuliana Caselli100% (1)
- Procedimentos para Criar Novas Partições BWDocumento20 páginasProcedimentos para Criar Novas Partições BWgabrieltomichAinda não há avaliações
- Aula 10Documento18 páginasAula 10ThiagoCerqueiraVieiraAinda não há avaliações
- Balanceamento de LinhasDocumento14 páginasBalanceamento de LinhasthiagoAinda não há avaliações
- Relatório - Exp3 - Programação em VHDL Associada A Kit Experimental - Lógica Programável - Quad5.2Documento11 páginasRelatório - Exp3 - Programação em VHDL Associada A Kit Experimental - Lógica Programável - Quad5.2Fernando Henrique G. ZucatelliAinda não há avaliações
- Instrumentacao Livro 3Documento43 páginasInstrumentacao Livro 3Aline CastroAinda não há avaliações
- LINHADocumento36 páginasLINHAsamara100% (1)
- Prof. Daniel Bertoli - Arena Software - Aplicações em Logística - ApostilaDocumento33 páginasProf. Daniel Bertoli - Arena Software - Aplicações em Logística - ApostilaRobson AlmeidaAinda não há avaliações
- TUTORIAL TECNICO DA IMPLEMENTACAO NUMERICA DO METODO BLADE ELEMENT MOMENTUM MARCY BORGES 2021 Relatorio - Aerodinamica - HelicopterosDocumento12 páginasTUTORIAL TECNICO DA IMPLEMENTACAO NUMERICA DO METODO BLADE ELEMENT MOMENTUM MARCY BORGES 2021 Relatorio - Aerodinamica - HelicopterosMariela TisseraAinda não há avaliações
- Processo de ProduçãoDocumento21 páginasProcesso de ProduçãoAndressa LimaAinda não há avaliações
- Apostila - Takt Time e Balanceamento de LinhaDocumento9 páginasApostila - Takt Time e Balanceamento de LinhaRogerio SantosAinda não há avaliações
- Manual Agendador de Tarefas LogixDocumento9 páginasManual Agendador de Tarefas LogixcstestetestestestestesteateatyAinda não há avaliações
- Relatorio SO CopyDocumento16 páginasRelatorio SO Copy777 777Ainda não há avaliações
- Aula 6Documento17 páginasAula 6Catarine ChavesAinda não há avaliações
- Aula 07 Pfi 2022Documento30 páginasAula 07 Pfi 2022Lucas SatoAinda não há avaliações
- Criando Uma Auditoria de Dados Com SQL ServerDocumento3 páginasCriando Uma Auditoria de Dados Com SQL Servermarcos0512Ainda não há avaliações
- Trabalho - Mistura de Produtos #ProntoDocumento31 páginasTrabalho - Mistura de Produtos #ProntoGustavo CX Bonillo100% (1)
- Kalven Somativa 4 ProjetosDocumento19 páginasKalven Somativa 4 ProjetosKalvenAinda não há avaliações
- Atividades Lab SOsimDocumento9 páginasAtividades Lab SOsimProfessor Thiago PaivaAinda não há avaliações
- Artigo - Trabalho Padronizado TKMCL PDFDocumento9 páginasArtigo - Trabalho Padronizado TKMCL PDFJosé Ignácio Villela JúniorAinda não há avaliações
- Carga MaquinaDocumento23 páginasCarga MaquinaWilliam FurtadoAinda não há avaliações
- 01 Catalogo de Perfis Padronizados PDFDocumento32 páginas01 Catalogo de Perfis Padronizados PDFAntonio da LuzAinda não há avaliações
- Saiba Como Decifrar o Chassi Do Seu CarroDocumento8 páginasSaiba Como Decifrar o Chassi Do Seu CarroEldio Klen100% (1)
- FAV-ferro e Aço - Manual-Tecnico PDFDocumento50 páginasFAV-ferro e Aço - Manual-Tecnico PDFEldio KlenAinda não há avaliações
- Manual Procedimento RenavamDocumento66 páginasManual Procedimento Renavamrhesus354Ainda não há avaliações
