Você também pode gostar
- Instruçao Tecnica Modelo PMDocumento2 páginasInstruçao Tecnica Modelo PMRodrigo PizarroAinda não há avaliações
- Manual Airjet101 ImvDocumento15 páginasManual Airjet101 Imvwilber chavezAinda não há avaliações
- PR-001 Rev7 - LPDocumento8 páginasPR-001 Rev7 - LPJeffersonCorreiaAinda não há avaliações
- Avaliação API 653 B - ExemploDocumento3 páginasAvaliação API 653 B - Exemplodatec2000Ainda não há avaliações
- PR-001 - Liquido PenetranteDocumento6 páginasPR-001 - Liquido PenetranteCarlos SelbachAinda não há avaliações
- PR 015Documento10 páginasPR 015Sidnei RodriguesAinda não há avaliações
- PR 130Documento30 páginasPR 130MARCIAAinda não há avaliações
- PR-042 - Procedimento de END Por Ultrassom - Ensaio Automático de SoldasDocumento13 páginasPR-042 - Procedimento de END Por Ultrassom - Ensaio Automático de SoldasCarlos EduardoAinda não há avaliações
- Iesa - Procedimento de Teste de EstanqueidadeDocumento4 páginasIesa - Procedimento de Teste de EstanqueidadeMauroDosSantosCostaAinda não há avaliações
- Recebimento de Materiais para LP (Modelo)Documento1 páginaRecebimento de Materiais para LP (Modelo)Dunyor SanAinda não há avaliações
- Nestor Carvalho - Características, Materiais, Revestimentos e Soldas PDFDocumento290 páginasNestor Carvalho - Características, Materiais, Revestimentos e Soldas PDFRenan Gustavo Paz100% (1)
- PR 036 PDFDocumento6 páginasPR 036 PDFEden SarmentoAinda não há avaliações
- USM Go (Catlogo em Portugus)Documento4 páginasUSM Go (Catlogo em Portugus)Claudenir ElidianeAinda não há avaliações
- Wmpr379-Soldagem GasodutosDocumento10 páginasWmpr379-Soldagem GasodutosBruno Fernandes Matos Santos SantosAinda não há avaliações
- Exame Prático - Instruções Ao Candidato - IT-004Documento3 páginasExame Prático - Instruções Ao Candidato - IT-004Ailton Soares da SilvaAinda não há avaliações
- Tabela Salarial IQB REV-04Documento1 páginaTabela Salarial IQB REV-04isaac linoAinda não há avaliações
- Instrução de Ensaio PTDocumento3 páginasInstrução de Ensaio PTJoao RochaAinda não há avaliações
- Instrução Técnica de END - US Chapa CladeadaDocumento3 páginasInstrução Técnica de END - US Chapa CladeadaFabricio TorresAinda não há avaliações
- Gabarito Consumíveis N2Documento7 páginasGabarito Consumíveis N2lks13Ainda não há avaliações
- Questão - PM EsDocumento18 páginasQuestão - PM EsGustavo MouraAinda não há avaliações
- PR 036Documento6 páginasPR 036Fabio CavalcanteAinda não há avaliações
- Simulado CALDEIRARIADocumento43 páginasSimulado CALDEIRARIAjucimarAinda não há avaliações
- FOrmulario de IT - LPDocumento1 páginaFOrmulario de IT - LPCaio ErnaneAinda não há avaliações
- NBR Iso 9712Documento61 páginasNBR Iso 9712AntonioCarlosSilvaAinda não há avaliações
- Aparelho de UltrassomDocumento5 páginasAparelho de UltrassomEng_EgleAinda não há avaliações
- Cálculo Da Parede Da TubulaçãoDocumento10 páginasCálculo Da Parede Da TubulaçãoMelina Lage Guieiro100% (1)
- PR 120Documento9 páginasPR 120Hermann LeonardoAinda não há avaliações
- ABNT NBR NM 342 Versão Corrigida 2015Documento1 páginaABNT NBR NM 342 Versão Corrigida 2015PauloAinda não há avaliações
- Rev. J 07 / 2021: ProcedimentoDocumento16 páginasRev. J 07 / 2021: ProcedimentoCarlos RodriguesAinda não há avaliações
