Você também pode gostar
- O Autoconhecimento Através Dos Mandalas - Suzanne FincherDocumento225 páginasO Autoconhecimento Através Dos Mandalas - Suzanne FincherFrancisca Vieira100% (7)
- @apostila de Cam Fresa-Docentes Junho 2012Documento53 páginas@apostila de Cam Fresa-Docentes Junho 2012Ricardo Dias100% (2)
- 06 As Perguntas Sao As RespostasDocumento12 páginas06 As Perguntas Sao As RespostasSol MachadoAinda não há avaliações
- Programa227o Discovery 560 PDFDocumento41 páginasPrograma227o Discovery 560 PDFEverton Costa100% (1)
- Torno CNC - Romi Comando MachDocumento37 páginasTorno CNC - Romi Comando Machjosezumino100% (1)
- Manual de Centro FanucDocumento134 páginasManual de Centro Fanucalexandre100% (1)
- Planilha de Ordem de ServiçoDocumento11 páginasPlanilha de Ordem de ServiçoZAIANAinda não há avaliações
- Apostila de Parametrizado Mach 9Documento25 páginasApostila de Parametrizado Mach 9Felipe Basso100% (1)
- FanucDocumento30 páginasFanucVicente FernandesAinda não há avaliações
- MarcoDocumento97 páginasMarcoPablo Puerari100% (1)
- Os Ben$ Que Os Políicos Faze, - Chico de GoismDocumento157 páginasOs Ben$ Que Os Políicos Faze, - Chico de GoismWeverton Marques0% (1)
- Apostila CNC Torno Mach9Documento66 páginasApostila CNC Torno Mach9Lucas Amaral Costa67% (3)
- 00 - Apostila Centro de Usinagem Romi-18!02!2008Documento181 páginas00 - Apostila Centro de Usinagem Romi-18!02!2008Beto SilvaAinda não há avaliações
- Cardeno de Exercicio RomiDocumento26 páginasCardeno de Exercicio RomiLourisvan Costa100% (1)
- Power Mill 4 EixoDocumento6 páginasPower Mill 4 EixoWillian AlvesAinda não há avaliações
- 06.princípios de Supervisão EducacionalDocumento161 páginas06.princípios de Supervisão EducacionalGISELIA100% (1)
- Apostila Fagor 8035 TDocumento16 páginasApostila Fagor 8035 TRui HenriquesAinda não há avaliações
- Karuna Ki Nível 2Documento24 páginasKaruna Ki Nível 2osmarphiAinda não há avaliações
- Manual Torno CNC SIEMENSDocumento356 páginasManual Torno CNC SIEMENSMarkinhos Schneider50% (2)
- Apostila Torno C.N.C. Mach 9Documento63 páginasApostila Torno C.N.C. Mach 9Lucas TanjoniAinda não há avaliações
- Prog. Torno CNC - FANUC e Sinumerik Clayton LambertDocumento91 páginasProg. Torno CNC - FANUC e Sinumerik Clayton LambertDaniel Bernardo RoncadaAinda não há avaliações
- Manual de Programação Mitisubishi 3-5Documento70 páginasManual de Programação Mitisubishi 3-5pissini-1100% (1)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- E Book+Parametrização+Cnc+Pro+ +Torno+Cnc+ +v1.0.0Documento28 páginasE Book+Parametrização+Cnc+Pro+ +Torno+Cnc+ +v1.0.0Paulo RobertoAinda não há avaliações
- Melhore A Produtividade Do CNC Com Programação Paramétrica em Geometrias Regulares.Documento43 páginasMelhore A Produtividade Do CNC Com Programação Paramétrica em Geometrias Regulares.DanielHernandezAinda não há avaliações
- 03 Programacao Fanuc 21 PDFDocumento87 páginas03 Programacao Fanuc 21 PDFNaldoVicenteAinda não há avaliações
- Discovey 760 Siemens 810 DDocumento74 páginasDiscovey 760 Siemens 810 DValter Francelino JuniorAinda não há avaliações
- Conhecendo Mastercam PDFDocumento144 páginasConhecendo Mastercam PDFMatheus Mancini100% (3)
- Apostila PowerMILL V4Documento225 páginasApostila PowerMILL V4Willian AlvesAinda não há avaliações
- Apostila Do Curso de Fresamento Fanuc 21MDocumento19 páginasApostila Do Curso de Fresamento Fanuc 21MM. Aguiar100% (1)
- CNC - Bem ExplicadoDocumento12 páginasCNC - Bem ExplicadoLilian Couto CoutoAinda não há avaliações
- Exercícios de Torno CNCDocumento22 páginasExercícios de Torno CNCdiego juan dos santos100% (1)