- Protetor Lateral - Pommier PDFDocumento18 páginasProtetor Lateral - Pommier PDFEldio KlenAinda não há avaliações
- Sistema RenavamDocumento23 páginasSistema RenavamEldio KlenAinda não há avaliações
- Engatcar - Catalogo Linha Pesada PDFDocumento56 páginasEngatcar - Catalogo Linha Pesada PDFEldio Klen100% (2)
- Tolerancia Geometrica e RugosidadeDocumento29 páginasTolerancia Geometrica e Rugosidadewilson batista dos santosAinda não há avaliações
- Apostila Porta PaletesDocumento31 páginasApostila Porta PaletesJoão Fernandes JuniorAinda não há avaliações
- Apostila CorelDocumento0 páginaApostila CoreldougrollAinda não há avaliações
- Sulpol - Injetora P.U PDFDocumento1 páginaSulpol - Injetora P.U PDFEldio KlenAinda não há avaliações
- Catalogo Acos GerdauDocumento106 páginasCatalogo Acos GerdauSkyLaserAinda não há avaliações
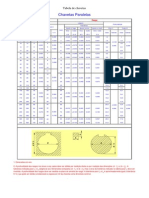
- Tabela de Chavetas Paralelas PDFDocumento1 páginaTabela de Chavetas Paralelas PDFEldio Klen88% (8)
- Catalogo de Peças de Freios MasterDocumento66 páginasCatalogo de Peças de Freios MasterEveraldo Araujo80% (5)
- Catálogo CBA LaminadosDocumento16 páginasCatálogo CBA LaminadosJuarez LeiteAinda não há avaliações
- Estruturas Metálicas I: Notas de Aula 2008Documento201 páginasEstruturas Metálicas I: Notas de Aula 2008Vitor Vale100% (1)
- Renault MasterDocumento6 páginasRenault MasterEldio Klen100% (1)
- Carrinhos Porta Cabos - Manual de Especificação e InstalaçãoDocumento5 páginasCarrinhos Porta Cabos - Manual de Especificação e InstalaçãoEldio KlenAinda não há avaliações
- Manual de Construção em Aço - MontagemDocumento144 páginasManual de Construção em Aço - MontagemGanderlan100% (2)
- METALMAQ Sistema de LevantamentoDocumento2 páginasMETALMAQ Sistema de LevantamentoEldio KlenAinda não há avaliações
- Tabela Escareamento de FuroDocumento1 páginaTabela Escareamento de FuroEldio KlenAinda não há avaliações
- Aços de Qualidade EstruturalDocumento1 páginaAços de Qualidade EstruturalEldio KlenAinda não há avaliações
- Catálogo CBA LaminadosDocumento16 páginasCatálogo CBA LaminadosJuarez LeiteAinda não há avaliações
- Ferramnetas de Estrategia VisualDocumento31 páginasFerramnetas de Estrategia VisualDeni Argenta100% (1)
- Construcao CivilDocumento11 páginasConstrucao CivilpirugfAinda não há avaliações
- Aços Estruturais-UfprDocumento7 páginasAços Estruturais-UfprEldio KlenAinda não há avaliações
- O Gerente de ProjetosDocumento2 páginasO Gerente de ProjetosEldio KlenAinda não há avaliações
- Conversão Entre Espessura de Chapas FinasDocumento1 páginaConversão Entre Espessura de Chapas FinasRodrigo WanzelerAinda não há avaliações
- Eletricidade ResidencialDocumento6 páginasEletricidade ResidencialEldio KlenAinda não há avaliações
- Simulado 24 (Port. 9º Ano - Blog Do Prof. Warles)Documento3 páginasSimulado 24 (Port. 9º Ano - Blog Do Prof. Warles)Luis Antônio100% (1)
- Avaliação Do IPDDocumento3 páginasAvaliação Do IPDOliver MouraAinda não há avaliações
- Apostila-M1 Curso de DiitaçaoDocumento30 páginasApostila-M1 Curso de DiitaçaoWanessa Vale100% (1)
- Aula 01 - Sensores IndustriaisDocumento16 páginasAula 01 - Sensores IndustriaisAntónio OliveiraAinda não há avaliações