- Artigo - Aplicação de Reagentes Químico Fry PDFDocumento9 páginasArtigo - Aplicação de Reagentes Químico Fry PDFPedro Tavares Murakame100% (1)
- Caldeiras - Avaliação FluênciaDocumento42 páginasCaldeiras - Avaliação Fluênciaorea1Ainda não há avaliações
- Standard Abendi NA-001Documento27 páginasStandard Abendi NA-001engprodmgAinda não há avaliações
- N-2690 End IrisDocumento12 páginasN-2690 End IrisFlynerAinda não há avaliações
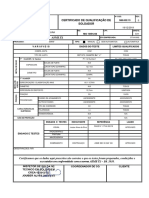
- CQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019Documento1 páginaCQS - Valmiro - (Smaw - Eletrodo Revestido) 18-12-2019TEIMOSOGAMERAinda não há avaliações
- Prova 38 - Engenheiro (A) de Equipamentos Júnior - Inspeção PDFDocumento17 páginasProva 38 - Engenheiro (A) de Equipamentos Júnior - Inspeção PDFAnderson PassosAinda não há avaliações
- Instruçao Técnica de PM - Via Úmida Fluorescente - 01Documento3 páginasInstruçao Técnica de PM - Via Úmida Fluorescente - 01José Ricardo CataldiAinda não há avaliações
- Tabela de Torque em ParafusosDocumento7 páginasTabela de Torque em ParafusosTenner CorrêaAinda não há avaliações
- Inspeção em SoldaDocumento90 páginasInspeção em Soldandiass100% (1)
- Teste de Avaliação Mediçao de Espessuras Por UltraDocumento6 páginasTeste de Avaliação Mediçao de Espessuras Por UltraJoao Rocha100% (1)
- NBR 7000 - Aluminio e Suas Ligas PDFDocumento24 páginasNBR 7000 - Aluminio e Suas Ligas PDFAndré SilveiraAinda não há avaliações
- NBR 8550 - Tolerancia para Fabricação e Montagem de Tubulação PDFDocumento7 páginasNBR 8550 - Tolerancia para Fabricação e Montagem de Tubulação PDFAlexandre SantosAinda não há avaliações
- IT-020 - Instrução Técnica LP - Colorido - InoxDocumento3 páginasIT-020 - Instrução Técnica LP - Colorido - InoxCleiton BuzeliAinda não há avaliações
- 1 - Formulario NovoDocumento1 página1 - Formulario NovoJonh NunesAinda não há avaliações
- Exame Cwi Com Resposta (103 Perguntas)Documento26 páginasExame Cwi Com Resposta (103 Perguntas)ScribdTranslations100% (1)
- PR 007rev5Documento10 páginasPR 007rev5Ezequiel Fontana De PauliAinda não há avaliações
- NTS039 - Medição de Espessura de Tinta Película SecaDocumento6 páginasNTS039 - Medição de Espessura de Tinta Película SecaPIRATASANTANAAinda não há avaliações
- Procedimento Teste EstanqueidadeDocumento3 páginasProcedimento Teste EstanqueidadejailtonpierreAinda não há avaliações
- LV 017Documento2 páginasLV 017Jimmy David Espinoza MejiaAinda não há avaliações
- Calibração de Medidas MaterializadasDocumento6 páginasCalibração de Medidas MaterializadasAndré TigelaAinda não há avaliações
- Ultrasom - Medição Espessura - ABNTDocumento13 páginasUltrasom - Medição Espessura - ABNTEderson GuimaraesAinda não há avaliações
- Líquido PenetranteDocumento25 páginasLíquido PenetranteMatheus Morais Machado100% (1)
- Prova Petrobras - Inspetor de EquipamentosDocumento13 páginasProva Petrobras - Inspetor de EquipamentosTreinamentos MhsAinda não há avaliações
- Controle de Desempenho de SoldadoresDocumento2 páginasControle de Desempenho de SoldadoresRodrigo SousaAinda não há avaliações
- Análise Comparativa de Materiais Resistentes À Abrasão paraDocumento105 páginasAnálise Comparativa de Materiais Resistentes À Abrasão parajhonyAinda não há avaliações
- Modulo de ElasticidadeDocumento14 páginasModulo de ElasticidadeFernanda Tamy IshiiAinda não há avaliações
