Escolar Documentos
Profissional Documentos
Cultura Documentos
Alcoa Catalogo Extrusao
Alcoa Catalogo Extrusao
Enviado por
Marcelo Noé CorsiDireitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Alcoa Catalogo Extrusao
Alcoa Catalogo Extrusao
Enviado por
Marcelo Noé CorsiDireitos autorais:
Formatos disponíveis
Catálogo Geral Extrudados
tECNoLoGIA E SoLuçÕES
Em ALumÍNIo
Catalogo Extrusao 29-09-2010.indd 1 29/09/10 15:41
O alumínio é um metal indicado para inúmeras
aplicações, devido às suas características e
propriedades únicas. Material leve e resistente,
apresenta uma boa razão entre resistência e peso,
grande capacidade de absorver impactos e alta
resistência à corrosão. É um excelente condutor
térmico, ideal para dissipadores de calor, e elétrico.
É, ainda, um material não-tóxico - ideal para a
preparação de alimentos e uso em embalagens-, não
magnético e com alta refletividade, agindo como
um escudo contra radiação, luz, ondas de rádio e
infravermelho. É utilizado com grande eficiência em
ambientes inflamáveis, por não soltar faíscas nem
ser combustível, e em baixas temperaturas pela
resistência à transição frágil-dúctil.
Catalogo Extrusao 29-09-2010.indd 2 29/09/10 15:41
ÍNDICE
Índice
Extrusão 04
Características físicas do alumínio 06
Ligas 07
Nomenclatura de têmperas 08
Tratamento térmico 09
Propriedades mecânicas 10
Acabamento de superfície 12
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Outros processos 13
Soldagem 14
Soldagem por fricção - Friction welding 15
Hidroforming - hidroconformação 17
Stretch Forming 18
Tabelas 20
Catalogo Extrusao 29-09-2010.indd 3 29/09/10 15:41
EXtruSão
Extrusão
O processo de extrusão é bastante versátil, possibilitando o desenvolvimento de novos produtos, desde perfis
simples até os de extrema complexidade. Quando o metal a ser extrudado é o alumínio, os resultados são
excelentes quanto à precisão do produto, seu acabamento, sua durabilidade e resistência, proporcionando ao
cliente produtos atraentes e de extrema qualidade.
A extrusão é um processo de conformação plástica compressiva, em que o tarugo aquecido é pressionado contra
uma matriz por um pistão, de maneira que ocorra uma redução de sua secção transversal, produzindo-se produtos
semi-acabados longos e retilíneos tais como barras, perfis e tubos.
DISCO DE PRESSÃO
ÊMBOLO
CABEÇA DO TARUGO
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
ÊMBOLO
MATRIZ
ENCOSTO PRODUTO
ENCOSTO DA PRENSA EXTRUDADO
PRÓPRIO
O produto extrudado em alumínio, além de ser atraente e de extrema qualidade, ainda oferece vantagens como
fácil montagem, podem ser unidos através de vários processos como soldagem, brazagem, por rebitamento,
parafusamento, entre outros, e esta união pode ser feita tanto entre ligas de alumínio como em materiais
dissimilares.
Catalogo Extrusao 29-09-2010.indd 4 29/09/10 15:41
EXtruSão
O perfil é classificado de acordo com a complexidade geométrica, podendo ser:
Sólido, Tubular e Semitubular
PERFIL PERFIL PERFIL
SÓLIDO TUBULAR SEMITUBULAR
A seção transversal não A seção transversal A seção transversal tem
apresenta nenhum vazio apresenta pelo menos pelo menos um vazio
totalmente envolvido 1 vazio totalmente não totalmente envolvido
por metal. envolvido por metal. por metal.
Devido a esta complexidade geométrica e dependendo da liga escolhida a produtividade e a eficiência serão
alteradas, afetando o custo final do produto.
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
DCC (Diâmetro do Círculo Circunscrito)
Entende-se por DCC o menor círculo que contenha totalmente a seção transversal do perfil. Este valor é importante
na medida em que toda prensa, em função da sua capacidade, possui um DCC máximo possível de ser extrudado.
C
DC
Catalogo Extrusao 29-09-2010.indd 5 29/09/10 15:41
CArACtErÍStICAS
fÍSICAS Do
ALumÍNIo
Uma das principais características do alumínio é à baixa densidade, que faz dele, em média, três vezes mais leve
do que o aço e o cobre. Essa qualidade, aliada à sua excelente resistência à corrosão, boa maleabilidade e grande
condutibilidade térmica e elétrica, faz do alumínio um material indicado para as mais diversas aplicações. Além
disso, por não sofrer transição frágil-dúctil em baixas temperaturas, comum entre os aços, vem sendo cada vez
mais indicado para trabalhos em ambientes frios.
Alumínio Aço Cobre
Propriedades Físicas
(1060) (1020) (puro)
Peso específico
2.71 7.86 8.96
(kg/m3) x 103
Temperatura
660 1500 1083
de fusão (ºC)
Condutibilidade elétrica
62 14.5 100
(% IACS a 20ºC)
Condutibilidade térmica
234 52 394
a 25ºC (W/m.K)
Coeficiente de dilatação
23.6 x 10-6 11.7 x 10-6 16.5 x 10-6
térmica linear (20 a 100ºC)
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Módulo de elasticidade
(MPa) 69 206 110
Catalogo Extrusao 29-09-2010.indd 6 29/09/10 15:41
LIGAS
Ligas são compostos formados por dois ou mais elementos metálicos. No caso do alumínio, as ligas têm como
componente principal o próprio material, acrescido em pequenas quantidades de outros elementos metálicos.
Estes componentes, denominados elementos de liga, têm como função melhorar as propriedades mecânicas,
químicas e óticas do material.
Os diferentes tipos de liga são caracterizados por séries, conforme mostrado abaixo:
Série 1XXX – Alumínio Puro
Série 2XXX – Alumínio Cobre
Série 3XXX – Alumínio Manganês
Série 4XXX – Alumínio Silício
Série 5XXX – Alumínio Magnésio
Série 6XXX – Alumínio Magnésio-Silício
Série 7XXX – Alumínio Zinco
As séries 2XXX, 4XXX, 6XXX e 7XXX são tratáveis termicamente, ou seja, podem ter suas propriedades mecânicas
alteradas via tratamentos térmicos. Já as demais ligas, 1XXX, 3XXX e 5XXX, são consideradas não tratáveis
termicamente, tendo suas propriedades mecânicas aumentadas através de deformação plástica (encruamento).
As ligas 6042 e 6262E foram especialmente desenvolvidas seguindo a tendência mundial regida pela diretriz
européia RoHS (Restriction of Certain Hazardous Substances, Restrição de Certas Substâncias Perigosas). Essa
diretriz permite um emprego máximo de 0,4% em peso de certas substâncias perigosas em produtos, sendo o
chumbo uma delas. Mesmo com esse baixíssimo teor de chumbo, as ligas 6042 e 6262E garantem excelentes
propriedades de usinagem.
As ligas Alcoa disponíveis para a produção de extrudados são as seguintes:
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
1050, 1350, 2011, 2014, 2024, 3003, 3004, 3103, 4032, 6005A, 6026, 6042, 6060, 6061, 6063, 6082, 6101, 6262E,
6351, 6463, 7004, 7012 e 7075.
Catalogo Extrusao 29-09-2010.indd 7 29/09/10 15:41
Nomenclatura
de têmperas
Têmpera é o estado em que o material se encontra após sofrer deformação a frio ou a quente, tratamento térmico
ou ambos os processos. Estes procedimentos dão ao produto final estruturas e propriedades próprias, sendo
classificados segundo o conjunto de processos:
F – Como fabricado W – Solubilizado
O – Recozido T – Tratado Termicamente
H – Encruado
• Subdivisão da têmpera H:
A classificação da têmpera H (encruamento) pode sofrer subdivisões, conforme os processos aplicados
posteriormente ao material.