- TIC Exercicios Simulado Aulas1 10Documento105 páginasTIC Exercicios Simulado Aulas1 10Luis50% (10)
- Noções de Informática e Processo Digital - Nova ConcursosDocumento46 páginasNoções de Informática e Processo Digital - Nova ConcursosRaullison MichelAinda não há avaliações
- Programação ADVPL - P10Documento177 páginasProgramação ADVPL - P10robnosAinda não há avaliações
- Forensetec - Um Live-CD para Forense ComputacionalDocumento45 páginasForensetec - Um Live-CD para Forense ComputacionaldeivisonfrancoAinda não há avaliações
- Manual TrackMakerDocumento16 páginasManual TrackMakerMatusalém CassimAinda não há avaliações
- Prova de Assistente em AdministracãoDocumento23 páginasProva de Assistente em AdministracãoGabriel RisoAinda não há avaliações
- Linguagem de Alto e Baixo NívelDocumento22 páginasLinguagem de Alto e Baixo NívelAnderlanpinhoAinda não há avaliações
- Manual Agrimensura 2012Documento22 páginasManual Agrimensura 2012cverdeAinda não há avaliações
- GT100 Atualizaçao Do Sistema 2.03Documento4 páginasGT100 Atualizaçao Do Sistema 2.03pedro193Ainda não há avaliações
- TCC Zek Nascimento #Rock in RioDocumento57 páginasTCC Zek Nascimento #Rock in RioEzequias NascimentoAinda não há avaliações
- Infográfico Evolução Do ComputadorDocumento2 páginasInfográfico Evolução Do ComputadorAlisson Calixto100% (3)
- Montagem de Um Conector Tipo Latch Cabo FlatDocumento8 páginasMontagem de Um Conector Tipo Latch Cabo FlatFabiano PaiakanAinda não há avaliações
- Manual Visual Kit 5 (V6042)Documento285 páginasManual Visual Kit 5 (V6042)FspipoAinda não há avaliações
- S&PD - GBS Formacao Especifica Do Projeto S4 GALP ENERGIA V3.0 - PTDocumento26 páginasS&PD - GBS Formacao Especifica Do Projeto S4 GALP ENERGIA V3.0 - PTtonilson nascimentoAinda não há avaliações
- 1 Apostila de Questões Comentadas - InformáticaDocumento113 páginas1 Apostila de Questões Comentadas - InformáticaMatheus Goncalves100% (2)
- Aula Remota Informatica EducacionalDocumento107 páginasAula Remota Informatica EducacionalVasconcelos JúniorAinda não há avaliações
- Automatização de Sistemas Mecânicos 2020.2 - Semana 7Documento115 páginasAutomatização de Sistemas Mecânicos 2020.2 - Semana 7Yves FigueiredoAinda não há avaliações
- Guia Net2phone Deskop AppDocumento9 páginasGuia Net2phone Deskop AppMichelle SuelciAinda não há avaliações
- Be12 98Documento70 páginasBe12 98Adriano LeandroAinda não há avaliações
- Hasleo WinToUSB 8.5 Multilíngue (x64)Documento4 páginasHasleo WinToUSB 8.5 Multilíngue (x64)PaulloFideelisAinda não há avaliações
- Prova Instrutor de Informática Tipo 1Documento11 páginasProva Instrutor de Informática Tipo 1Thiago AraujoAinda não há avaliações
- Questões de InformáticaDocumento2 páginasQuestões de InformáticaBrunno FreiresAinda não há avaliações
- TIC 5ºano Fichanº4Documento2 páginasTIC 5ºano Fichanº4Teresa RodriguesAinda não há avaliações
- I - Teorico Introdução A Cliente/ServidorDocumento18 páginasI - Teorico Introdução A Cliente/ServidorW Arvey MolanoAinda não há avaliações
- Construcao de AlgoritmosDocumento210 páginasConstrucao de AlgoritmosRildo OliveiraAinda não há avaliações