Você também pode gostar
- PR-G-363 Procedimento Elaboracao Data Book Rev 2Documento12 páginasPR-G-363 Procedimento Elaboracao Data Book Rev 2Joao da SilvaAinda não há avaliações
- Internet Huawei HG8145V5 ManualDocumento8 páginasInternet Huawei HG8145V5 ManualEdmarVazCarrareto100% (1)
- Procedimento Identificação e RastreabilidadeDocumento9 páginasProcedimento Identificação e RastreabilidadeMariana dos Santos CavattiAinda não há avaliações
- APQP Exemplo de FormularioDocumento23 páginasAPQP Exemplo de FormularioRosane Marques da Rosa100% (1)
- Injeção Eletrônica - SensoresDocumento35 páginasInjeção Eletrônica - Sensoresguilhermediasdemarchi691695% (20)
- ES-G-402 Especificacao Servicos Inspecao Rev 4Documento19 páginasES-G-402 Especificacao Servicos Inspecao Rev 4Manoel CosmeAinda não há avaliações
- ES-T-401 Montagem Tubulacoes Rev 3Documento33 páginasES-T-401 Montagem Tubulacoes Rev 3philip_cadAinda não há avaliações
- NBR Iso 100052007 Gesto Da Qualidade Diretrizes 2024 NBR 10005 PlanoDocumento2 páginasNBR Iso 100052007 Gesto Da Qualidade Diretrizes 2024 NBR 10005 PlanoJamila MaschioAinda não há avaliações
- PR-E-005 Elaboracao PQ CM Servicos Rev 13 PDFDocumento18 páginasPR-E-005 Elaboracao PQ CM Servicos Rev 13 PDFgorgonoidemarcoAinda não há avaliações
- PR-E-275 Inspecao Pintura Galvanizacao Rev 2Documento18 páginasPR-E-275 Inspecao Pintura Galvanizacao Rev 2marconelucenapereiraAinda não há avaliações
- Reg. de Velocidade Série EDG5500 - Manual - 2011 - PortuguêsDocumento8 páginasReg. de Velocidade Série EDG5500 - Manual - 2011 - PortuguêsJaime Igor Viegas100% (1)
- Planilha Estabilidade Barragem Generic-Verific Contato Concreto-Rocha-Seções A e BDocumento13 páginasPlanilha Estabilidade Barragem Generic-Verific Contato Concreto-Rocha-Seções A e BWilkinson GomesAinda não há avaliações
- 0000 PDFDocumento241 páginas0000 PDFneivaprojetosAinda não há avaliações
- Controle Da Qualidade para o Sistema de Recebimento de Materiais Produtivos e SDocumento13 páginasControle Da Qualidade para o Sistema de Recebimento de Materiais Produtivos e SMarcos Glicerio RechdanAinda não há avaliações
- Processo de Aprovação de Peças de ProduçãoDocumento30 páginasProcesso de Aprovação de Peças de ProduçãoHarley Sobreiro de Lima100% (2)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNo EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoAinda não há avaliações
- Alternativa para Qualificação de SoldadorDocumento2 páginasAlternativa para Qualificação de Soldadoralexsandro_dias_1Ainda não há avaliações
- Controle de ProjetosDocumento7 páginasControle de Projetosjean carlos100% (1)
- PR-E-261 Procedimento Inspecao Soldas Rev 2Documento11 páginasPR-E-261 Procedimento Inspecao Soldas Rev 2Claudenir Alves SilvaAinda não há avaliações
- Procedimento para Controle de Dispositivos de Medição e MonitoramentoDocumento22 páginasProcedimento para Controle de Dispositivos de Medição e MonitoramentoTiago A. Silva0% (1)
- PIT Plano Inspecao Testes Painel Lavador Rodas1Documento3 páginasPIT Plano Inspecao Testes Painel Lavador Rodas1Vinicius NunesAinda não há avaliações
- Planejamento Do Processo de Fabricação Conforme ISO 9001Documento8 páginasPlanejamento Do Processo de Fabricação Conforme ISO 9001RenatoAinda não há avaliações
- Plano de Controle Rev3Documento4 páginasPlano de Controle Rev3hmp90Ainda não há avaliações
