Você também pode gostar
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- QUESTIONARIO 7 Materias de ConstruçãoDocumento4 páginasQUESTIONARIO 7 Materias de ConstruçãoMylenna LimaAinda não há avaliações
- Tecnologia Mecânica para o Curso de TorneirosDocumento93 páginasTecnologia Mecânica para o Curso de TorneirosFructum EmpresaAinda não há avaliações
- Nos Primórdios Da Humanidade Os Métodos de Fabricação de MateriaisDocumento8 páginasNos Primórdios Da Humanidade Os Métodos de Fabricação de MateriaisMelanie SanchezAinda não há avaliações
- Materiais para Construção MecânicaDocumento23 páginasMateriais para Construção MecânicaLuis Filipe Barbosa de OliveiraAinda não há avaliações
- Aço RelatorioDocumento9 páginasAço RelatorioigortrogoAinda não há avaliações
- Módulo 07 - Tratamento de MetaisDocumento34 páginasMódulo 07 - Tratamento de MetaisCarlos Simões Dos SantosAinda não há avaliações
- METAIS (Aços, Fundidos e Ligas de Aço)Documento7 páginasMETAIS (Aços, Fundidos e Ligas de Aço)joaojeroAinda não há avaliações
- Capitulo 1 Metalurgia Geral Da SoldagemDocumento34 páginasCapitulo 1 Metalurgia Geral Da SoldagemFabiano CaldasAinda não há avaliações
- Materiais e TecnologiaDocumento35 páginasMateriais e TecnologiaAnderson SantosAinda não há avaliações
- Parte 04 - Fabricacao Do ACODocumento24 páginasParte 04 - Fabricacao Do ACOHalleyWeltherJacquesDiasAinda não há avaliações
- Materia IsDocumento52 páginasMateria IsAndré BoldriniAinda não há avaliações
- Origem e Tipos de AçoDocumento19 páginasOrigem e Tipos de AçoIvoWanKenobi100% (3)
- FundiçãoDocumento46 páginasFundiçãoEuclides SantanaAinda não há avaliações
- Trabalho T1 - Materiais Técnicos Utilizados em Estruturas NavaisDocumento11 páginasTrabalho T1 - Materiais Técnicos Utilizados em Estruturas NavaisHelleryDeCastroAinda não há avaliações
- AçoDocumento18 páginasAçofurmaniak100% (1)
- TecnologiDocumento51 páginasTecnologiJose Orlando Pereira PereiraAinda não há avaliações
- Apostila Modulo 2Documento10 páginasApostila Modulo 2Fádia LimaAinda não há avaliações
- Metalurgia Da SoldagemDocumento46 páginasMetalurgia Da SoldagemAurecyl DallaAinda não há avaliações
- Aços e TratamentosDocumento10 páginasAços e Tratamentosedson16087984Ainda não há avaliações
- Ferros FundidosDocumento46 páginasFerros FundidosErifeos Eri FeosAinda não há avaliações
- Conceito de Siderurgia e AçoDocumento9 páginasConceito de Siderurgia e AçoJean Marcos Oliveira SilvaAinda não há avaliações
- 1 IntroduçãoDocumento73 páginas1 Introduçãoatila diasAinda não há avaliações
- MATERIA PRIMA - Curso Integrador IDocumento8 páginasMATERIA PRIMA - Curso Integrador IKevin Alex HuaytaAinda não há avaliações
- Aço DoceDocumento5 páginasAço Docejucara_stnt100% (1)
- Aula 05Documento14 páginasAula 05claraAinda não há avaliações
- 1BN - Atividade e Material - TMC I - MichelDocumento68 páginas1BN - Atividade e Material - TMC I - Michellaboratorio aciariaAinda não há avaliações
- Ferro e Aço - Apostila Aula 6Documento15 páginasFerro e Aço - Apostila Aula 6Januário Romão UacelaAinda não há avaliações
- 5.1 - Aços Carbono e Aços LigaDocumento35 páginas5.1 - Aços Carbono e Aços Ligajaelson silvaAinda não há avaliações
- Alto Forno e Aciaria 08 2018Documento17 páginasAlto Forno e Aciaria 08 2018IsadoraAinda não há avaliações
- Processo Do Alto FornoDocumento16 páginasProcesso Do Alto FornoAbinadab Dos Santos AraújoAinda não há avaliações
- Tecnologia Dos Materiais Ii - ResumoDocumento2 páginasTecnologia Dos Materiais Ii - ResumoNayara MeloAinda não há avaliações