A letra H, seguida por dígito, indica o processo a que foi submetido o material:
H1 – Somente encruado H3 – Encruado e estabilizado
H2 – Encruado e parcialmente cozido H4 – Encruado e pintado ou envernizado
A utilização de um segundo dígito após as designações H1, H2 e H3 indica o grau de encruamento em ordem
crescente:
Grau Termo usado
2 ¼ duro
4 ½ duro
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
6 ¾ duro
8 Duro
O terceiro dígito, quando utilizado, indica uma pequena variação de uma têmpera de dois dígitos, em que o limite
de resistência à tração deve ser mais próximo da têmpera com dois dígitos do que as adjacentes.
• Subdivisão da têmpera T:
A classificação da têmpera T (tratado termicamente) também pode sofrer subdivisões, conforme os processos
aplicados posteriormente ao material.
T1 – Envelhecido naturalmente.
T2 – Encruado e envelhecido naturalmente.
T3 – Solubilizado, encruado e envelhecido naturalmente.
T4 – Solubilizado e envelhecido naturalmente.
T5 – Envelhecido artificialmente.
T6 – Solubilizado e envelhecido artificialmente.
T7 – Solubilizado e sobreenvelhecido.
T8 – Solubilizado, encruado e envelhecido artificialmente.
T9 – Solubilizado, envelhecido artificialmente e encruado.
T10 – Encruado e envelhecido artificialmente.
Catalogo Extrusao 29-09-2010.indd 8 29/09/10 15:41
tratamento
térmico
Processo que, por meio de aquecimento e resfriamento, busca levar os materiais a atingirem propriedades
mecânicas ideais, ao mesmo tempo em que alivia tensões internas residuais. As etapas dos tratamentos térmicos
são as seguintes:
• Homogenização
Na etapa de homogeneização, o material é exposto a temperaturas elevadas por períodos prolongados, a fim de
reduzir ou eliminar segregações nas microestruturas brutas de fusão. Desta forma, o tarugo torna-se totalmente
homogêneo, possibilitando que as propriedades mecânicas sejam atingidas no tratamento térmico. Além disso, a
homogeneização facilita o processo de extrusão, evitando possíveis defeitos como riscos no perfil.
• Solubilização
Na fase seguinte, solubilização, o metal é aquecido para que os elementos de liga se difundam pela matriz de
alumínio. Em seguida, o material é resfriado bruscamente, fazendo com que estes elementos permaneçam em
solução sólida, tornando-a supersaturada.
• Envelhecimento
Inicia-se aí a terceira etapa do processo, chamada envelhecimento ou precipitação. Como a matriz está instável
devido à solução sólida supersaturada, esta começa a sofrer precipitação, por nucleação e crescimento, ganhando
maior resistência mecânica. Este ganho dependerá da distribuição, quantidade e tamanho dos precipitados, sendo
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
mais eficaz quando estes forem distribuídos em tamanhos pequenos e em grande quantidade. O envelhecimento
poderá ocorrer de forma natural ou artificial, considerando-se natural a precipitação espontânea a temperatura
ambiente e artificial realizada sob aquecimento.
• Recozimento
O recozimento pode ser utilizado tanto em ligas tratáveis quanto não tratáveis termicamente.
O objetivo é amolecer o material, aliviando tensões internas e eliminando os efeitos do tratamento térmico
anterior.
• Estabilização
A etapa de estabilização é opcional, ocorrendo somente quando a liga necessita de uma estabilização em sua
dimensão ou propriedades mecânicas.
• Encruamento
O encruamento é conseqüência de uma diminuição na área de secção transversal, causada por uma deformação
(trefilação, laminação, etc.). Esta deformação aumenta sensivelmente a dureza do material, decrescendo, porém,
sua ductilidade. Para reverter este efeito, o material pode passar novamente pela fase de recozimento.
Catalogo Extrusao 29-09-2010.indd 9 29/09/10 15:41
proprIEDADES
mECâNICAS
As propriedades mecânicas do alumínio estão diretamente ligadas ao tipo de liga e às têmperas. Os valores de
limite de resistência à tração, limite de escoamento, alongamento e dureza dessas ligas com relação às têmperas
estão classificados na tabela abaixo e referem-se a perfis, barras e vergalhões extrudados de alumínio.
Características e aplicações típicas das ligas.
Resistência Anodização Anodização Solda Solda Deformabilidade
Liga Usinagem Brasagem Outras Aplicações
a Corrosão Decorativa Protetora (Mig) (Tig) a Frio
Indústria química, farmacêutica e alimentícia,
1050 A A A A A E A A utensílios domésticos e refrigeração (trocadores
de calor em geral).
1350 A A A A A E A A Barramentos Elétricos
Peças usinadas em tornos automáticos.
2011 C E B N N A C N Solda por resistência
Excelente alternativa para o latão de corte livre.
Indústria aeronáutica, transporte, máquinas e
2014 C E B C N B D N Solda por resistência
equipamentos.
Peças usinadas e forjadas, indústria
2024 C E B N N B C N Solda por resistência aeronáutica, transporte, máquinas e
equipamentos.
3003 A D B A A D A A Tubos para trocadores de calor.
3004 A B B A A N N A Peças usinadas e forjadas.
3103 A B B A A C B A Tubos para trocadores de calor.
4032 C N N B B B N B Pistões
Estruturas, carrocerias e equipamentos
6005A B B B B B B C B
industriais.
Peças usinadas em tornos automáticos e
6026 B A A B B A N B
êmbolos para freios automotivos.
Peças usinadas em tornos automáticos e
6042 B A A B B B N B
êmbolos para freios automotivos.
Janelas, portas, fachadas e outras aplicações em
6060 A A A A A D B A arquitetura e construção civil. Divisórias, tubos
para irrigação e dissipadores de calor.
6061 A D A A A D B A Estruturas, carrocerias e embarcações.
Janelas, portas, fachadas e outras aplicações em
6063 A A A A A D B A arquitetura e construção civil, divisórias, tubos
para irrigação, dissipadores de calor.
Estruturas, carrocerias, embarcações e peças
6082 A D A A A C C C
automotivas.
Barramentos elétricos com necessidade de boas
6101 A A A A A D B A
propriedades mecânicas
Peças usinadas em tornos automáticos, êmbolos
6262E B C A A A A C A
para freios automotivos.
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
6351 A D A A A C C C Estruturas, carrocerias e embarcações.
Painéis e frisos brilhantes para
6463 A A A A A D B A eletrodomésticos, automóveis, eletrônicos e
móveis.
Estruturas soldadas e suspensão de
7004 C N N B B B C B
motocicletas.
7012 C N N D D B N D Aro de motocicleta e equipamentos industriais.
Peças submetidas a altos esforços, indústria
7075 C E B N N B D N Solda por resistência aeronáutica, moldes para injeção de plásticos e
borrachas, componentes de máquinas usinados.
LEGENDA
A Excelente
B Bom
C Aceitável
D Não recomendado
E Ruim
N Não se Aplica
10
Catalogo Extrusao 29-09-2010.indd 10 29/09/10 15:41
PRopriedades
mecânicas
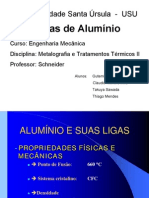
Entendendo as Propriedades Mecânicas
• Limite de Escoamento é a tensão máxima que um material suporta ainda no regime elástico, ou seja, sem
deformação definitiva;
• Limite de Resistência é a máxima tensão que um material pode suportar sem que haja fratura;
• Deformação Elástica é uma deformação não permanente, ou seja, recebendo uma tensão inferior a tensão de
escoamento o material sofre uma deformação temporária, que persistirá apenas enquanto a força estiver atuando
no material, sendo que após o alívio da tensão o material recupera sua forma original;
• Deformação Plástica é uma deformação permanente, isto é, ao sofrer uma tensão acima do limite de escoamento
o material tem suas dimensões alteradas definitivamente;
• Alongamento é a porcentagem que o material deforma enquanto submetido a uma tensão até a sua fratura;
• Dureza é a propriedade característica de um material sólido, que expressa sua resistência a deformações
permanentes. A dureza pode ser avaliada a partir da capacidade de um material “riscar” o outro ou a partir da
capacidade de um material penetrar o outro;
• Tenacidade é uma medida de quantidade de energia que um material pode absorver antes de fraturar. Os
materiais cerâmicos, por exemplo, têm uma baixa tenacidade. Tal energia pode ser calculada através da área num
gráfico “Tensão versus Deformação”.
