Você também pode gostar
- PRO-004869 - Anexo 15 - Modelo Inventário Das Instalações, Equipamentos e Atividades Com Risco de QuedaDocumento18 páginasPRO-004869 - Anexo 15 - Modelo Inventário Das Instalações, Equipamentos e Atividades Com Risco de QuedaArilson DuqueAinda não há avaliações
- AndaimeDocumento15 páginasAndaimeCris Su Aline100% (1)
- Segurança Do TrabalhoDocumento12 páginasSegurança Do TrabalhoHamilton Silva50% (2)
- PPPDocumento114 páginasPPPMarcio Duarte Negri DuarteAinda não há avaliações
- 31.12 Segurança No Trabalho em Máquinas e Implementos AgrícolasDocumento53 páginas31.12 Segurança No Trabalho em Máquinas e Implementos AgrícolasbozoapelidoAinda não há avaliações
- Andaimes - EPC - Seg. Do Trabalho.Documento6 páginasAndaimes - EPC - Seg. Do Trabalho.Fernando Guimarães FilhoAinda não há avaliações
- NR 11Documento29 páginasNR 11D'ArtagnanMoraesAinda não há avaliações
- RTQ 255 DescontaminadoresDocumento41 páginasRTQ 255 DescontaminadoresLuis HenriqueAinda não há avaliações
- Caderno SSMA Itapissuma PDFDocumento95 páginasCaderno SSMA Itapissuma PDFkctpro6Ainda não há avaliações
- POP - 01-22 - Segurança Nos Trabalhos em Altua de Telecomunicaçãoes - EscadaDocumento5 páginasPOP - 01-22 - Segurança Nos Trabalhos em Altua de Telecomunicaçãoes - EscadaLeonardo Biancardi RosaAinda não há avaliações
- Procedimento de Instalação Arqui - 3D 2000x10Documento12 páginasProcedimento de Instalação Arqui - 3D 2000x10StéphanyAinda não há avaliações
- PDF 20220427 211507 0000Documento14 páginasPDF 20220427 211507 0000Lorena Abigarina Ferreira GomesAinda não há avaliações
- GilAir-5 - Bomba de AmostragemDocumento47 páginasGilAir-5 - Bomba de AmostragemFranciscoAinda não há avaliações
- Relatorio Air NR 36Documento143 páginasRelatorio Air NR 36Felipe BertoAinda não há avaliações
- Abnt - NBR - 14787 PDFDocumento38 páginasAbnt - NBR - 14787 PDFJuemy MoraesAinda não há avaliações
- It 5030-02374 - Abertura e Fechamento de Uniões FlangeadasDocumento22 páginasIt 5030-02374 - Abertura e Fechamento de Uniões FlangeadasPedro Borges0% (1)
- Apostila de Seguranca No Trabalho 2014 - Gestao ProducaoDocumento107 páginasApostila de Seguranca No Trabalho 2014 - Gestao ProducaoLíris Martins100% (1)
- Trimais - Análise de Projetos - InC - 108 - 09 - Fast Escova - R03-1Documento2 páginasTrimais - Análise de Projetos - InC - 108 - 09 - Fast Escova - R03-1Marcos QuirinoAinda não há avaliações
- Checklist D: Medidas de Prevenção Contra Queda de AlturaDocumento8 páginasChecklist D: Medidas de Prevenção Contra Queda de AlturaHenrique PereiraAinda não há avaliações
- Tabela Comparativa Celulares PDFDocumento1 páginaTabela Comparativa Celulares PDFgilbertgbdAinda não há avaliações
- Bompel Relatorio - Tecnico - Epi - 9675 - 19 - Aprovado - 418 - 08032020013321.806 PDFDocumento3 páginasBompel Relatorio - Tecnico - Epi - 9675 - 19 - Aprovado - 418 - 08032020013321.806 PDFPaulo BuenoAinda não há avaliações
- Siglas e Abreviaturas em SSTDocumento9 páginasSiglas e Abreviaturas em SSTasalmeida2007655100% (1)
- Prova NR - 18Documento2 páginasProva NR - 18AndréWellingtonHeinAinda não há avaliações
- RI ULC 0403 Programa de Protecao RespiratoriaDocumento25 páginasRI ULC 0403 Programa de Protecao RespiratoriaAnonymous ZWThe7n5KAinda não há avaliações
- Ltcat - 2015Documento19 páginasLtcat - 2015Manoel MessiasAinda não há avaliações
- PD3406 - 6 - Anexo 7 - Bump Test e CalibraçãoDocumento5 páginasPD3406 - 6 - Anexo 7 - Bump Test e CalibraçãoFabiano Gislaine FranciscoAinda não há avaliações
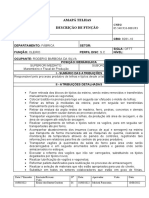