- 5.2 - Os Aços-InoxidáveisDocumento40 páginas5.2 - Os Aços-Inoxidáveisjaelson silvaAinda não há avaliações
- Tratamento Térmico No LatãoDocumento16 páginasTratamento Térmico No LatãoPaulo Felipe Oczkovski100% (1)
- Aula 01 Propriedades F Sicas e Mec Nicas Do A oDocumento65 páginasAula 01 Propriedades F Sicas e Mec Nicas Do A oYghor FrançaAinda não há avaliações
- O Aço Na Construção CivilDocumento16 páginasO Aço Na Construção Civildarllan08025Ainda não há avaliações
- CTP Aula 2Documento41 páginasCTP Aula 2Julio AndradeAinda não há avaliações
- Aço Na Construção CivilDocumento77 páginasAço Na Construção CivilDaiana PenteadoAinda não há avaliações
- ACFrOgCsbk2k icb-kitn8bPRzBoEdfpfv9NtKp CbEq2B3pkTfW3EbV8t4oTdn694BpU3QrFDc5TGywTEe7OovhG0wzFUvsVS9OXh pE3QS1UiFNMM0k8wvnkmAyWfD1bgRLhPOKVHn2jdiVzdVDocumento18 páginasACFrOgCsbk2k icb-kitn8bPRzBoEdfpfv9NtKp CbEq2B3pkTfW3EbV8t4oTdn694BpU3QrFDc5TGywTEe7OovhG0wzFUvsVS9OXh pE3QS1UiFNMM0k8wvnkmAyWfD1bgRLhPOKVHn2jdiVzdVdaniel3lAinda não há avaliações
- Materiais - Processos de FabricaçãoDocumento116 páginasMateriais - Processos de FabricaçãoAlexandre Xambim BaldezAinda não há avaliações
- Ferro Fundido2Documento17 páginasFerro Fundido2Anderson SantosAinda não há avaliações
- 1 - Materiais MecânicaDocumento37 páginas1 - Materiais MecânicaricardoAinda não há avaliações
- Atividade de Pesquisa 02 - Ciência Dos Materiais - Ewerton AmorimDocumento3 páginasAtividade de Pesquisa 02 - Ciência Dos Materiais - Ewerton AmorimEwerton AmorimAinda não há avaliações
- MetalurgiaDocumento65 páginasMetalurgiaWallacce SilvaAinda não há avaliações
- Disciplina de Materiais II - FEUEM - Ferros - FundidosDocumento46 páginasDisciplina de Materiais II - FEUEM - Ferros - FundidosAbednego ZanoAinda não há avaliações
- Apresentacao Concreto I - 7º Dia 20.09.2022Documento94 páginasApresentacao Concreto I - 7º Dia 20.09.2022Michele Gomes SaraivaAinda não há avaliações
- Aciaria - Wagner SabinoDocumento51 páginasAciaria - Wagner SabinoEduardo Costa Dos SantosAinda não há avaliações
- Ligas Metalicas Ferrosas - AçoDocumento53 páginasLigas Metalicas Ferrosas - AçoJoão Diego Feitosa100% (1)
- Materiais de Construção II - Aula 7 Produtos Siderúrgicos - CompletoDocumento17 páginasMateriais de Construção II - Aula 7 Produtos Siderúrgicos - CompletoAndreza FrareAinda não há avaliações
- MC1-Aula 3Documento37 páginasMC1-Aula 3Martin MitsengaAinda não há avaliações
- Nota de Aula 1 - Estruturas MetálicasDocumento4 páginasNota de Aula 1 - Estruturas MetálicasWagner MendonçaAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Metalurgia básica para ourives e designers: Do metal à joiaNo EverandMetalurgia básica para ourives e designers: Do metal à joiaAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- A Estranha Natureza Dos Núcleos AtômicosNo EverandA Estranha Natureza Dos Núcleos AtômicosAinda não há avaliações
- Ohsas 18001Documento30 páginasOhsas 18001Nilvânio HenriqueAinda não há avaliações
- G.o.c-Aula 4-Gantt, Pert e CPMDocumento2 páginasG.o.c-Aula 4-Gantt, Pert e CPMEriberto NunesAinda não há avaliações
- Questionário de RobóticaDocumento2 páginasQuestionário de RobóticaEriberto NunesAinda não há avaliações
- Ohsas 18001Documento30 páginasOhsas 18001Nilvânio HenriqueAinda não há avaliações
- Estudo para Modernização de ElevadoresDocumento21 páginasEstudo para Modernização de ElevadoresEriberto Nunes100% (1)
- Projeto REDUTORDocumento29 páginasProjeto REDUTOREriberto NunesAinda não há avaliações