500 70
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Limite de resistência a tração,
450 MPa (65.000 psi)
60
400
50
A
3
10 psi
MPa 40
Tensão (MPa)
Tensão (10 psi)
300
40
3
200 30
Limite de
30
200 escoamento, 250 MPa
20 (36.000 psi)
100 20
10
100
10
0 0
0 0,005
0 0
0 0,10 0,20 0,30 0,40
Deformação
11
Catalogo Extrusao 29-09-2010.indd 11 29/09/10 15:41
Acabamento
de superfície
Os perfis fornecidos pela Alcoa podem apresentar os seguintes tipos de acabamento: normal, anodizado e pintado.
Normal: A superfície do perfil apresenta-se marcada apenas por riscos longitudinais, conhecidos como “linhas
de matriz”, inerentes ao processo de extrusão. Em função da profundidade destes riscos, obtém-se a rugosidade
média da superfície, classificando os perfis como Normal 1, Normal 2 ou Normal 3.
Normal 1:
É o acabamento simples, normalmente utilizado em superfícies não expostas.
Normal 2:
Utilizado em superfícies expostas, garante ao perfil um aspecto uniforme.
Normal 3:
Tipo de acabamento especial, indicado para anodização decorativa, no qual a superfície exposta é a mais fina
possível.
• Anodização
Processo eletrolítico que forma uma camada controlada e uniforme de óxido de alumínio na superfície do metal,
com finalidades decorativa ou protetora.
Anodização brilhante
Processo resultante da ação de um agente mecânico e/ou químico agressivo sobre a superfície de uma peça,
aumentando sua refletividade. Devido a baixa espessura do filme anódico decorrente do processo, não promove
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
aumentos significativos das propriedades físico-químicas.
Anodização colorida eletrolítica
Anodização que promove a coloração eletrolítica do alumínio e suas ligas, desde que previamente anodizados e
não selados, através da deposição, normalmente de sais metálicos, no fundo dos poros do óxido formado. Tem
finalidades protetora e decorativa.
Anodização colorida por corantes
Promove a coloração do filme de óxidos não selados, pela imersão direta em soluções de corantes orgânicos ou
inorgânicos. É utilizado tanto com fins protetores quanto decorativos.
Anodização fosca
Processo resultante da ação controlada de um processo mecânico e/ou químico agressivo sobre a superfície da
peça, diminuindo sua refletividade.
12
Catalogo Extrusao 29-09-2010.indd 12 29/09/10 15:41
Outros
Processos
• Usinagem
A usinagem é um processo de fabricação mecânica, no qual obtém-se a peça final através da remoção de material
de uma peça bruta. Sua utilização confere aos perfis um acabamento superficial e uma precisão dimensional de
ótima qualidade, fazendo com que a maioria das peças, mesmo quando obtidas via outros processos, recebam
seu formato final através da usinagem. Os principais processos de usinagem são a fresagem, o torneamento e a
furação.
• Fresagem
Na fresagem, a remoção do sobremetal da peça é feita pela combinação de dois movimentos realizados
simultaneamente, o de rotação da ferramenta, a fresa, e o da mesa da máquina onde a peça é fixada.
É o movimento da mesa (avanço) que desloca o material para ser fresado.
• Torneamento
Torneamento é o processo mais comum de usinagem, no qual a peça, após ser presa em um mandril e rotacionada,
é desbastada utilizando ferramentas especialmente confeccionadas.
Este processo permite fazer apenas seções circulares, porém com grande precisão e excelente acabamento para
fins de alumínio. As ligas 2011, 6026, 6042 e 6262E são consideradas ideais para o processo de usinagem, pois
proporcionam cavacos que se quebram facilmente, evitando paradas desnecessárias para limpeza aumentando
a produtividade. A Alcoa possui ainda uma grande novidade neste segmento, a liga 6020, que possui excelente
usinabilidade e não contém chumbo em sua composição. Atualmente, existem tornos automatizados e mais
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
precisos, como o CNC, que conseguem submeter a peça a várias ferramentas em uma única operação. Todas as
etapas do processo são armazenadas em um programa no próprio equipamento, evitando perda de tempo com
troca de ferramental, melhorando a repetibilidade e otimizando ao máximo o tempo gasto na produção da peça.
Apesar de ser o processo mais simples de usinagem, a furação tem um destaque importante na montagem das
peças. Sua tecnologia permite a realização de furos precisos e nos locais exatos, necessitando, às vezes, de diversos
dispositivos de fixação.
13
Catalogo Extrusao 29-09-2010.indd 13 29/09/10 15:41
Soldagem
O processo de soldagem consiste em unir duas partes ou mais de modo permanente, sem afetar drasticamente
a propriedade mecânica da peça. Existem dois processos de soldagem. O primeiro, denominado processo de
soldagem por fusão, se baseia no uso de calor, aquecimento e fusão parcial das partes a serem unidas. O segundo,
conhecido como processo de soldagem por pressão ou processo de soldagem no estado sólido, se baseia na
deformação localizada das partes a serem unidas. No segundo caso, para se obter melhores resultados, as peças
podem ser aquecidas até uma temperatura inferior a de fusão.
• Brasagem
Uma operação similar a de soldagem, que também tem por objetivo a união permanente de peças, é a brasagem.
No entanto, os dois processos apresentam diferenças. Enquanto na soldagem as peças a serem unidas acabam
se fundindo, na brasagem isto não ocorre, pois a junção é obtida pelo uso de um metal de adição, o único a ser
fundido durante a operação. Outro diferencial é que na brasagem o mecanismo responsável pelo preenchimento
do espaço entre as peças é a capilaridade.
Por envolver quase todos os fenômenos metalúrgicos, como a fusão, a solidificação e a transformação de fases, a
tecnologia de soldagem no alumínio enfrenta diversos problemas. Estes podem ser resolvidos pela aplicação de
determinados princípios metalúrgicos, necessitando, para tal, um acompanhamento e controle rigoroso durante
todo o processo.
Existem dois processos principais de soldagem: o TIG (Tungsten Inert Gas) e o MIG (Metal Inert Gas)
• Solda TIG (Tungsten Inert Gas)
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
A solda TIG é a mais utilizada na indústria do alumínio. Seu funcionamento se dá da seguinte forma: estabelece-
se um arco elétrico entre a peça de trabalho e um eletrodo de tungstênio. Em seguida, o arco é ignitado por um
gerador de faísca entre a peça e o eletrodo. Este, por sua vez, representa apenas o terminal de um dos pólos e não
é adicionado à poça de fusão (eletrodo não consumível). Como conseqüência, são utilizados eletrodos de material
de alto ponto (o ponto de fusão do tungstênio é de 3.370ºC). A poça de fusão e o eletrodo estão protegidos contra
os efeitos do ar atmosférico por um gás inerte, cujo fluxo é direcionado por um bocal que circunda o eletrodo.
Alumínio e sua ligas são normalmente soldados com corrente alternada, que gera um arco que limpa a chapa
no ciclo positivo, permitindo que o metal flua facilmente. O alumínio também pode ser soldado com corrente
contínua e polaridade direta, com o uso de hélio como gás de proteção.