- 0.00.0 Databook 1200139Documento44 páginas0.00.0 Databook 1200139Sidnei RodriguesAinda não há avaliações
- 194 Solicitacao de DerrogaDocumento1 página194 Solicitacao de DerrogaielenaeulaliaAinda não há avaliações
- ES-S-401 Montagem Estrutura Metalica Rev 6Documento27 páginasES-S-401 Montagem Estrutura Metalica Rev 6Manoel CosmeAinda não há avaliações
- 01-03 - Atividades Do Inspetor de Fabricação - 17pgsDocumento17 páginas01-03 - Atividades Do Inspetor de Fabricação - 17pgspablo da silva oliveiraAinda não há avaliações
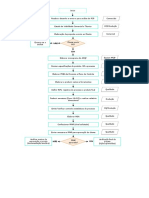
- Fluxograma APQP - PPAPDocumento1 páginaFluxograma APQP - PPAPSamuel MendonçaAinda não há avaliações
- Indice Databook Lote 002-2017Documento2 páginasIndice Databook Lote 002-2017Weslley Silva100% (1)
- GU-G-601 Requis Qualidade Fornec Materiais Serv Equip Projetos Rev 4Documento24 páginasGU-G-601 Requis Qualidade Fornec Materiais Serv Equip Projetos Rev 4Marcos FernandesAinda não há avaliações
- NBR 15280 Parte 2Documento64 páginasNBR 15280 Parte 2kirlanianoAinda não há avaliações
- Ige-0550-006-Avaliação de Qualidade de Obras e Serciços-Plano de QualidadeDocumento8 páginasIge-0550-006-Avaliação de Qualidade de Obras e Serciços-Plano de Qualidadeleandroengcivil3Ainda não há avaliações
- Relatorio Dimensional ExemploDocumento1 páginaRelatorio Dimensional ExemploViniAinda não há avaliações
- Modelo PIT GAVETA 2Documento1 páginaModelo PIT GAVETA 2thiagorep17100% (2)
- 07 - PCP-SO-07 Qualificação de Soldador - Rev 08Documento10 páginas07 - PCP-SO-07 Qualificação de Soldador - Rev 08Darci Santiago SantosAinda não há avaliações
- P 16 - Controle de Registros Do SGI - Rev BDocumento5 páginasP 16 - Controle de Registros Do SGI - Rev BMatheus Paiva100% (1)
- Procedimento DocumentadoDocumento2 páginasProcedimento Documentadobressiani8416Ainda não há avaliações
- ES-S-401 Montagem Estrutura Metalica Rev 5Documento27 páginasES-S-401 Montagem Estrutura Metalica Rev 5Claudenir Alves Silva100% (1)
- 0-Manual Sgi R.10Documento18 páginas0-Manual Sgi R.10Claudio SilveiraAinda não há avaliações
- Relatório de Inspeção de RecebimentoDocumento1 páginaRelatório de Inspeção de RecebimentoPedro100% (1)
- Anexo 05 - Matriz de Registros Da Qualidade - MODELODocumento3 páginasAnexo 05 - Matriz de Registros Da Qualidade - MODELOIkaro AlmirAinda não há avaliações
- Aula 2 - Inspeção Da QualidadeDocumento19 páginasAula 2 - Inspeção Da QualidadeJoão Kaique Tomaz100% (2)
- N-2232 - Válvulas Gaveta PDFDocumento18 páginasN-2232 - Válvulas Gaveta PDFMarcel Dandaro0% (1)
- IT-1401-31-6032 (4) Instrução de Trabalho para Recebimento de Consumíveis de SoldagemDocumento12 páginasIT-1401-31-6032 (4) Instrução de Trabalho para Recebimento de Consumíveis de SoldagemEdvanAinda não há avaliações
- PR-BC-RM-009 Rev.00 - Recebimento e Armazenamento de MateriaisDocumento19 páginasPR-BC-RM-009 Rev.00 - Recebimento e Armazenamento de MateriaisIvan NobregaAinda não há avaliações
- 3 - Plano de TransiçãoDocumento1 página3 - Plano de Transiçãosg_lexAinda não há avaliações
- PR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesDocumento9 páginasPR-SGI-001-003 Rev.00 - Controle e Tratamento de Não ConformidadesIvan NobregaAinda não há avaliações