- Motoredutor AtpsDocumento7 páginasMotoredutor AtpsEriberto NunesAinda não há avaliações
- Resumo RESMATDocumento21 páginasResumo RESMATEriberto NunesAinda não há avaliações
- 6 Tabela Perfis SoldadosDocumento8 páginas6 Tabela Perfis SoldadosDouglas Andrini EdmundoAinda não há avaliações
- NBRNM133 Aços Inox MercosulDocumento16 páginasNBRNM133 Aços Inox MercosultiagofcoutinhoAinda não há avaliações
- NBR 7008Documento1 páginaNBR 7008Fernando AugustoAinda não há avaliações
- Recartilha 0Documento1 páginaRecartilha 0set_ltdaAinda não há avaliações
- Catálogo Grades e Degraus 2019Documento17 páginasCatálogo Grades e Degraus 2019Eduardo rovaniAinda não há avaliações
- Refino de Chumbo Compatibility ModeDocumento35 páginasRefino de Chumbo Compatibility Modetguimarães_797262Ainda não há avaliações
- Te Com ReducaoDocumento2 páginasTe Com ReducaoLucas BorgesAinda não há avaliações
- QMC - Tabela PeriódicaDocumento2 páginasQMC - Tabela PeriódicaClara BarretoAinda não há avaliações
- ELBRAS Cat Geral ElbrasDocumento4 páginasELBRAS Cat Geral Elbrasneto-portoAinda não há avaliações
- Mto - Materiais de TubulaçãoDocumento23 páginasMto - Materiais de TubulaçãoEdno JuniorAinda não há avaliações
- Lista Aços DominikDocumento28 páginasLista Aços DominikEduardo EfftingAinda não há avaliações
- Catálogo Aliança Final VisualizaçãoDocumento72 páginasCatálogo Aliança Final VisualizaçãoKail Ortiz EstradaAinda não há avaliações
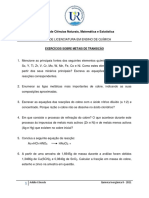
- EXERCICIOS - Metais de TransicaoDocumento3 páginasEXERCICIOS - Metais de Transicaoo caminho para a vidaAinda não há avaliações
- Pastilhas TorneamentoDocumento24 páginasPastilhas TorneamentoWeslley Henrique SouzaAinda não há avaliações
- Catalogo Arame Tubular - PTDocumento14 páginasCatalogo Arame Tubular - PTBruno ornellasAinda não há avaliações
- BRONZE Catálogo - MG3Documento32 páginasBRONZE Catálogo - MG3izzygodswanAinda não há avaliações
- Tabela de VC para TorneamentoDocumento1 páginaTabela de VC para TorneamentoMarco SilvaAinda não há avaliações
- Figura 100 - GavetaDocumento1 páginaFigura 100 - GavetaCarlos DemenisAinda não há avaliações
- Catalogo Ud - 28 - 12 - 22Documento144 páginasCatalogo Ud - 28 - 12 - 22Evandro ColnagoAinda não há avaliações
- PERFISDocumento4 páginasPERFIScelsodarosaAinda não há avaliações
- Planilha para Calculo de Pesos Chapas, Trefilados e AfisDocumento10 páginasPlanilha para Calculo de Pesos Chapas, Trefilados e AfisJuarez SoligoAinda não há avaliações
- Tabela PeriodicaDocumento1 páginaTabela PeriodicaFilipe GoncalvesAinda não há avaliações
- Processos para Obtenção de ZincoDocumento3 páginasProcessos para Obtenção de ZincoGiovani ReisAinda não há avaliações
- ABNT NBR ISO 6215 - 2011 - Produtos Siderúrgicos TerminologiaDocumento24 páginasABNT NBR ISO 6215 - 2011 - Produtos Siderúrgicos TerminologiaVictor FagundesAinda não há avaliações
- Lista de Exercícios - 01Documento6 páginasLista de Exercícios - 01Maike Marques da LuzAinda não há avaliações
- Tabela de Porcas Sextavada Din 934Documento3 páginasTabela de Porcas Sextavada Din 934hassAinda não há avaliações
- GradilDocumento5 páginasGradilAnonymous lEBdswQXmxAinda não há avaliações
- Tabela CommoditiesDocumento2 páginasTabela CommoditiesGustavo GasparAinda não há avaliações
- Tradução Asme 578Documento38 páginasTradução Asme 578doidobskAinda não há avaliações
- Tabela de CoresDocumento2 páginasTabela de CoresRGuilardi2013Ainda não há avaliações