• Solda MIG (Metal Inert Gas)
A soldagem MIG é um processo no qual um arco elétrico, obtido por meio de corrente contínua, é estabelecido
entre a peça e um arame ou liga de alumínio (que combina as funções de eletrodo e metal de adição) numa
atmosfera de gás inerte. Neste tipo de processo, o eletrodo é sempre o pólo positivo do arco elétrico. Utilizando-se
as versões automática e semi-automática, é possível soldar o alumínio desde espessuras finas, cerca de 1,0 mm,
até espessura infinita. Tal como no processo TIG, durante a soldagem o gás inerte protege a região do arco contra
contaminação atmosférica. Normalmente, a solda TIG utiliza os gases argônio e hélio ou uma mistura entre as
duas substâncias. Entre as vantagens desse método estão a possibilidade de se soldar em qualquer posição, alta
produtividade e possibilidade de automatização.
14
Catalogo Extrusao 29-09-2010.indd 14 29/09/10 15:41
SoLDAGEm por
frICção
frICtIoN wELDING
A Soldagem por fricção é feita no estado sólido e é muito usada nas ligas de alumínio, principalmente para os
produtos extrudado e laminado, possibilitando assim produtos cada vez maiores e mais complexos. Sua utilização
na indústria é muito diversificada, podendo ser utilizada na indústria automotiva, naval, aeronáutica, elétrica e
estruturas em geral.
Uma outra característica importante desta tecnologia é a possibilidade de soldar ligas de alumínio e materiais
dissimilares, que até então eram considerados não soldáveis, além de obter uma solda de melhor qualidade e com
menor custo.
Outro ponto positivo e imprescindível para este tipo de processo é a capacidade de automação. O principal
método de soldagem por fricção é o Friction Stir Welding (FSW), que é um processo relativamente novo, mas
já é largamente utilizado e o seu princípio baseia-se em rotacionar um cilindro contra o material a ser soldado,
avançando-o por todo o local a ser soldado.
Descrição física do processo
Para que seja eficiente o processo de solda por fricção (FSW), é necessária uma fixação rígida das partes a serem
soldadas, pois esta irá sofrer uma pressão muito forte do pino (não consumível) de soldagem.
Ao iniciar-se o avanço da máquina a parte subseqüente a ser soldada será aquecida, devido ao atrito da ferramenta
com o metal, facilitando assim a deformação plástica. O material deformado plasticamente é comprimido pelo
pino de soldagem e acaba preenchendo todos os vazios, consolidando então as peças.
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Processo de solda por fricção (FSW).
Equipamentos
O equipamento utilizado na solda por fricção é basicamente a máquina de soldar, uma vez que não há consumíveis
(metal de adição, varão de solda e gás inerte), além da máquina necessitar de menor energia para soldar a peça.
15
Catalogo Extrusao 29-09-2010.indd 15 29/09/10 15:41
Soldagem por
fricção
Friction welding
Vantagens:
· Não necessita de varão de solda e nem de escudo protetor.
· Baixo custo de equipamento e de energia.
· Não há porosidades.
· Composição química é preservada.
· Não há distorção das peças soldadas.
· Defeitos devido à fusão do metal são eliminados.
· Pode ser operado em qualquer posição.
· Boa reprodutibilidade.
· Não necessita de aquecimento prévio para soldagem.
· Excelentes propriedades mecânicas no cordão de solda.
· Região da solda possui grãos tão finos quanto o metal-base.
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Desvantagens:
· Baixa velocidade de soldagem, quando comparada co m processo que envolve fusão do metal.
· Limitação ao uso de aparelhos portáteis.
· Presença do furo no final da solda.
Aplicações:
A solda por fricção pode ser empregada em soldas subaquáticas e em qualquer profundidade, pois pode realizar
a solda em áreas de grandes pressões, como acontece nos reparos de tubos ou construções marinhas. Também é
utilizada em plataformas petrolíferas.
Exemplo de perfis de alumínio soldados por fricção (FSW).
16
Catalogo Extrusao 29-09-2010.indd 16 29/09/10 15:41
hYDroformING
hIDroCoNformAção
Hydroforming é um processo de manufatura que envolve o bombeamento de fluido para dentro de uma peça
tubular em bruto (tubular blank) colocada numa matriz, de modo que a pressão expanda e molde o componente,
proporcionando muitas vantagens estruturais.
Vantagens:
Pode-se fazer peças consolidadas, ou seja, peças que antes eram constituídas de 2 partes ou mais podem ser
fabricadas agora em uma única peça com as vantagens de eliminar processos posteriores, obter uma continuidade
estrutural isenta de soldas e com paredes mais finas. Portanto, há uma redução de peso significativa do produto com
ganho nas propriedades mecânicas. Um exemplo disso é o componente do chassis, que, pelo método convencional
eram necessárias até 6 partes, agora pode ser produzido por hydroforming em uma única peça; considerando que,
no processo convencional seriam necessárias flanges para soldar as peças umas nas outras, implicando em uma
fragilização do produto, devido às ZTAs (Zonas Termicamente Afetadas) e que também teria um ganho de massa.
Devido ao metal de adição é possível verificar os benefícios desse novo processo. Este processo também diminui
sensivelmente a perda por sucatas e elimina alguns processos comuns e antigos, utilizando um número menor de
moldes. Portanto, maior economia no ferramental e o produto pode ter tolerâncias dimensionais mais apertadas.
Desvantagens:
O material precisa ter uma boa deformabilidade, já que ele será submetido a grandes deformações, o equipamento
é relativamente caro e a produtividade é baixa. Para o Alumínio, as principais ligas e têmperas utilizadas para o
processo de hydroforming são: 5019-O, 5754-O, 6060-T4, 6063-T4 e 6082-T4.
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Aplicações:
Os processos de extrusão e hydroforming junto com alumínio trazem uma série de benefícios. Conseqüentemente
uma vasta gama de aplicações, principalmente no setor automobilístico, no qual a redução de peso implica em
uma maior integridade, dirigibilidade, estabilidade, desempenho e economia. As figuras abaixo mostram alguns
dos produtos utilizados na indústria automobilística (todas as fotos são da Tower Automotive).
Produtos utilizados na indústria automotiva produzidos pelos processos de extrusão e hydroforming.
17
Catalogo Extrusao 29-09-2010.indd 17 29/09/10 15:41
StrEtCh
formING
O processo Stretch Forming para perfis extrudados é predominantemente utilizado na indústria automotiva. O
processo consiste em deformar o metal bruto em torno de um molde, através de um esforço mecânico.
As extremidades do perfil são presas por uma garra e puxadas em torno da superfície do molde, que é projetado
para produzir a peça desejada levando em conta a recuperação elástica do material. O perfil extrudado pode ser
tanto sólido quanto tubular.
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Vantagens:
• A recuperação elástica é minimizada quando comparado com outros processos de dobramento. Isto diminui o
problema com relação às variações de propriedades mecânicas da matéria prima, resultando em alta repetibilidade.
• Podem realizar dobramentos complexos em perfis extrudados.
• Custo do ferramental é relativamente menor.
• Forças compressivas podem ser eliminadas na parte interna da curvatura, evitando a formação de rugosidades.
• Pode evitar que as peças assimétricas não sofram torção.
• Pode realizar dobramento e torção ao mesmo tempo.
18
Catalogo Extrusao 29-09-2010.indd 18 29/09/10 15:41
Stretch
Forming
Desvantagens:
• Elevada tensão de tração, quando comparado com os outros processos de dobramento.
• Baixa produtividade
• Maior quantidade de sucata, devido às pontas que são inutilizadas.
Considerações:
O processo stretch forming minimiza as tensões residuais e a recuperação elástica, mas pode sofrer alguns colapsos
na estrutura do material quando submetido a deformações maiores que o limite recomendado.
