Você também pode gostar
- Peletizadora Chavantes 125 CVDocumento26 páginasPeletizadora Chavantes 125 CVAlex FermianoAinda não há avaliações
- Manual 01Documento31 páginasManual 01Rogerio0% (2)
- Nissan Kicks - Fuidos - Especificações e QuantidadesDocumento2 páginasNissan Kicks - Fuidos - Especificações e QuantidadesWiterMarcosAinda não há avaliações
- Calculando A Proximação Do Anel GraduadoDocumento4 páginasCalculando A Proximação Do Anel GraduadobpivlabAinda não há avaliações
- Manual Paleteira PDFDocumento20 páginasManual Paleteira PDFJosé Aparecido Dos Santos100% (1)
- Manual de Instalação Operação e Manutenção - Bomba INI-OT 32-160Documento21 páginasManual de Instalação Operação e Manutenção - Bomba INI-OT 32-160jonathan valderramaAinda não há avaliações
- Soprador Omel - Dados SRTVDocumento7 páginasSoprador Omel - Dados SRTVDenilson MarinhoAinda não há avaliações
- Manual de Operacao de Software Empacotadora Linha Nacional OMRON ...Documento73 páginasManual de Operacao de Software Empacotadora Linha Nacional OMRON ...Eduardo Pardinho100% (1)
- Catalogo - Roots - SRT - NovoDocumento14 páginasCatalogo - Roots - SRT - NovocpsusinAinda não há avaliações
- Manual - Moinho de Martelos MMP 800Documento24 páginasManual - Moinho de Martelos MMP 800Eder Ferreira100% (1)
- Planilha Preventivas EmpilhadeirasDocumento12 páginasPlanilha Preventivas EmpilhadeirasAndré Santos50% (2)
- Manual Da Peletrans TM 2220 PDFDocumento28 páginasManual Da Peletrans TM 2220 PDFadrianobritto100% (1)
- Manual Maquina de Solda TRR 3610 S MNRDocumento8 páginasManual Maquina de Solda TRR 3610 S MNRObsol EtoAinda não há avaliações
- Picadeira Ep25 Gold PDFDocumento28 páginasPicadeira Ep25 Gold PDFandreAinda não há avaliações
- Nord Coaxial SK PDFDocumento48 páginasNord Coaxial SK PDFedssonleite-1100% (1)
- Conversões de Newton-Metro para Libra-PéDocumento2 páginasConversões de Newton-Metro para Libra-PéHarry Wart WartAinda não há avaliações
- Sat ParanaDocumento39 páginasSat ParanaHudson CostaAinda não há avaliações
- Catálogo - Guincho Prime V2 - MenegottiDocumento6 páginasCatálogo - Guincho Prime V2 - MenegottiBruno GavaAinda não há avaliações
- Palestra 6 - Eduardo Soffioni PDFDocumento34 páginasPalestra 6 - Eduardo Soffioni PDFIsmar Garbazza100% (3)
- Manual Prensa Hidraulica 400 TDocumento95 páginasManual Prensa Hidraulica 400 TSamuel Schubert100% (1)
- Saida P06809 Manual Contatto Wi-Fi Rev1Documento2 páginasSaida P06809 Manual Contatto Wi-Fi Rev1Naiane Fuchs Luiz Lopes100% (1)
- Manutenção de CompressoresDocumento23 páginasManutenção de CompressoresAdalberto BertacchiniAinda não há avaliações
- Redutores CestariDocumento74 páginasRedutores CestariandreAinda não há avaliações
- CATÁLOGO TÉCNICO COMPRESSOR - CSI 7.4 - 25-1,5 HP 1 ESTÁGIO - 140 LibrasDocumento7 páginasCATÁLOGO TÉCNICO COMPRESSOR - CSI 7.4 - 25-1,5 HP 1 ESTÁGIO - 140 LibrasJulio Daniel Morales0% (1)
- Manual TornoDocumento40 páginasManual TornoJorge Athayde100% (2)
- 4 MM VR 0001 0 Manual Válvula RotativaDocumento15 páginas4 MM VR 0001 0 Manual Válvula RotativaChristenes AlvesAinda não há avaliações
- Manual TECNICO RedutorDocumento56 páginasManual TECNICO RedutorJopalion0% (1)
- Manual TécnicoDocumento55 páginasManual Técnicojessica_tonetAinda não há avaliações
- Alinhamento de PoliasDocumento5 páginasAlinhamento de PoliasSérgio SoaresAinda não há avaliações
- Manual Cortina de Ar DugoldDocumento16 páginasManual Cortina de Ar DugoldHungria EngenhariaAinda não há avaliações
- Tabela de Tipos de Oleo UnilubDocumento2 páginasTabela de Tipos de Oleo UnilubJULIOAinda não há avaliações
- Rev0 ManualServico Smashweld-187M-187-257 Serie0 PTDocumento72 páginasRev0 ManualServico Smashweld-187M-187-257 Serie0 PTatual manutencao100% (2)