- Procedimento Petrobras EstanqeuidadeDocumento18 páginasProcedimento Petrobras Estanqeuidadeadolfoeiras6714Ainda não há avaliações
- PR-002 Rev7Documento32 páginasPR-002 Rev7amanda.rj.santAinda não há avaliações
- Procedimento PM - YokeDocumento15 páginasProcedimento PM - YokeGessica NataliaAinda não há avaliações
- PR-003 - Procedimento de END Por PM - Tecnica Do YOKEDocumento15 páginasPR-003 - Procedimento de END Por PM - Tecnica Do YOKEWellington S. FrançaAinda não há avaliações
- Procedimento de Partícula MagnéticaDocumento16 páginasProcedimento de Partícula MagnéticaMichel MonteiroAinda não há avaliações
- Norma NBR16035-2, Gerado em 25 - 04 - 2017 PDFDocumento59 páginasNorma NBR16035-2, Gerado em 25 - 04 - 2017 PDFCarlos SelbachAinda não há avaliações
- Norma NBR16035-4, Gerado em 25 - 04 - 2017Documento93 páginasNorma NBR16035-4, Gerado em 25 - 04 - 2017Carlos SelbachAinda não há avaliações
- Norma NBR16035-3, Gerado em 25 - 04 - 2017Documento71 páginasNorma NBR16035-3, Gerado em 25 - 04 - 2017Carlos SelbachAinda não há avaliações
- 12-Procedimento Visual Dimensional SoldaDocumento8 páginas12-Procedimento Visual Dimensional SoldawagnerAinda não há avaliações
- TEADITDocumento3 páginasTEADITCarlos SelbachAinda não há avaliações
- PR-004 - Particulas Magnéticas - Máquina EstacionáriaDocumento17 páginasPR-004 - Particulas Magnéticas - Máquina EstacionáriaCarlos SelbachAinda não há avaliações
- 2 - Introducao A Caldeiras V2Documento11 páginas2 - Introducao A Caldeiras V2Carlos SelbachAinda não há avaliações
- Metalurgia - Aula 1Documento7 páginasMetalurgia - Aula 1Carlos SelbachAinda não há avaliações
- Abnt 12274 - Inspeção em Cilindros de Aço Sem Costura para GasesDocumento41 páginasAbnt 12274 - Inspeção em Cilindros de Aço Sem Costura para GasesCarlos Selbach100% (1)
- VALVULA GLP PICCOLO 3c9abcDocumento1 páginaVALVULA GLP PICCOLO 3c9abcCarlos SelbachAinda não há avaliações
- FISPQ AmôniaDocumento12 páginasFISPQ AmôniaCarlos SelbachAinda não há avaliações
- CALIBRAÇÃODocumento55 páginasCALIBRAÇÃOCarlos SelbachAinda não há avaliações
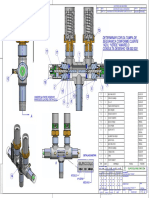
- Desenho Vaso de PressãoDocumento1 páginaDesenho Vaso de PressãoCarlos SelbachAinda não há avaliações
- VALVULA GLP PICCOLO 3c9abcDocumento1 páginaVALVULA GLP PICCOLO 3c9abcCarlos SelbachAinda não há avaliações
- Valvula GLP PiccoloDocumento1 páginaValvula GLP PiccoloCarlos SelbachAinda não há avaliações
- 07 - Escravizada - Daniella WrightDocumento25 páginas07 - Escravizada - Daniella Wrightprofessora AdrianaAinda não há avaliações
- Catalogo Pecas UsinadasDocumento6 páginasCatalogo Pecas UsinadasBento FranciscoAinda não há avaliações
- Apostila InformaticaDocumento128 páginasApostila Informaticawilson netto100% (1)
- Purolite C100 AtualizadoDocumento1 páginaPurolite C100 AtualizadoetraiAinda não há avaliações
- Princípio Do Devido Processo LegalDocumento2 páginasPrincípio Do Devido Processo LegalDireito 1001Ainda não há avaliações
- Calibração Do Tubo Do Raio X - iCAT ClassicDocumento4 páginasCalibração Do Tubo Do Raio X - iCAT ClassicAugusto Valério AraujoAinda não há avaliações
- Dúvidas Frequentes PZDocumento48 páginasDúvidas Frequentes PZRafael L Santos100% (1)
- Slide BioéticaDocumento13 páginasSlide Bioéticaiza machadoAinda não há avaliações