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
19
Catalogo Extrusao 29-09-2010.indd 19 29/09/10 15:41
proprIEDADES
térmICAS E
ELétrICAS
LIGAS E TÊMPERAS
LIGAS TÊMPERA CONDUTIVIDADE TÉRMICA (W/m.K) CONDUTIVIDADE ELÉTRICA A 20°C, %IACS COEFICIENTE DE EXPANSÃO TÉRMICA ( m/m.K)
1XXX
1050 O 231 61.3 23.6
1350 O 234 61.8 23.6
2XXX
T3 152 39
2011 T451 152 39 23.1
T8 173 45
O 192 50
2014 T4 134 34 22.5
T6 155 40
T351 120 30
T4 120 30
2024 22.9
T6 151 38
T851 151 38
3XXX
O 193 50
3003 23.2
H112 163 42
3004 O 162 42 23.2
O 190 50.5
3103 23.1
H112 160 42
4XXX
4032 T6 141 36 19.5
6XXX
T5 190 49
6005A 23.4
T6 193 49.5
T6 - -
6026 T8 - - 23.4
T9 - -
T4 - -
T6 - -
6042 23.2
T8 - -
T9 - -
T5 209 54
6060 23.4
T6 209 54
T4 154 40
6061 23.6
T6 167 43
O 218 57.5
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
T4 197 50.5
6063 23.5
T5 209 55.5
T6 201 52
O 216 55.5
6082 T4 167 42 23.1
T6 172 44
6101 T6 218 57 23.5
T6 - 44
6262E T8 - 44 23.7
T9 172 44
T4 - -
6351 T5 - - 23.4
T6 176 46
T5 209 55
6463 23.4
T6 201 53
7XXX
7004 T5 - - 23.1
7012 T6 - - 23.7
T6 134 33
7075 23.6
T73 155 40
Fonte: ASM Metals Handbook Volume 2 - Properties and Selection: Nonferrous Alloys and Special-Purpose Materials
20
Catalogo Extrusao 29-09-2010.indd 20 29/09/10 15:41
proprIEDADES
mECâNICAS
LIGAS E TÊMPERAS
LIGAS TÊMPERA DIMENSÕES - ESPESSURA DA PAREDE (mm) LIMITE DE RESISTÊNCIA A TRAÇÃO (MPa) LIMITE DE ESCOAMENTO (MPa) ALONGAMENTO, c %, min. em 50mm
1XXX
1050 O Todas 65 20 27
1350 O Todas 75 20 25
2XXX
-- 310 260 10
3.175 – 38.100 310 260 10
T3
38.125 – 50.800 295 235 10
50.825 – 101.600 290 205 10
2011
-- 275 125 16
T451
12.700 – 203.200 275 125 16
-- 370 275 12
T8
3.175 – 82.550 370 275 12
O Todas 250 (máx) 135 (máx) 10
T4 Todas 345 240 12
2014 Até 12.5 415 365 7
T6 12.5 – 18.00 440 400 --
18.01 - acima 470 415 --
12.5 – 25.0 435 290 8
25.01 -40.0 425 290 7
T351
40.01 – 50.0 425 290 4
50.01 – 80.0 415 290 4
Até 12.50 425 210 10
2024
12.51 – 114.0 425 290 10
T4
114.01 – 165 425 275 10
165.0 – 203.0 400 260 10
T6 Até 165.0 425 345 5
T851 12.50 – 165.0 455 380 5
3XXX
O Todas 95 35 25
3003
H112 Todas 95 35 --
3004 O Todos 180 70 20
O Todas 95 35 20
3103
H112 Todas 95 35 20
4XXX
12.50 – 101.50 360 330 4.0
4032 T6
101.51 – 152.50 360 330 5.0
6XXX
T4 Até 25,00 180 90 15
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
T5 3,20 – 25,00 260 215 8
6005A Até 6,30 270 225 8
T6 6,31 – 12,50 260 215 8
12,51 – 25,00 250 200 8
T6 Até 203.00 260 240 10
T8 19.00 – 82.50 310 296 12
6026
3.20 – 51.00 359 331 5
T9
51.01 – 82.50 345 317 5
T4 Todas 180 110 16
T6 Todas 260 240 10
6042 T8 19.00 – 82.50 310 296 12
3.20 – 51.00 359 331 5
T9
51.01 – 82.50 345 317 5
21
Catalogo Extrusao 29-09-2010.indd 21 29/09/10 15:41
proprIEDADES
mECâNICAS
LIGAS E TÊMPERAS
LIGAS TÊMPERA DIMENSÕES - ESPESSURA DA PAREDE (mm) LIMITE DE RESISTÊNCIA A TRAÇÃO (MPa) LIMITE DE ESCOAMENTO (MPa) ALONGAMENTO, c %, min. em 50mm
6XXX
T5 Todas 150 120 8
6060
T6 Todas 190 150 8
T4 Até 203.00 180 110 15
6061
T6 Até 203.00 260 240 10
O Todas 130 (máx) -- 16
Até 12.50 130 70 12
T4
12.50 – 25.00 125 60 10
6063 Até 12.50 175 130 6
T5
12.50 – 25.00 160 110 5
Até 3.20 215 170 6
T6
3.20 – 25.00 195 160 6
F Todas -- -- --
O Até 200 160 (máx) 110 (máx) 14
T4 Até 200 205 110 14
T5 Até 200 270 230 8
6082 Até 5.0 295 250 8
5.0 – 25.0 310 260 10
T6 25.0 – 150.0 310 260 8
150.0 – 200.0 280 240 6
200.0 – 250.0 270 200 6
6101 T6 3.20 – 12.50 200 170 --
T6 Até 203.00 289 241 10
T8 19.00 – 82.50 310 296 12
6262E
3.20 – 51.00 359 331 5
T9
51.01 – 82.50 345 317 5
T4 Até 20,00 205 110 12
Ate 6.30 270 230 6
T5
6351 6.30 – 25.00 270 230 --
Até 3.20 290 250 6
T6
3.20 – 20.00 300 255 8
T5 Até 12.5 150 110 8
6463 Até 3.20 195 160 8
T6
3.20 – 12.50 195 160 10
7XXX
T5 Até 40.0 370 315 10
7004
T51 Até 40.0 290 255 10
7012 T6 Todas 560 520 6
Até 101.50 560 500 7
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
T6
Até 101.50 560 500 7
T651 101.51 – 152.50 530 470 7
7075 152.51 – 178.00 470 400 7
Até 101.50 470 390 10
T73 101.51 – 127.00 440 390 8
127.01 – 152.50 440 360 8
22
Catalogo Extrusao 29-09-2010.indd 22 29/09/10 15:41
LImItES DE
CompoSIção
QuÍmICA
Composição Química (%)
Liga Outros
Si Fe Cu Mn Mg Cr Ni Zn Ti Pb Bi Al
Cada Total
1050 0,25 0,4 0,05 0,05 0,05 - - 0,05 0,03 - - 0,03 - 99,5
1350 0,1 0,4 0,05 0,01 - 0,01 - 0,05 - - - 0,03 0,1 99,5
2011 0,4 0,7 5,0 - 6,0 - - - - 0,3 0,2 - 0,4 - 0,2 - 0,6 0,05 0,15 Restante
2014 0,5 - 1,2 0,7 3,9 - 5,0 0,4 - 1,2 0,2 - 0,8 0,1 - 0,25 0,15 - - 0,05 0,15 Restante
2024 0,5 0,5 3,8 - 4,9 0,3 - 0,9 1,2 - 1,8 0,1 - 0,25 0,15 - - 0,05 0,15 Restante
3003 0,6 0,7 0,05 - 0,2 1,0 - 1,5 - - - 0,1 - - - 0,05 0,15 Restante
3004 0,3 0,7 0,25 1,0 - 1,5 0,8 - 1,3 - - 0,25 - - - 0,05 0,15 Restante
3103 0,5 0,7 0,1 0,9 - 1,5 0,3 0,1 - 0,2 - - - 0,05 0,15 Restante
4032 11,0 - 13,5 1 0,5 - 1,3 - 0,8 - 1,3 0,1 0,5 - 1,3 0,25 - - - 0,05 0,15 Restante
6005A 0,5 - 0,9 0,35 0,3 0,5 0,4 - 0,7 0,3 - 0,2 0,1 - - 0,05 0,15 Restante
6026 0,6 - 1,4 0,7 0,2 - 0,5 0,2 - 1,0 0,6 - 1,2 0,4 - 0,3 0,2 0,4 0,5 - 1,15 0,05 0,15 Restante
6042 0,5 - 1,2 0,7 0,2 - 0,6 0,4 0,7 - 1,2 0,04 - 0,35 - 0,25 0,15 0,15 - 0,4 0,2 - 0,8 0,05 0,15 Restante
6060 0,3 - 0,6 0,1 - 0,3 0,1 0,1 0,35 - 0,60 0,05 - 0,15 0,1 - - 0,05 0,15 Restante