- Papel Da Inspeção de Equipamentos Na Organização - Edição 3 - Rev. 3 - 10-03-2023Documento98 páginasPapel Da Inspeção de Equipamentos Na Organização - Edição 3 - Rev. 3 - 10-03-2023novaisclaudioAinda não há avaliações
- Databook Digital Série 16 02573 e 16 02574Documento44 páginasDatabook Digital Série 16 02573 e 16 02574vieiralucioAinda não há avaliações
- PR-E-255 Procedimento Inspecao Estruturas Metalicas Rev 2Documento23 páginasPR-E-255 Procedimento Inspecao Estruturas Metalicas Rev 2Marcos FernandesAinda não há avaliações
- PR-1872CC-Q-00003 - Execução e Reparo de Solda - Rev1Documento15 páginasPR-1872CC-Q-00003 - Execução e Reparo de Solda - Rev1Larisse Gomes100% (1)
- Check-List de Auditoria Da ISO 9001-2015Documento4 páginasCheck-List de Auditoria Da ISO 9001-2015talesfavaroAinda não há avaliações
- Abnt nbr-5425 Guia para Inspeção de Amostragem No Controle de Certificação de QualidadeDocumento30 páginasAbnt nbr-5425 Guia para Inspeção de Amostragem No Controle de Certificação de Qualidaderafael_engineerAinda não há avaliações
- Plano de Qualidade Da ObraDocumento14 páginasPlano de Qualidade Da ObraAdriany DominguesAinda não há avaliações
- MD Atestado de Comissionamento T1002Documento4 páginasMD Atestado de Comissionamento T1002engsergiomarquesAinda não há avaliações
- PCLR0001 Calibração de TrenasDocumento4 páginasPCLR0001 Calibração de Trenassidnei carraschiAinda não há avaliações
- Requisitos de Inspeção para Valvula de Segurança E-Ou Alivio-Rev1Documento12 páginasRequisitos de Inspeção para Valvula de Segurança E-Ou Alivio-Rev1GoldsteynAinda não há avaliações
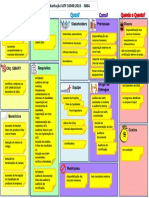
- Canvas Implantação IATF 16949-2016-V01 - MBADocumento1 páginaCanvas Implantação IATF 16949-2016-V01 - MBATesteAinda não há avaliações
- N-2200 Sinalização de Faixa de Domínio de Dutos e Instalação TerrestreDocumento25 páginasN-2200 Sinalização de Faixa de Domínio de Dutos e Instalação TerrestreWanderson HenriqueAinda não há avaliações
- PR-METALBRAS - 008 OK Recebimento, Armazenamento, Tratamento e Distribuição de Consumíveis de SoldagemDocumento10 páginasPR-METALBRAS - 008 OK Recebimento, Armazenamento, Tratamento e Distribuição de Consumíveis de SoldagemPaulo CésarAinda não há avaliações
- PRO 7.3 - Controle de Projetos - Rev 01Documento2 páginasPRO 7.3 - Controle de Projetos - Rev 01Daniel Ferreira100% (1)
- Análise de Contratos Sob A Ótica Da Gestão Da Qualidade - ISO 9001: Gestão de ContratosDocumento11 páginasAnálise de Contratos Sob A Ótica Da Gestão Da Qualidade - ISO 9001: Gestão de ContratosAntonio Fernando Navarro100% (1)
- 6 Plano Controle APQP PPAP 0812 BDocumento12 páginas6 Plano Controle APQP PPAP 0812 BlaboratorioAinda não há avaliações
- Ad-P-Sgi-00-011-00 - RNC - Relatório de Não ConformidadeDocumento5 páginasAd-P-Sgi-00-011-00 - RNC - Relatório de Não ConformidadeTalita ZanardoAinda não há avaliações
- Ambiente Multiusuário No AutoCADDocumento11 páginasAmbiente Multiusuário No AutoCADmarconelucenapereiraAinda não há avaliações
- Biblioteca de SlidesDocumento4 páginasBiblioteca de SlidesmarconelucenapereiraAinda não há avaliações
- Tabela de Suportação para TubosDocumento34 páginasTabela de Suportação para TubosmarconelucenapereiraAinda não há avaliações
- NBR15938 - Travessia de Tubulação em Linha FerreaDocumento11 páginasNBR15938 - Travessia de Tubulação em Linha Ferreamarconelucenapereira0% (1)