- Planejamento Alimentar - Daniel Araújo de Freitas - Dieta 01 - EmagrecimentoDocumento5 páginasPlanejamento Alimentar - Daniel Araújo de Freitas - Dieta 01 - EmagrecimentoDaniel Araújo de FreitasAinda não há avaliações
- Livreto Tarot Anotacoes A4Documento48 páginasLivreto Tarot Anotacoes A4Rodrigo Pereira Fernandes100% (1)
- Por Homens e Caminhos PDFDocumento200 páginasPor Homens e Caminhos PDFAlex Gonçalves VasconcelosAinda não há avaliações
- Retificador Controlado de Onda Completa em PonteDocumento4 páginasRetificador Controlado de Onda Completa em Pontepedro_joao_lemuel100% (1)
- Endotoxinas e ExotoxinasDocumento2 páginasEndotoxinas e ExotoxinasMaria LuizaAinda não há avaliações
- A Diversidade Cultural e Econômica Do Continente EuropeuDocumento35 páginasA Diversidade Cultural e Econômica Do Continente EuropeuConhecerAinda não há avaliações
- Gestão Da ManutençãoDocumento65 páginasGestão Da ManutençãoRobson Soares Ferreira100% (2)
- Cronograma Semana 22 Extensivo OnlineDocumento1 páginaCronograma Semana 22 Extensivo OnlineThomas HaasAinda não há avaliações
- IPANDocumento2 páginasIPANClark Araujo ReisAinda não há avaliações
- Tutorial Como Desbloquear e Rotear o Modem SpeedTouch 510v6 - Downloads, Drivers, Jailbreak de iOS, Notícias, SEO, TutoriaisDocumento54 páginasTutorial Como Desbloquear e Rotear o Modem SpeedTouch 510v6 - Downloads, Drivers, Jailbreak de iOS, Notícias, SEO, TutoriaisZionAinda não há avaliações
- 331-Texto Artigo-1320-2-10-20150806Documento12 páginas331-Texto Artigo-1320-2-10-20150806Silvia CarvalhoAinda não há avaliações
- 2 Va Quimica 2a 2022Documento1 página2 Va Quimica 2a 2022Marcos Vinicius Sousa de Oliveira CarvalhoAinda não há avaliações
- Cerveja PDFDocumento28 páginasCerveja PDFLucas Beirao Do ValleAinda não há avaliações
- Fundamentos Históricos Do Serviço Social em YazbeckDocumento23 páginasFundamentos Históricos Do Serviço Social em YazbeckBarbosa DavidAinda não há avaliações
- Tarot de Mago: A AscensãoDocumento66 páginasTarot de Mago: A Ascensãosoldadodareal100% (1)
- Nelson LehmannDocumento6 páginasNelson LehmannHorácio SilvaAinda não há avaliações
- Introdução Engenharia de SoftwareDocumento55 páginasIntrodução Engenharia de SoftwareEzequiel SantosAinda não há avaliações
- ANALISE DO FILME AMOR SEM ESCALAS - 02-2023 02 Atividades Complementares AprovadasDocumento2 páginasANALISE DO FILME AMOR SEM ESCALAS - 02-2023 02 Atividades Complementares Aprovadasemilio lourenço da claraAinda não há avaliações
- Geografia Atividade 14 7os Anos AbcDocumento4 páginasGeografia Atividade 14 7os Anos AbcNicole DuarteAinda não há avaliações
- SISTEMA DE ENSINO PRESENCIAL CONECTADO PEDAGOGIA - Cristiane GestaoDocumento12 páginasSISTEMA DE ENSINO PRESENCIAL CONECTADO PEDAGOGIA - Cristiane Gestaosra. barbosaAinda não há avaliações
- A Psicologia Do Desenvolvimento PDFDocumento3 páginasA Psicologia Do Desenvolvimento PDFpetter_355279Ainda não há avaliações
- (Briefing) Campanha DigitalDocumento2 páginas(Briefing) Campanha DigitalMarcelo Perondi100% (2)
- NIKOLA TESLA: Minhas Invenções - AutobiografiaNo EverandNIKOLA TESLA: Minhas Invenções - AutobiografiaNota: 4.5 de 5 estrelas4.5/5 (15)
- Antropologia do Ciborgue: As vertigens do pós-humanoNo EverandAntropologia do Ciborgue: As vertigens do pós-humanoNota: 5 de 5 estrelas5/5 (1)