6061 0,4 - 0,8 0,7 0,15 - 0,4 0,15 0,8 - 1,2 0,04 - 0,35 - 0,25 0,15 - - 0,05 0,15 Restante
6063 0,2 - 0,6 0,35 0,1 0,1 0,45 - 0,9 0,1 - 0,1 0,1 - - 0,05 0,15 Restante
6082 0,7 - 1,3 0,5 0,1 0,4 - 1,0 0,6 - 1,2 0,04 - 0,15 - 0,2 0,1 - - 0,05 0,15 Restante
6101 0,3 - 0,6 0,15 0,2 0,05 0,35 - 0,6 0,05 - 0,05 - - - 0,05 0,15 Restante
6262E 0,4 - 0,8 0,7 0,15 - 0,4 0,115 0,8 - 1,2 0,04 - 0,14 - 0,25 0,15 0,4 0,4 - 0,7 0,05 0,15 Restante
6351 0,7 - 1,3 0,5 0,1 0,4 - 0,8 0,4 - 0,8 - - 0,2 0,2 - - 0,05 0,15 Restante
6463 0,2 - 0,6 0,15 0,2 0,05 0,45 - 0,9 - - 0,05 - - - 0,05 0,15 Restante
7004 0,25 0,35 0,05 0,2 - 0,7 1,0 - 2,0 0,05 - 3,8 - 4,6 0,05 - - 0,05 0,15 Restante
7012 0,15 0,25 0,8 - 1,2 0,08 - 0,15 1,8 - 2,2 0,04 0,05 5,8 - 6,5 0,02 - 0,08 0,05 - 0,05 0,15 Restante
7075 0,4 0,5 1,2 - 2,0 0,3 2,1 - 2,9 0,18 - 0,28 - 5,1 - 6,1 0,2 - - 0,05 0,15 Restante
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
23
Catalogo Extrusao 29-09-2010.indd 23 29/09/10 15:41
CArACtErÍStICAS
mECâNICAS
LIGAS E TÊMPERAS
RESISTÊNCIA A CORROSÃO
LIGAS TÊMPERA TRABALHABILIDADE A FRIO USINABILIDADE APLICAÇÕES TÍPICAS
GERAL TRINCA POR CORROSÃO SOB TENSÃO
1XXX
1050 O A A A E Equipamentos químicos, tanque para locomotiva
1350 O A A A E Condutores elétricos
2XXX
T3 D D C A
2011 T451 D D B A Liga excelente para ser usinada em tornos CNC
T8 D B D A
O - - - D
2014 T4 D C C B Chassi de caminhões, estruturas aeronáuticas
T6 D C D B
T351 D C C B
T4 D C C B
2024 Rodas de caminhões, parafusos, estruturas aeronáuticas
T6 D B C B
T851 D B D B
3XXX
O A A A E
3003 Tanques
H112 A A A E
3004 O A A A D Trabalho com folha de metal, tanques de estocagem
O A - - C
3103 Tubos para trocadores de calor
H112 A - - C
4XXX
4032 T6 C B - B Pistões
6XXX
T5 B A C C
6005A Chassis de caminhonetes, caminhões e barcos, as quis requerem boa resistência a corrosão
T6 B A C C
T6 B - - A
6026 T8 B - - B Peças usinadas em tornos automáticos e êmbolos para freios automotivos
T9 B - - B
T4 B - - B
T6 B - - A
6042 Peças usinadas em tornos automáticos e êmbolos para freios automotivos
T8 B - - B
T9 B - - B
T5 A A B C
6060 Arquitetura e construção civil, divisórias, tubos para irrigação e dissipadores de calor
T6 A A C C
T4 B B B C
6061 Chassis de caminhonetes, caminhões e barcos, as quis requerem boa resistência a corrosão
T6 B A C C
O A - A D
T4 A A B D
6063 Tubos de irrigação, móveis, fins arquitetônicos
T5 A A B C
T6 A A C C
O B - A D
6082 T4 B - B C Chassis de caminhonetes, caminhões e barcos, as quis requerem boa resistência a corrosão
T6 B A C C
6101 T6 A A C C Condutores de alta resistência
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
T6 B A C B
6262E Liga excelente para ser usinada em tornos CNC
T9 B A D B
T4 A A C C
6351 T5 B A C C Chassis de caminhonetes, caminhões e barcos, as quis requerem boa resistência a corrosão
T6 B A C C
T5 A A B C
6463 Painéis e frisos brilhantes para eletrodomésticos, automóveis, eletrônicos e móveis
T6 A A C C
7XXX
7004 T5 C - - B Estruturas soldadas e suspensão de motocicletas
7012 T6 C - - B Aro de motocicleta e equipamentos industriais
T6 C C D B
7075 Indústria aeronáutica
T73 C B D B
Fonte: ASM Metals Handbook Volume 2 - Properties and Selection: Nonferrous Alloys and Special-Purpose Materials
CLASSIFICAÇÃO
A EXCELENTE
B BOM
C REGULAR
D RUIM
E PÉSSIMO
24
Catalogo Extrusao 29-09-2010.indd 24 29/09/10 15:41
ESCOLHENDO O
METAL DE ADIÇÃO
CORRETO
LIGAS A SEREM SOLDADAS VARÃO DE SOLDA CARACTERÍSTICAS LEGENDA
LIGA 1 LIGA 2 (MATERIAL DE ADIÇÃO) W S D C T M W FACILIDADE DE SOLDAR
4043 A A C A A - S RESISTÊNCIA NO LOCAL DA SOLDA
4145 A A D B A - D DUCTILIDADE NA SOLDA
1350 5186 B A B - - A C RESISTÊNCIA À CORROSÃO
5356 B A A - - A T PERFORMANCE EM TEMPERATURA ACIMA DE 65ºC
5556 B A B - - M RESPOSTA À ANODIZAÇÃO
4043 B B A A A -
2014
4145 A A B A A -
4043 A B C A A - CLASSIFICAÇÃO
4145 A A D B A - A EXCELENTE
3003 5183 B A B - - A B BOM
5356 B A A - - A C REGULAR
5556 B A B - - A D RUIM
4043 A D C A A -
4145 B C D B A -
3004 5183 B A B - - A
5356 B B A - - A
5556 B A B - - A
4043 A D C A A -
5183 B A B C - B
5356 B B A C - A
5052
6061 5554 C C A B A B
5556 B A B C - B
5654 C C A B - A
4043 A D C A - -
5183 A A B A - A
5356 A B A A - A
5083
5554 B C A A - A
5556 A A B A - A
5654 B C A A - B
4043 A C B A A -
5183 B A A C - A
5356 B A A C - A
6005, 6063, 6101, 6351
5554 C B A B B A
5556 B A A C - A
5654 C B A B - B
4043 A C B A A -
5183 B A A C - B
5356 B B A C - A
6061
5554 C B A B B B
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
5556 C A A C - B
5654 C B A B - B
M SOLDADAS VARÃO DE SOLDA CARACTERÍSTICAS LEGENDA
LIGA 2 (MATERIAL DE ADIÇÃO) W S D C T M W FACILIDADE DE SOLDAR
4043 A A C A A - S RESISTÊNCIA NO LOCAL DA SOLDA
4145 A A D B A - D DUCTILIDADE NA SOLDA
1350 5186 B A B - - A C RESISTÊNCIA À CORROSÃO
5356 B A A - - A T PERFORMANCE EM TEMPERATURA ACIMA DE 65ºC
5556 B A B - - M RESPOSTA À ANODIZAÇÃO
4043 B B A A A -
2014
4145 A A B A A -
4043 A B C A A - CLASSIFICAÇÃO
4145 A A D B A - A EXCELENTE
3003 5183 B A B - - A B BOM
5356 B A A - - A C REGULAR
5556 B A B - - A D RUIM
4043 A D C A A -
4145 B C D B A -
3004 5183 B A B - - A
5356 B B A - - A
5556 B A B - - A