- Tabela Orientativa de Similaridade de Produtos Mod. - Atpo004-01Documento35 páginasTabela Orientativa de Similaridade de Produtos Mod. - Atpo004-01ValmirAinda não há avaliações
- Manual de TorqueDocumento25 páginasManual de TorqueNeilton Noblat50% (2)
- Rosca MachoDocumento22 páginasRosca Machogege_ufesAinda não há avaliações
- Cestari - Convencional - Catalogo AntigoDocumento16 páginasCestari - Convencional - Catalogo Antigofina39250% (2)
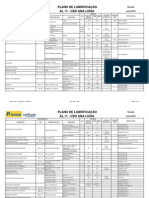
- Plano de Lubrificação AnlDocumento3 páginasPlano de Lubrificação AnlJeremy Byers100% (1)
- Manual SEW MOVITRAC LTPDocumento76 páginasManual SEW MOVITRAC LTPadauto652100% (2)
- Moinhos Tubulares de BolasDocumento58 páginasMoinhos Tubulares de BolasMario Julio100% (5)
- Atacama Smart 2200Documento9 páginasAtacama Smart 2200Joao LoboAinda não há avaliações
- LubrificaçãoDocumento31 páginasLubrificaçãoIgor Prado100% (1)
- Vácuo OMEL - BVM-II - 120-156 - MANUAL INSTRDocumento15 páginasVácuo OMEL - BVM-II - 120-156 - MANUAL INSTRMarco PederziniAinda não há avaliações
- Bomba Helicoidal-Inatalação e ManutençãoDocumento20 páginasBomba Helicoidal-Inatalação e ManutençãoMuriloVasconcelosAinda não há avaliações
- Palestra MoagemDocumento56 páginasPalestra MoagemStalin Tenorio100% (1)
- Sistema de Arrefecimento - Dicas TécnicasDocumento11 páginasSistema de Arrefecimento - Dicas TécnicasricrispimAinda não há avaliações
- Arquivo Produto 417 PDFDocumento12 páginasArquivo Produto 417 PDFManoel Dos Santos AssisAinda não há avaliações
- Sistema de Arrefecimento ManutençaoDocumento47 páginasSistema de Arrefecimento Manutençaoleaokamikaze100% (4)
- Book 1 Bodymaker Br-Portuguese TranslationDocumento329 páginasBook 1 Bodymaker Br-Portuguese TranslationVALDIMAR GOMESAinda não há avaliações
- Aptta - Bo 2019 - 001Documento3 páginasAptta - Bo 2019 - 001mhgnoseuaAinda não há avaliações
- Manual de Atribuiþ Es e Procedimentos Do OperadorDocumento19 páginasManual de Atribuiþ Es e Procedimentos Do OperadorRafa CanaleAinda não há avaliações
- Manual PG Vazflux (Português) 2017 05Documento11 páginasManual PG Vazflux (Português) 2017 05Eduardo100% (1)
- Manual de Operaçao VPS2200LDocumento18 páginasManual de Operaçao VPS2200LEduardo FregugliaAinda não há avaliações
- Atlas Manual CompressoresDocumento34 páginasAtlas Manual CompressoresWender SilvaAinda não há avaliações
- Dicas - para .Geradores - LeaoDocumento10 páginasDicas - para .Geradores - LeaoDe MatosAinda não há avaliações
- Pagina 1 de 8 REGULAGEM GERAL DO MOTOR WILLYS 6 Cilindros BFDocumento3 páginasPagina 1 de 8 REGULAGEM GERAL DO MOTOR WILLYS 6 Cilindros BFCarlos Cesar MoraisAinda não há avaliações
- Procedimento de Troca de CompressorDocumento2 páginasProcedimento de Troca de CompressorAndre AmorimAinda não há avaliações
- Clasificadora BrusinoxDocumento20 páginasClasificadora BrusinoxLeangel HernandezAinda não há avaliações
- Mancais de RolamentoDocumento25 páginasMancais de Rolamentorereluta100% (1)
- 2 - Agitadores SALOMIX PDFDocumento59 páginas2 - Agitadores SALOMIX PDFAdeilton Loureiro Nascimento100% (2)
- Profmec SKFDocumento162 páginasProfmec SKFprofmec100% (1)
- Tipos de RolamentosDocumento34 páginasTipos de RolamentosRaylan Amancio0% (1)
- Manual Instruções - SE - 2008 - Rev 5Documento17 páginasManual Instruções - SE - 2008 - Rev 5GILBERTAinda não há avaliações
- Teste MecanicoDocumento6 páginasTeste MecanicomosterkillAinda não há avaliações
- Designação de RolamentosDocumento17 páginasDesignação de RolamentosGuilherme Fernandes VianaAinda não há avaliações
- Transmissão ExplodidaDocumento34 páginasTransmissão ExplodidaGuilherme AmorimAinda não há avaliações
