Você também pode gostar
- Apostila LayoutDocumento55 páginasApostila Layoutsamaraver100% (1)
- Lista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoDocumento11 páginasLista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoMelisanteAinda não há avaliações
- Capitulo 4 Aluno - Arranjo FisicoDocumento34 páginasCapitulo 4 Aluno - Arranjo FisicolfortesAinda não há avaliações
- AULA 9 - CronometragemDocumento21 páginasAULA 9 - Cronometragemnumber01Ainda não há avaliações
- Afi 3Documento31 páginasAfi 3EltonAinda não há avaliações
- Arranjo Físico Por Produto - Parte II - Aula 3Documento18 páginasArranjo Físico Por Produto - Parte II - Aula 3Weber Mardegan SardenbergAinda não há avaliações
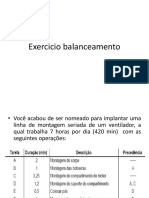
- Exerccios Balanceamento de Linha de MontagemDocumento3 páginasExerccios Balanceamento de Linha de MontagemevandirAinda não há avaliações
- Aula 1 - Produção Mecânica II - Introdução e ConceitosDocumento39 páginasAula 1 - Produção Mecânica II - Introdução e ConceitosEdson R. FilhoAinda não há avaliações
- Aula 01 - Introdução À ManutençãoDocumento15 páginasAula 01 - Introdução À ManutençãoJoão Pedro Carvalho dos SantosAinda não há avaliações
- (Apostila) Sistemas Produtivos - UFRGSDocumento129 páginas(Apostila) Sistemas Produtivos - UFRGSEduardo BandeiraAinda não há avaliações
- Aula 1 - Tipos de ManutençãoDocumento20 páginasAula 1 - Tipos de ManutençãoVitor PenaAinda não há avaliações
- Aula 7 - CUSTO DE ESTOQUE e LEC PDFDocumento33 páginasAula 7 - CUSTO DE ESTOQUE e LEC PDFWelton HudsonAinda não há avaliações
- Engenharia de Metodos - Analise de Processo Produtivo - Aula 3Documento35 páginasEngenharia de Metodos - Analise de Processo Produtivo - Aula 3Johny Neres SantanaAinda não há avaliações
- Administração Da Produção II - Capacidade de ProduçãoDocumento43 páginasAdministração Da Produção II - Capacidade de ProduçãoAlexandre AlvimAinda não há avaliações
- EXERCÍCIO Sobre TEMPO PADRÃODocumento3 páginasEXERCÍCIO Sobre TEMPO PADRÃOlenzajrAinda não há avaliações
- Resolução Exercicios ABCDocumento6 páginasResolução Exercicios ABCAne FrozzaAinda não há avaliações
- Processo e LayoutDocumento6 páginasProcesso e LayoutAndre RorizAinda não há avaliações
- Bombas HidraulicasDocumento34 páginasBombas HidraulicasArlindo JuniorAinda não há avaliações
- Trabalho Do Grupo TimDocumento23 páginasTrabalho Do Grupo TimB1SP0 CLANSAinda não há avaliações
- ManutencaoDocumento29 páginasManutencaoLuciano Paulo da SilvaAinda não há avaliações
- Aula 02 - Fundamentos Da Gestão de Projetos E ArquivosDocumento66 páginasAula 02 - Fundamentos Da Gestão de Projetos E ArquivosmaialeitaoAinda não há avaliações
- 5W2HDocumento14 páginas5W2HJosué KingAinda não há avaliações
- Atividade 1Documento2 páginasAtividade 1stephanieAinda não há avaliações
- 10 Passos para A Manutenção em Compressores de ArDocumento3 páginas10 Passos para A Manutenção em Compressores de ArSilvio Sonia FariaAinda não há avaliações
- 22 10 2018 PDFDocumento8 páginas22 10 2018 PDFevandroAinda não há avaliações
- AULA06 - CPM e PERTDocumento24 páginasAULA06 - CPM e PERTReginaldo CamposAinda não há avaliações
- Lista de Exercicios - To Da CapacidadeDocumento1 páginaLista de Exercicios - To Da Capacidadepaulo*10Ainda não há avaliações
- Produção Puxada, KanbanDocumento50 páginasProdução Puxada, KanbanDavidAinda não há avaliações
- Aula 08 - Cont. Estoque, Ressuprimento e Tempos e MétodosDocumento33 páginasAula 08 - Cont. Estoque, Ressuprimento e Tempos e MétodosGermano PraxedesAinda não há avaliações
- Problemas Engenharia de Producao AulaDocumento13 páginasProblemas Engenharia de Producao AulaDjalma SouzaAinda não há avaliações
- Manufatura AditivaDocumento8 páginasManufatura AditivaPedro IndianiAinda não há avaliações