- Apostila de Parametrização HEIDEINHAINDocumento30 páginasApostila de Parametrização HEIDEINHAINwanderlei santosAinda não há avaliações
- Apostila Comando Siemens - TORNODocumento79 páginasApostila Comando Siemens - TORNOPedro Penha100% (1)
- CNC Mitsubishi TesteDocumento25 páginasCNC Mitsubishi Testeesackno100% (3)
- Manual de Programação - CNC ProteoDocumento60 páginasManual de Programação - CNC ProteoLeo Menezes100% (2)
- Prova UsinagemDocumento3 páginasProva UsinagemLeonardo Vieira SabinoAinda não há avaliações
- 410-M Manual - PortuguêsDocumento319 páginas410-M Manual - PortuguêsLuis Lima100% (1)
- Operação 828 DDocumento234 páginasOperação 828 DAlexsandro FerreiraAinda não há avaliações
- Apostila CNC 2D MACH 9Documento94 páginasApostila CNC 2D MACH 9Renan Ribeiro100% (2)
- Manual de Programação FANUC 0i-TDDocumento82 páginasManual de Programação FANUC 0i-TDVal XPSAinda não há avaliações
- Aulas 05 - CNC - Função G37-Ciclo de Roscamento AutomáticoDocumento21 páginasAulas 05 - CNC - Função G37-Ciclo de Roscamento AutomáticoLuis OmenaAinda não há avaliações
- Apostila de Torno ESPRITDocumento122 páginasApostila de Torno ESPRITDiogo Monte Carvalho100% (1)
- Pós Processador 030504021 - ALGOFC - 20130724 PDFDocumento186 páginasPós Processador 030504021 - ALGOFC - 20130724 PDFJoão Paulo Moreira Santos BarbosaAinda não há avaliações
- Programacão Macro B PDFDocumento24 páginasProgramacão Macro B PDFandersonmrAinda não há avaliações
- Revista Glamour - Representando Socialmente A MulherDocumento17 páginasRevista Glamour - Representando Socialmente A MulherLorena LoboAinda não há avaliações
- Psicologia de Desenvolvimento Processos PsíquicosDocumento12 páginasPsicologia de Desenvolvimento Processos PsíquicosAmos nalebaAinda não há avaliações
- 3 - T46205A - Manual de Programação e OperaçãoDocumento162 páginas3 - T46205A - Manual de Programação e Operaçãomarcos alvesAinda não há avaliações
- Aula7 - Programação CNC - TorneamentoDocumento28 páginasAula7 - Programação CNC - TorneamentoAdriano MenegonAinda não há avaliações
- T1 - Ciências Naturais 7Documento4 páginasT1 - Ciências Naturais 7EloísaAinda não há avaliações
- Tecnologia de Controle Numérico Programação CNCDocumento74 páginasTecnologia de Controle Numérico Programação CNCEnoque ReisAinda não há avaliações
- Manual de Operacao Discovery 760Documento22 páginasManual de Operacao Discovery 760Matheus ManciniAinda não há avaliações
- TMF Iv 5Documento12 páginasTMF Iv 5Rafael StangeAinda não há avaliações
- Aula 3 CNC MINICURSO 2021Documento96 páginasAula 3 CNC MINICURSO 2021Kleyphide Pereira da SilvaAinda não há avaliações
- 02 - Caderno de Exercicios MACH 9Documento77 páginas02 - Caderno de Exercicios MACH 9Luiz NogueiraAinda não há avaliações
- Aula 3 - 4 Programação CNCDocumento51 páginasAula 3 - 4 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- INTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucDocumento50 páginasINTRODUÇÃO AOS CICLOS DE TORNEAMENTO - FanucEduardo ReisAinda não há avaliações
- Aula 1 - 2 Programação CNCDocumento90 páginasAula 1 - 2 Programação CNCTecnologia Manutenção MecânicaAinda não há avaliações
- Aula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoDocumento5 páginasAula Remota 06 - Ciclo de Desbaste Transversal - TorneamentoJunior GuedesAinda não há avaliações
- Aula Remota 07 - Ciclo de Acabamento - TorneamentoDocumento5 páginasAula Remota 07 - Ciclo de Acabamento - TorneamentoJunior GuedesAinda não há avaliações
- Aula Remota 10 - Ciclos de Roscamento - TorneamentoDocumento4 páginasAula Remota 10 - Ciclos de Roscamento - TorneamentoJunior GuedesAinda não há avaliações