- CP-L-501 Mecanica Arranjos Rev 4Documento20 páginasCP-L-501 Mecanica Arranjos Rev 4marconelucenapereira100% (1)
- ET-T-411 Tubulacoes Fabrica Spools Revestidos Rev 1Documento19 páginasET-T-411 Tubulacoes Fabrica Spools Revestidos Rev 1marconelucenapereiraAinda não há avaliações
- 4 Lista de Exercício de Cálculo AvançadoDocumento2 páginas4 Lista de Exercício de Cálculo AvançadoNayanderson RibeiroAinda não há avaliações
- Contentores e Navios Porta ContentoresDocumento50 páginasContentores e Navios Porta ContentoresZe LourençoAinda não há avaliações
- A Mais Antiga Tábua de DelinearDocumento3 páginasA Mais Antiga Tábua de DelinearLuiz Carlos FernandesAinda não há avaliações
- Thunderbird InstructionsDocumento2 páginasThunderbird InstructionsBackes BAinda não há avaliações
- P35 Lista Luzes VOL I Digital OUT2023Documento304 páginasP35 Lista Luzes VOL I Digital OUT2023joaosaraiva1307Ainda não há avaliações
- PCM - Aula 04 - Árvore de AtivosDocumento29 páginasPCM - Aula 04 - Árvore de AtivosDenis O. Guedes100% (1)
- Distribuição de FrequenciasDocumento52 páginasDistribuição de FrequenciasJacyelli CardosoAinda não há avaliações
- CCE-0003-22B Encarte - Pá Carregadeira - 721E - PO - BXDocumento8 páginasCCE-0003-22B Encarte - Pá Carregadeira - 721E - PO - BXGuilherme CastroAinda não há avaliações
- Cap 10Documento40 páginasCap 10Lucio MacedoAinda não há avaliações
- Clean Code - JavascriptDocumento12 páginasClean Code - JavascriptDouglas Lira100% (1)
- Técnicas de Mensuração - Peso, Sinais Vitais, Circunferência Abdominal e Altura.Documento22 páginasTécnicas de Mensuração - Peso, Sinais Vitais, Circunferência Abdominal e Altura.Heverald Souza80% (5)
- 2da Lista de Exercícios - (A) Segunda LeiDocumento5 páginas2da Lista de Exercícios - (A) Segunda Leiluiggi bonaldoAinda não há avaliações
- Conceitos Básicos em MicrobiologiaDocumento28 páginasConceitos Básicos em MicrobiologiaMário SantanaAinda não há avaliações
- Gasometria Arterial SanarDocumento14 páginasGasometria Arterial Sanarfrente.gas.aracariguamaAinda não há avaliações
- Análise Forense em Tráfego de Redes PDFDocumento21 páginasAnálise Forense em Tráfego de Redes PDFkaipersAinda não há avaliações
- Ebook MBDocumento101 páginasEbook MBHenrique CorreiaAinda não há avaliações
- 3 TPs TCs PDFDocumento126 páginas3 TPs TCs PDFMarcos ViniciusAinda não há avaliações
- Rede Predial de ÁguaDocumento33 páginasRede Predial de ÁguaRui Gavina100% (1)
- Relatorio de Densidade - Fisica ExperimentalDocumento11 páginasRelatorio de Densidade - Fisica ExperimentalrockminasgeraisAinda não há avaliações
- Dicionário Técnico) EletricidadeDocumento7 páginasDicionário Técnico) EletricidadeZen_JLAinda não há avaliações
- AD1 - ProbEst - Est I - Critério de Correção - 2023-1 PDFDocumento4 páginasAD1 - ProbEst - Est I - Critério de Correção - 2023-1 PDFVitorAinda não há avaliações
- Quimica Propriedades ColigativasDocumento15 páginasQuimica Propriedades ColigativasanaclopesAinda não há avaliações
- Bacharelado em Química Com Ênfase em Bioquímica e Biologia MolecularDocumento4 páginasBacharelado em Química Com Ênfase em Bioquímica e Biologia MolecularAdriano Trinconi VignottoAinda não há avaliações
- EF07MA30Documento2 páginasEF07MA30CAROLINE REISAinda não há avaliações
- O Que É Física - Brasil EscolaDocumento25 páginasO Que É Física - Brasil EscolaEduardo Luís MüllerAinda não há avaliações