- EstoqueDocumento17 páginasEstoqueAndré Luiz Castro100% (1)
- Gestão Da Manutenção e Da Produção - Aula 5 - Tipos de ManutençãoDocumento37 páginasGestão Da Manutenção e Da Produção - Aula 5 - Tipos de ManutençãoErnon FilipeAinda não há avaliações
- Projetos Mecânicos - 3º Aula - Dimensionamento de Engrenagens de Dentes RetosDocumento42 páginasProjetos Mecânicos - 3º Aula - Dimensionamento de Engrenagens de Dentes RetosChristian MoreiraAinda não há avaliações
- Aula 01 - Metodos de Diagnosticos de Maquinas - Parte 1Documento30 páginasAula 01 - Metodos de Diagnosticos de Maquinas - Parte 1tralha120% (1)
- 4137 Gestao de Projetos Rafael RavazoloDocumento41 páginas4137 Gestao de Projetos Rafael RavazoloJOSEMAR DE CRISTO BANDEIRAAinda não há avaliações
- Módulo 1 - 01 - Fluxograma Conceito, Finalidade e MontagemDocumento30 páginasMódulo 1 - 01 - Fluxograma Conceito, Finalidade e MontagemRaymundo NettoAinda não há avaliações
- ATIVIDADEDocumento7 páginasATIVIDADEAline BritoAinda não há avaliações
- Lista de Gestão Da ManutençãoDocumento4 páginasLista de Gestão Da ManutençãoMário CruzAinda não há avaliações
- Lista de Exercícios N°2 Manutenção MecânicaDocumento2 páginasLista de Exercícios N°2 Manutenção MecânicaEduardo SantosAinda não há avaliações
- 12 - Checklist Manutenção CorretivaDocumento2 páginas12 - Checklist Manutenção CorretivaKwai InstaAinda não há avaliações
- Atividade AvaliativaDocumento7 páginasAtividade AvaliativaJoão Matheus Oliveira OlimpoAinda não há avaliações
- 7.2 - FluxogramaDocumento20 páginas7.2 - FluxogramaRaíssa NitielyAinda não há avaliações
- Exercicio Balanceamento LINHA DE PRODUÇÃO PUXADADocumento10 páginasExercicio Balanceamento LINHA DE PRODUÇÃO PUXADAluizbandeiraAinda não há avaliações
- Relógio Comparador.2Documento29 páginasRelógio Comparador.2Дми́трий Ги́ркинAinda não há avaliações
- Aula 05 - Estrategia de ProducaoDocumento14 páginasAula 05 - Estrategia de ProducaoValter LimaAinda não há avaliações
- Prova de Mecânica AplicadaDocumento6 páginasProva de Mecânica AplicadaescolacetecAinda não há avaliações
- Atividade Avaliativa - 04 - 10 - 6ODocumento3 páginasAtividade Avaliativa - 04 - 10 - 6OVitor AugustoAinda não há avaliações
- Lista de Exercícios Indicadores de Manutenção para PCP - GabaritoDocumento5 páginasLista de Exercícios Indicadores de Manutenção para PCP - GabaritoBruno CremaAinda não há avaliações
- Teoria Das EstruturasDocumento4 páginasTeoria Das EstruturasMiih BevenutoAinda não há avaliações
- 10 - ADM. EstoquesDocumento45 páginas10 - ADM. EstoquesPablo AlmeidaAinda não há avaliações
- Dobramento e CurvamentoDocumento8 páginasDobramento e CurvamentoSalvador MalagoAinda não há avaliações
- Prova de Gestão de EstoquesDocumento2 páginasProva de Gestão de EstoquesLibório NetoAinda não há avaliações
- Administração Da Produção - Lista de ExercíciosDocumento5 páginasAdministração Da Produção - Lista de ExercíciosNathalia FerreiraAinda não há avaliações
- Aula 01. Cronometragemv RevisãoDocumento185 páginasAula 01. Cronometragemv RevisãosophiaAinda não há avaliações
- Balanceamento de LinhasDocumento14 páginasBalanceamento de LinhasthiagoAinda não há avaliações
- Gestão Da Produção IndustrialNo EverandGestão Da Produção IndustrialAinda não há avaliações
- Tempopadrao PDFDocumento19 páginasTempopadrao PDFPriscila GadelhaAinda não há avaliações
- QUIMICADocumento283 páginasQUIMICAantonio2231150100% (2)
- Calculo de FlexaoDocumento37 páginasCalculo de Flexaorobson leoniAinda não há avaliações
- Diagnostico Laudo e Adequacao A NR 10Documento47 páginasDiagnostico Laudo e Adequacao A NR 10001001001Ainda não há avaliações