4043 A D C A A -
5183 B A B C - B
5356 B B A C - A
5052
5554 C C A B A B
5556 B A B C - B
5654 C C A B - A
4043 A D C A - -
5183 A A B A - A
5356 A B A A - A
5083
5554 B C A A - A
5556 A A B A - A
5654 B C A A - B
4043 A C B A A -
5183 B A A C - A
5356 B A A C - A
063, 6101, 6351
5554 C B A B B A
5556 B A A C - A
5654 C B A B - B
4043 A C B A A -
5183 B A A C - B
5356 B B A C - A
25
6061
5554 C B A B B B
5556 C A A C - B
5654 C B A B - B
Catalogo Extrusao 29-09-2010.indd 25 29/09/10 15:41
ESCOLHENDO O
METAL DE ADIÇÃO
CORRETO
LIGAS A SEREM SOLDADAS VARÃO DE SOLDA CARACTERÍSTICAS
LIGA 1 LIGA 2 (MATERIAL DE ADIÇÃO) W S D C T M
4043 A A C A A -
4145 A A D B A -
1350 5186 B A B - - A
5356 B A A - - A
5556 B A B - -
4043 B B A A A -
2014
4145 A A B A A -
4043 A B C A A -
4145 A A D B A -
3003 5183 B A B - - A
5356 B A A - - A
5556 B A B - - A
4043 A D C A A -
4145 B C D B A -
3004 5183 B A B - - A
5356 B B A - - A
5556 B A B - - A
6005, 6063,
4043 A D C A A -
6101, 6351
5183 B A B C - B
5356 B B A C - A
5052
5554 C C A B A B
5556 B A B C - B
5654 C C A B - A
4043 A D C A - -
5183 A A B A - A
5356 A B A A - A
5083
5554 B C A A - A
5556 A A B A - A
5654 B C A A - B
4043 A C B A A -
5183 B A A C - A
5356 B A A C - A
6005, 6063, 6101, 6351
5554 C B A B B A
5556 B A A C - A
5654 C B A B - B
M SOLDADAS VARÃO DE SOLDA CARACTERÍSTICAS LEGENDA
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
LIGA 2 (MATERIAL DE ADIÇÃO) W S D C T M W FACILIDADE DE SOLDAR
4043 A A C A A - S RESISTÊNCIA NO LOCAL DA SOLDA
4145 A A D B A - D DUCTILIDADE NA SOLDA
1350 5186 B A B - - A C RESISTÊNCIA À CORROSÃO
5356 B A A - - A T PERFORMANCE EM TEMPERATURA ACIMA DE 65ºC
5556 B A B - - M RESPOSTA À ANODIZAÇÃO
4043 B B A A A -
2014
4145 A A B A A -
4043 A B C A A - CLASSIFICAÇÃO
4145 A A D B A - A EXCELENTE
3003 5183 B A B - - A B BOM
5356 B A A - - A C REGULAR
5556 B A B - - A D RUIM
4043 A D C A A -
4145 B C D B A -
3004 5183 B A B - - A
5356 B B A - - A
5556 B A B - - A
4043 A D C A A -
5183 B A B C - B
5356 B B A C - A
5052
5554 C C A B A B
5556 B A B C - B
5654 C C A B - A
4043 A D C A - -
5183 A A B A - A
5356 A B A A - A
5083
5554 B C A A - A
5556 A A B A - A
5654 B C A A - B
4043 A C B A A -
5183 B A A C - A
5356 B A A C - A
063, 6101, 6351
5554 C B A B B A
5556 B A A C - A
5654 C B A B - B
4043 A C B A A -
5183 B A A C - B
5356 B B A C - A
6061
5554 C B A B B B
5556 C A A C - B
5654 C B A B - B
26
Catalogo Extrusao 29-09-2010.indd 26 29/09/10 15:41
ESCOLHENDO O
METAL DE ADIÇÃO
CORRETO
LIGAS A SEREM SOLDADAS VARÃO DE SOLDA CARACTERÍSTICAS
LIGA 1 LIGA 2 (MATERIAL DE ADIÇÃO) W S D C T M
1100 D B A A A A
4043 A A C A A -
4145 B A D B A -
1350
5183 C A B - - B
5356 C A B - - B
5556 C A B - - B
4043 B B A A A -
2014
4145 A A B A A -
1100 C C A A A A
3004 4043 A B C A A -
4145 B B D B A -
3003
5183 C A B C - A
5356 C A B C - A
5556 C A B C - A
4043 A B D A A -
5183 B A C C - A
3004 5356 B B B C - A
5554 C C A B A A
5556 B A C C - A
1100 D B A A A A
1350 4043 A A C A A -
4145 B A D B A -
4043 B B A A A -
3003 2014
4145 A A B A A -
1100 C C A A A A
3003 4043 A B C A A -
4145 B B D B A -
4043 A A C A A -
1350
4145 B A D B A -
2014 2319 C A A A A A
2014 4043 B B A A A -
4145 A A B A A -
1100 D B A A A A
4043 A A C A A -
4145 B A D B A -
1350 1350
5183 C A B - - B
5356 C A B - - B
5556 C A B - - B
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
M SOLDADAS VARÃO DE SOLDA CARACTERÍSTICAS LEGENDA
LIGA 2 (MATERIAL DE ADIÇÃO) W S D C T M W FACILIDADE DE SOLDAR
4043 A A C A A - S RESISTÊNCIA NO LOCAL DA SOLDA
4145 A A D B A - D DUCTILIDADE NA SOLDA
1350 5186 B A B - - A C RESISTÊNCIA À CORROSÃO
5356 B A A - - A T PERFORMANCE EM TEMPERATURA ACIMA DE 65ºC
5556 B A B - - M RESPOSTA À ANODIZAÇÃO
4043 B B A A A -
2014
4145 A A B A A -
4043 A B C A A - CLASSIFICAÇÃO
4145 A A D B A - A EXCELENTE
3003 5183 B A B - - A B BOM
5356 B A A - - A C REGULAR
5556 B A B - - A D RUIM
4043 A D C A A -
4145 B C D B A -
3004 5183 B A B - - A
5356 B B A - - A
5556 B A B - - A
4043 A D C A A -
5183 B A B C - B
5356 B B A C - A
5052
5554 C C A B A B
5556 B A B C - B
5654 C C A B - A
4043 A D C A - -
5183 A A B A - A
5356 A B A A - A
5083
5554 B C A A - A
5556 A A B A - A
5654 B C A A - B
4043 A C B A A -
5183 B A A C - A
5356 B A A C - A
063, 6101, 6351
5554 C B A B B A
5556 B A A C - A
5654 C B A B - B
4043 A C B A A -
5183 B A A C - B
5356 B B A C - A
6061
5554 C B A B B B
5556 C A A C - B
5654 C B A B - B 27
Catalogo Extrusao 29-09-2010.indd 27 29/09/10 15:41
O Perfil de alumínio extrudado Alcoa possui
características e propriedades únicas, que o
qualificam para as mais diversas aplicações. Material
leve e resistente, ele apresenta grande capacidade de
absorver impacto e tem alta resistência à corrosão.
É também um excelente condutor elétrico e térmico,
sendo ideal para utilização de calor, além de ser um
material não-tóxico (indicado para a preparação de
alimentos e uso em embalagem), não-magnético
e com alta refletividade, agindo como um escudo
contra radiação, luz, ondas de rádio e infravermelho.
É muito eficiente em ambientes inflamáveis, por
não soltar faíscas nem ser combustível, e em baixas
temperaturas, pela resistência à transição frágil-
dúctil.