- Apostila Torno CNCDocumento23 páginasApostila Torno CNCfabioarnobio100% (3)
- WinNC Fanuc21T Apostila de Treinamento SimuladorDocumento16 páginasWinNC Fanuc21T Apostila de Treinamento SimuladorLuiz NogueiraAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- p2 FeiDocumento4 páginasp2 FeiGabriel MarianoAinda não há avaliações
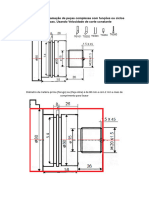
- Exemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasDocumento3 páginasExemplo de Programação de Peças Complexas Com Funções Ou Ciclos AutomáticasTecnologia Manutenção MecânicaAinda não há avaliações
- Exercicio 5Documento3 páginasExercicio 5Nathália RozaAinda não há avaliações
- Maquinagem Fresadora BoxfordDocumento24 páginasMaquinagem Fresadora BoxfordMARSILFERAinda não há avaliações
- So 3333333333 ApdfDocumento2 páginasSo 3333333333 ApdfBRENO AUGUSTO MATIAS PIMENTAAinda não há avaliações
- NP1 Libras UNIP 2018Documento6 páginasNP1 Libras UNIP 2018Vitória MiguelAinda não há avaliações
- Avaliação de José Lima LeiteDocumento5 páginasAvaliação de José Lima LeiteGrupo de Oração Espírito Santo - Espera Feliz-MGAinda não há avaliações
- Casos Boa Fé ObjetivaDocumento2 páginasCasos Boa Fé ObjetivaliraramomAinda não há avaliações
- 2001 Provao LetrasDocumento14 páginas2001 Provao Letrasemanuellenanet25% (4)
- Frases para Aniversári e BatizadoDocumento4 páginasFrases para Aniversári e Batizadojoeldison spineliAinda não há avaliações
- Aula Alelismo MultiploDocumento25 páginasAula Alelismo MultiploJoana Melo ResendeAinda não há avaliações
- Tratamento de FeridasDocumento50 páginasTratamento de FeridasAline LopesAinda não há avaliações
- Trabalho de Comandos 3Documento4 páginasTrabalho de Comandos 3Igor Fernando Carvalho RodriguesAinda não há avaliações
- FTP VZO v1.0Documento4 páginasFTP VZO v1.0UllyssesCorraAinda não há avaliações
- 11a Classe LetrasDocumento7 páginas11a Classe LetrasHélio Isaías Dias MagueleAinda não há avaliações
- Comprovante de Renovação de Matrícula 2º CDocumento19 páginasComprovante de Renovação de Matrícula 2º CVeríssima D'arcAinda não há avaliações
- Ilke - Os Quilombos No Brasil - Questões Conceituais e NormativasDocumento11 páginasIlke - Os Quilombos No Brasil - Questões Conceituais e NormativasESCRIBDA00Ainda não há avaliações
- Dharmesti 2019Documento16 páginasDharmesti 2019Julia EsmerioAinda não há avaliações
- Seguro Na Vida Do Cidadão - ARSEGDocumento27 páginasSeguro Na Vida Do Cidadão - ARSEGedustenayAinda não há avaliações
- Relatorio de HematologiaDocumento7 páginasRelatorio de HematologiaFabio PogianAinda não há avaliações
- A GIRA - Tranca Rua Das Almas by Tranca Rua Das Almas Valter Norberto Ramos (Das Almas, Tranca Rua Norberto Ramos, Valter)Documento37 páginasA GIRA - Tranca Rua Das Almas by Tranca Rua Das Almas Valter Norberto Ramos (Das Almas, Tranca Rua Norberto Ramos, Valter)JD LucasAinda não há avaliações
- Projeto Integrador - Tiverde - HardwareDocumento15 páginasProjeto Integrador - Tiverde - HardwareJoelson IsidroAinda não há avaliações
- Erecicios Revisão Analise CombinatoriaDocumento3 páginasErecicios Revisão Analise CombinatoriaCelso BerredoAinda não há avaliações
- Lições Da Vida de GideãoDocumento4 páginasLições Da Vida de GideãoAnonymous bGXHsxrORBAinda não há avaliações
- Apostila de Primeiros SocorrosDocumento34 páginasApostila de Primeiros SocorrosSegurança [Perfinaço]Ainda não há avaliações
- Aulas - 35 A 38. TMG 18. Itl RXDocumento13 páginasAulas - 35 A 38. TMG 18. Itl RXImerson Alberto AlfaneAinda não há avaliações