- Lista de Exercícios - Mecânica Dos SolidosDocumento3 páginasLista de Exercícios - Mecânica Dos Solidosjuliana gomesAinda não há avaliações
- Prova de Física 111Documento3 páginasProva de Física 111Hualter MartucheliAinda não há avaliações
- Datasheet - EN029 - 120ahDocumento3 páginasDatasheet - EN029 - 120ahWilliam QuintelaAinda não há avaliações
- Fmft413u 513805020Documento10 páginasFmft413u 513805020desenvolvimento appAinda não há avaliações
- 20 Passos para Holo Cocriar Tudo Que DesejaDocumento89 páginas20 Passos para Holo Cocriar Tudo Que DesejaLuiz Dias100% (3)
- NBR 8400Documento108 páginasNBR 8400rafhaelmoraisAinda não há avaliações
- A Gravidez Na Adolescencia e o Serviço Social.Documento10 páginasA Gravidez Na Adolescencia e o Serviço Social.Sabal Ajay Gally0% (1)
- MRE HoracioTomeMarques DFEUP-PDMDDocumento397 páginasMRE HoracioTomeMarques DFEUP-PDMDLeonardo PunshonAinda não há avaliações
- Apostila Instrumentacao de Sistemas Revisao - 2 Jan - 2008 Gabarito Exercicios NivelDocumento5 páginasApostila Instrumentacao de Sistemas Revisao - 2 Jan - 2008 Gabarito Exercicios NivelSidaoSantos67% (3)
- H. P. Lovercraft - Os Sonhos Na Casa AssombradaDocumento20 páginasH. P. Lovercraft - Os Sonhos Na Casa AssombradaEnéias TavaresAinda não há avaliações
- Book 22287Documento225 páginasBook 22287Jayllon HenriqueAinda não há avaliações
- Fa10 Ficha3 Sd1 ResolucaoDocumento4 páginasFa10 Ficha3 Sd1 ResolucaoLiamAinda não há avaliações
- Fundamentos Teóricos Da Educação Física EscolarDocumento32 páginasFundamentos Teóricos Da Educação Física EscolarJoao Batista BorgesAinda não há avaliações
- Projeto FelipeDocumento8 páginasProjeto Felipesenhor das galaxiasAinda não há avaliações
- Segunda - Noturno - Engenharia Computação - 1 - Fìsica Geral e Experimental - Paulo Rogerio - Oficial I - Versão I.Documento5 páginasSegunda - Noturno - Engenharia Computação - 1 - Fìsica Geral e Experimental - Paulo Rogerio - Oficial I - Versão I.paulo rogerio martinsAinda não há avaliações
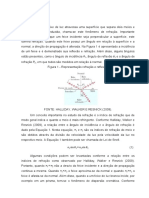
- Introdução RefraçãoDocumento2 páginasIntrodução RefraçãoFernandoAinda não há avaliações
- Ensaios AVAC - r1Documento14 páginasEnsaios AVAC - r1GonADFAinda não há avaliações
- Introduao A Conduao de Calor EstacionariaDocumento29 páginasIntroduao A Conduao de Calor EstacionariazqpujiwtiuodkxrpsxAinda não há avaliações
- Apostila de Colunas de PerfuraçãoDocumento49 páginasApostila de Colunas de PerfuraçãoRodolfo Nogueira100% (6)
- Relatório 8 - Calor Latente de Vaporização de Uma Substância PuraDocumento23 páginasRelatório 8 - Calor Latente de Vaporização de Uma Substância PuraKamila Cavalcante0% (1)
- NBR 5410 (NOV-1997) - Eletricidade GeralDocumento128 páginasNBR 5410 (NOV-1997) - Eletricidade GeralBdeghaAinda não há avaliações
- QO 01 Química Organica CompletaDocumento72 páginasQO 01 Química Organica CompletaAmedeo PetrucciAinda não há avaliações
- Ensino Coletivo de Violão - Proposta para Disposição Física Dos Estudantes em Classe e Atividades Correlatas - Artigos - Sala de Leitura - Instituto Arte Na EscolaDocumento2 páginasEnsino Coletivo de Violão - Proposta para Disposição Física Dos Estudantes em Classe e Atividades Correlatas - Artigos - Sala de Leitura - Instituto Arte Na EscolaMarcel TorresAinda não há avaliações
- IV EletromagnetismoDocumento16 páginasIV EletromagnetismoLucas BoneziAinda não há avaliações
- 6 - Sistemas de Múltiplos Estágios de PressãoDocumento14 páginas6 - Sistemas de Múltiplos Estágios de PressãoDaniel FonsecaAinda não há avaliações
- Aula 1 - Fisica Das Construcoes PDFDocumento22 páginasAula 1 - Fisica Das Construcoes PDFLomarques Miguel Balira100% (1)
- Lista de Circuitos I - 01Documento5 páginasLista de Circuitos I - 01Leonardo Escobar CanelasAinda não há avaliações