- Descrição de Cargos - OleiroDocumento2 páginasDescrição de Cargos - OleiroElaine CardosoAinda não há avaliações
- Análise Ergonômica Do TrabalhoDocumento60 páginasAnálise Ergonômica Do TrabalhoEderson DedaAinda não há avaliações
- Ebook - Avaliação Ambiental - IluminaçãoDocumento11 páginasEbook - Avaliação Ambiental - IluminaçãoLeandro CesaroliAinda não há avaliações
- NBR 14280Documento3 páginasNBR 14280ShirleyAinda não há avaliações
- Check - List para Linha de VidaDocumento3 páginasCheck - List para Linha de VidajoaopaulodasilvaAinda não há avaliações
- Espaço Confinado - Supervisor de EntradaDocumento2 páginasEspaço Confinado - Supervisor de EntradaAlexAinda não há avaliações
- Modelo Análise Preliminar de RiscoDocumento3 páginasModelo Análise Preliminar de Riscofabiana100% (1)
- ORDEM de SERVIÇOS - Assistente AdministrativoDocumento2 páginasORDEM de SERVIÇOS - Assistente AdministrativoThiago GuimarãesAinda não há avaliações
- Cal 3000Documento4 páginasCal 3000Expedito JuniorAinda não há avaliações
- Ata de Instalação e Posse Cipatr BCBDocumento2 páginasAta de Instalação e Posse Cipatr BCBWellington Barbosa BarrosAinda não há avaliações
- Modelo Ordem de Serviço - MONTADORDocumento2 páginasModelo Ordem de Serviço - MONTADORRosalia tonetAinda não há avaliações
- Prova NR 35Documento2 páginasProva NR 35Segurança Trabalho0% (1)
- Check List - Inspeção de ExtintoresDocumento2 páginasCheck List - Inspeção de ExtintoresjoaopaulodasilvaAinda não há avaliações
- Apresentação Introdução AET PDFDocumento118 páginasApresentação Introdução AET PDFMarcus MenezesAinda não há avaliações
- FM - Check List NR 12Documento148 páginasFM - Check List NR 12Dijalmi JuniorAinda não há avaliações
- Etiqueta de Bloqueio de Equipamentos. A3Documento2 páginasEtiqueta de Bloqueio de Equipamentos. A3Patrick Conceição100% (1)
- Modelo de PT NR 35 Trabalho em AlturaDocumento1 páginaModelo de PT NR 35 Trabalho em Alturatitoxs3tAinda não há avaliações
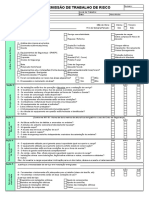
- Formulario de PTRDocumento2 páginasFormulario de PTRMarcos Henrique100% (1)
- Check List Serra CircularDocumento4 páginasCheck List Serra CircularVeneza engenhariaAinda não há avaliações
- EPIs para Eletricista PDFDocumento7 páginasEPIs para Eletricista PDFfranciscoAinda não há avaliações
- Check List Maquina de SoldaDocumento3 páginasCheck List Maquina de SoldaMarcos Crotti ZaniniAinda não há avaliações
- Quesitos em Perícia Por Insalubridade Oficina Mecânica1Documento1 páginaQuesitos em Perícia Por Insalubridade Oficina Mecânica1Caio MendesAinda não há avaliações
- Relatorio Bel e LucasDocumento9 páginasRelatorio Bel e LucasBel MAinda não há avaliações
- Pca - AmoniaDocumento16 páginasPca - AmoniaNicodemos de JesusAinda não há avaliações
- Carta de Renúncia de Mandato CIPADocumento1 páginaCarta de Renúncia de Mandato CIPAleandrorob1Ainda não há avaliações
- PRO-0014 Operação Lixadeira e Berbequim 10.09.2021Documento9 páginasPRO-0014 Operação Lixadeira e Berbequim 10.09.2021Tinteiro De Jesus ChoeAinda não há avaliações
- Modelo Ordem de Serviço - NR01Documento2 páginasModelo Ordem de Serviço - NR01AdilioolivaAinda não há avaliações
- Relatorio - de - Ocorrencia - Costa Rica 23 07 2011 Rev 02Documento26 páginasRelatorio - de - Ocorrencia - Costa Rica 23 07 2011 Rev 02Shiva AlvesAinda não há avaliações
- Preenchimento de Fichas de Análise de Riscos Das Tarefas - ARTDocumento14 páginasPreenchimento de Fichas de Análise de Riscos Das Tarefas - ARTAntonio Fernando Navarro100% (5)
- Avaliação de Treinamento - PC Espaço ConfinadoDocumento2 páginasAvaliação de Treinamento - PC Espaço ConfinadoPaiefillhos LocaçõesAinda não há avaliações