- Acompanhamento de Montagem Do Rol 23276 (ICRO - SKF)Documento12 páginasAcompanhamento de Montagem Do Rol 23276 (ICRO - SKF)Antonio Valentim Dias JuniorAinda não há avaliações
- Capacidade de Carga RolamentoDocumento4 páginasCapacidade de Carga Rolamentoozéias salvino cardosoAinda não há avaliações
- Aula 5 MDMCSM1Documento33 páginasAula 5 MDMCSM1ArnaldoAinda não há avaliações
- Sonda Oblíqua Motocana SO-04MDocumento53 páginasSonda Oblíqua Motocana SO-04MJefferson Luiz Solano100% (2)
- Aula 10 - DTM1Documento33 páginasAula 10 - DTM1ROMUALDO LIMAAinda não há avaliações
- Manual de Servico XLR 125Documento283 páginasManual de Servico XLR 125Leandro van der LaanAinda não há avaliações
- Catalogo 0217 Mancais PTDocumento29 páginasCatalogo 0217 Mancais PTgarciarodrigoAinda não há avaliações
- Aula RolamentosDocumento47 páginasAula Rolamentoswillianricardo26100% (1)
- WEG w22 Motor Trifasico Tecnico Mercado Brasil 50023622 Catalogo Portugues BRDocumento52 páginasWEG w22 Motor Trifasico Tecnico Mercado Brasil 50023622 Catalogo Portugues BRLucas RibeiroAinda não há avaliações
- Manual de RolosDocumento89 páginasManual de Rolosoks1704100% (1)
- Atualização Da Lubrificação para Motores Elétricos - Heinz P. Bloch ArticlesDocumento9 páginasAtualização Da Lubrificação para Motores Elétricos - Heinz P. Bloch ArticlesromizetaAinda não há avaliações
- Ferramentas e Equipamentos para Manutenção Industrial Vol 04Documento40 páginasFerramentas e Equipamentos para Manutenção Industrial Vol 04Alexandre SantosAinda não há avaliações
- Avisos E Precauções: Translated From Document 818-842GB Revision BDocumento119 páginasAvisos E Precauções: Translated From Document 818-842GB Revision BRômulo França VelosoAinda não há avaliações
- Posições de Rolamentos Livres e BloqueadosDocumento2 páginasPosições de Rolamentos Livres e BloqueadosAdriano SantosAinda não há avaliações
- Catalogo Mancais SKFDocumento124 páginasCatalogo Mancais SKFFernandes CoporaçõesAinda não há avaliações
- Tabela de Conversão de Rolamentos Eaton X ConcorrentesDocumento8 páginasTabela de Conversão de Rolamentos Eaton X ConcorrentesOrlando Oliveira0% (1)
- Resumo RolamentosDocumento62 páginasResumo RolamentosBenvindo BienvenuAinda não há avaliações
- Manual RKR 30KDocumento12 páginasManual RKR 30KGlaicon SilvaAinda não há avaliações
- 26 - 03 - 19 - Elementos de MaquinasDocumento128 páginas26 - 03 - 19 - Elementos de MaquinasADRIANOAinda não há avaliações
- Resumo de RolamentosDocumento45 páginasResumo de RolamentosRobsonstatisticsAinda não há avaliações
- Mancais de Rolamento PDFDocumento72 páginasMancais de Rolamento PDFJean TiepoAinda não há avaliações
- Mãos de Luz: Um Guia Para a Cura Através do Campo de Energia HumanoNo EverandMãos de Luz: Um Guia Para a Cura Através do Campo de Energia HumanoNota: 4 de 5 estrelas4/5 (5)
- Introdução Às Redes De Computadores: Modelos Osi E Tcp/ipNo EverandIntrodução Às Redes De Computadores: Modelos Osi E Tcp/ipAinda não há avaliações
- Fundamentos de Cinemática e Dinâmica de MecanismosNo EverandFundamentos de Cinemática e Dinâmica de MecanismosAinda não há avaliações
- Segurança Da Informação DescomplicadaNo EverandSegurança Da Informação DescomplicadaAinda não há avaliações
- Sincronicidade e entrelaçamento quântico. Campos de força. Não-localidade. Percepções extra-sensoriais. As surpreendentes propriedades da física quântica.No EverandSincronicidade e entrelaçamento quântico. Campos de força. Não-localidade. Percepções extra-sensoriais. As surpreendentes propriedades da física quântica.Nota: 5 de 5 estrelas5/5 (5)
- Contabilidade Geral Para O Exame De SuficiênciaNo EverandContabilidade Geral Para O Exame De SuficiênciaAinda não há avaliações