- Laudo Ergonômico do Trabalho, Mapeamento dos RiscosNo EverandLaudo Ergonômico do Trabalho, Mapeamento dos RiscosAinda não há avaliações
- Relatorio CLPDocumento20 páginasRelatorio CLPluisAinda não há avaliações
- ATIVIDADEDocumento2 páginasATIVIDADEValldiney CruzAinda não há avaliações
- MPBR07-00053 Rev04Documento27 páginasMPBR07-00053 Rev04CESARAinda não há avaliações
- Eletrodo de ReferênciaDocumento11 páginasEletrodo de ReferênciaPedro CorreiaAinda não há avaliações
- Pratica1-Trafos Monofasicos PDFDocumento22 páginasPratica1-Trafos Monofasicos PDFThiago FelicíssimoAinda não há avaliações
- fq9 - Teste 5 - Enunciado 3 Periodo PDFDocumento5 páginasfq9 - Teste 5 - Enunciado 3 Periodo PDFzxx100% (1)
- Apostila I - Curto CircuitoDocumento98 páginasApostila I - Curto CircuitoRegis Queiroz50% (2)
- Banco de Baterias - Tipos de LigaçãoDocumento9 páginasBanco de Baterias - Tipos de LigaçãoAnonymous yEP1XKvPKAinda não há avaliações
- Apostila Desenho Tec. EletricoDocumento43 páginasApostila Desenho Tec. EletricoClarimundo Afonso De Souza100% (1)
- Rot 03Documento4 páginasRot 03Gildo FreitasAinda não há avaliações
- Arquitetura de Computadores-ResumoDocumento5 páginasArquitetura de Computadores-ResumoMárcio AbreuAinda não há avaliações
- Categoria CD - Noções Básicas Do Veículoxlsx 1 PDFDocumento6 páginasCategoria CD - Noções Básicas Do Veículoxlsx 1 PDFDrumom AndrAinda não há avaliações
- DPS - Catalogo - PQD PDFDocumento2 páginasDPS - Catalogo - PQD PDFJucimara MonteiroAinda não há avaliações
- Dicas de Reparo em NotebooksDocumento14 páginasDicas de Reparo em NotebooksMarcio Fonseca100% (1)
- QUALISEG - Lockout PDFDocumento42 páginasQUALISEG - Lockout PDFClodoaldo BiassioAinda não há avaliações
- Manual Do Matador 12 e 15 600wDocumento2 páginasManual Do Matador 12 e 15 600wAlexandre BarriosAinda não há avaliações
- Manual de Utilização Medusa Pro FinalDocumento29 páginasManual de Utilização Medusa Pro FinalFábioLuizGonçalvesAinda não há avaliações
- Tipos de Radiação e Suas CaracterísticasDocumento4 páginasTipos de Radiação e Suas CaracterísticasDayanna CunhaAinda não há avaliações
- Criando PDFsDocumento2 páginasCriando PDFsEstefânio SoaresAinda não há avaliações
- Gerenciamento - Motor - Mecanica - 327 Fiat - Fiori - PoliDocumento75 páginasGerenciamento - Motor - Mecanica - 327 Fiat - Fiori - Polidaniellrj100% (9)
- Circuito ElétricoDocumento2 páginasCircuito ElétricoMelkkas SilvaAinda não há avaliações
- Bambozzi Fonte de Energia para Soldagem Manual TDG 275 Ed Advanced 439325Documento10 páginasBambozzi Fonte de Energia para Soldagem Manual TDG 275 Ed Advanced 439325Carlos CamargoAinda não há avaliações
- Saber Electronica 071 IncDocumento78 páginasSaber Electronica 071 IncFabiano PereiraAinda não há avaliações
- Golf GTI A Patir de 1995Documento29 páginasGolf GTI A Patir de 1995Maira Carolina100% (2)
- Converter Áudio DTS para AC3 SincronizadoDocumento5 páginasConverter Áudio DTS para AC3 SincronizadoJaner DornelesAinda não há avaliações
- Lista de Exercícios 005Documento5 páginasLista de Exercícios 005Gabriel PassosAinda não há avaliações
- Amplificadores OperacionaisDocumento20 páginasAmplificadores OperacionaisSergio Lucio da SilvaAinda não há avaliações
- Esquema Eletrico Accelo 915CDocumento43 páginasEsquema Eletrico Accelo 915CEmerson Borges Delfino100% (15)
- Questões EletricidadeDocumento2 páginasQuestões EletricidadeAndreia NevesAinda não há avaliações
- Kraus & Naimer - Comutadores RotativosDocumento56 páginasKraus & Naimer - Comutadores RotativosFilipe Pereira Marinho100% (3)