Por meio da utilização de sua vasta gama de ligas
e têmperas com diferentes composições químicas,
os produtos estão disponíveis com uma grande
variedade de propriedades mecânicas, facilitando
a conformação e o acabamento do alumínio,
atendendo inúmeras necessidades.
Catalogo Extrusao 29-09-2010.indd 28 29/09/10 15:41
Projetos, perfis, componentes, códigos e sistemas estão sujeitos a alteração sem prévio aviso.
Catalogo Extrusao 29-09-2010.indd 29
29
29/09/10 15:41
Você também pode gostar
- Tratamentos térmicos e superficiais dos açosNo EverandTratamentos térmicos e superficiais dos açosNota: 4.5 de 5 estrelas4.5/5 (3)
- Soldagem de Ligas Cobre-NíquelDocumento26 páginasSoldagem de Ligas Cobre-Níquelmaderada100% (2)
- Tratamentos Térmicos AlumínioDocumento26 páginasTratamentos Térmicos AlumínioBuda Peste100% (1)
- Cartilha AlcoaDocumento32 páginasCartilha AlcoadobrasilmdaAinda não há avaliações
- Alumínio e Suas LigasDocumento57 páginasAlumínio e Suas Ligaslennon_guaraAinda não há avaliações
- Aula 8 - Ligas de AlumínioDocumento52 páginasAula 8 - Ligas de AlumínioRobson RibeiroAinda não há avaliações
- Aluminio e Suas LigasDocumento29 páginasAluminio e Suas Ligaserik bretasAinda não há avaliações
- Aluminio e Suas LigasDocumento54 páginasAluminio e Suas LigasRafael Aparecido Da SilvaAinda não há avaliações
- Laminados MetálicosDocumento8 páginasLaminados MetálicosMarcos LopesAinda não há avaliações
- Apostila ST524Documento44 páginasApostila ST524Vitor AraujoAinda não há avaliações
- Apresentação CobreDocumento22 páginasApresentação CobreAntonio Carlos HenriquesAinda não há avaliações
- Trabalho de TEEDocumento11 páginasTrabalho de TEEHélia Teixeira EliAinda não há avaliações
- Aula 4 - Metais-2 PDFDocumento46 páginasAula 4 - Metais-2 PDFPaulo HenriqueAinda não há avaliações
- Soldagem Aluminio White MartinsDocumento32 páginasSoldagem Aluminio White MartinsCleiton BuzeliAinda não há avaliações
- Aços e TratamentosDocumento10 páginasAços e Tratamentosedson16087984Ainda não há avaliações
- Exercicios 4, 5 e 6Documento13 páginasExercicios 4, 5 e 6Rafael Mullin von MontfortAinda não há avaliações
- Solubilização e TT Do AlumínioDocumento16 páginasSolubilização e TT Do AlumínioAmanda S. NunesAinda não há avaliações
- 12-Ligas de AlumínioDocumento15 páginas12-Ligas de AlumínioAlexsandro RighiAinda não há avaliações
- Apostila de Galvanoplastia - CetesbDocumento31 páginasApostila de Galvanoplastia - CetesbCarlos GomesAinda não há avaliações
- 2EE Matériais de Contrução - RyanDocumento4 páginas2EE Matériais de Contrução - RyanryanAinda não há avaliações
- Liga de AlumínioDocumento6 páginasLiga de AlumínioEngenharia ProduçãoAinda não há avaliações
- Aluminio e Ligas de Aluminio IIDocumento113 páginasAluminio e Ligas de Aluminio IIAna Rangel100% (1)
- Cobre PDFDocumento18 páginasCobre PDFAntonio Lucimar PasoliniAinda não há avaliações
- LigaMetalicas 054907Documento12 páginasLigaMetalicas 054907Henriques Sebastiao0% (1)
- MS - ITEM 18a - AlumínioDocumento32 páginasMS - ITEM 18a - AlumíniodayseanedAinda não há avaliações
- Estruturas Metálicas I: Prof. Deckson LacerdaDocumento65 páginasEstruturas Metálicas I: Prof. Deckson LacerdaRodrigosylva Jr7Ainda não há avaliações
- MetaisDocumento10 páginasMetaisFilipe GingaAinda não há avaliações
- Ligas de AluminioDocumento68 páginasLigas de Aluminiopandapandolino100% (1)
- B.introdução Metal2Documento26 páginasB.introdução Metal2eduardo_umAinda não há avaliações
- NR 13Documento20 páginasNR 13Rick SanchesAinda não há avaliações
- 1 Lista MCCDocumento4 páginas1 Lista MCCAndré Luis SchulkaAinda não há avaliações
- Analise Desgaste Ferramenta Metal DuroDocumento10 páginasAnalise Desgaste Ferramenta Metal DurolcmengeAinda não há avaliações
- Aula 2 - MetaisDocumento28 páginasAula 2 - MetaiswebvvicAinda não há avaliações
- Materiais CeramicosDocumento49 páginasMateriais CeramicosFlávio Augusto Buge Zucateli100% (1)
- Materiais de Construção - Material de ApoioDocumento42 páginasMateriais de Construção - Material de Apoiofagner ribeiroAinda não há avaliações
- Tratamento Térmico de AçosDocumento51 páginasTratamento Térmico de AçosCleberFernandoAinda não há avaliações
- Conceito de Siderurgia e AçoDocumento9 páginasConceito de Siderurgia e AçoJean Marcos Oliveira SilvaAinda não há avaliações
- O Alumínio e As Suas LigasDocumento15 páginasO Alumínio e As Suas LigasGustavo BritoAinda não há avaliações
- Lista de Exercícios Materiais Industriais B2Documento5 páginasLista de Exercícios Materiais Industriais B2sdc_consultoriaAinda não há avaliações
- Ensaio de DurezaDocumento18 páginasEnsaio de DurezaAntonio Teodoro Dutra JúniorAinda não há avaliações
- Aluminio - SenaiDocumento13 páginasAluminio - SenaiSR71bAinda não há avaliações
- Metais Na Construção CivilDocumento44 páginasMetais Na Construção Civilllima_271963100% (1)
- LISTA - DE - EXERCICIOS - IV - GabaritoDocumento7 páginasLISTA - DE - EXERCICIOS - IV - GabaritoJoão GuilhermeAinda não há avaliações
- Metais e Ligas Não FerrosasDocumento99 páginasMetais e Ligas Não FerrosasEdis KuznierAinda não há avaliações
- Ligas Nao FerosasDocumento5 páginasLigas Nao FerosasManjolo Janfar WilsonAinda não há avaliações
- Exercícios AULAS 6 A 10 - Princípios Da Ciencia e Tecnologia Dos MateriaisDocumento9 páginasExercícios AULAS 6 A 10 - Princípios Da Ciencia e Tecnologia Dos MateriaisHenrique BritoAinda não há avaliações
- Superligas PDFDocumento14 páginasSuperligas PDFVitor Mayworm GomesAinda não há avaliações
- LIGAS AluminioDocumento24 páginasLIGAS Aluminiorvolverine100% (1)
- ALUMÍNIODocumento83 páginasALUMÍNIOfagner ribeiroAinda não há avaliações
- Aula AluminioDocumento56 páginasAula Aluminioarthur tavaresAinda não há avaliações
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoNo EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoAinda não há avaliações
- Dimensionamento de elementos e ligações em estruturas de açoNo EverandDimensionamento de elementos e ligações em estruturas de açoAinda não há avaliações
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoNo EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoAinda não há avaliações
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoAinda não há avaliações
- Isoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosNo EverandIsoladores Elétricos de Porcelana: avaliação do desempenho através do uso de recobrimentos poliméricos hidrofóbicosAinda não há avaliações
- Varetas Combustíveis Nucleares: Desgaste Mecânico Mitigação através do Recobrimento Superficial de Ligas de ZircônioNo EverandVaretas Combustíveis Nucleares: Desgaste Mecânico Mitigação através do Recobrimento Superficial de Ligas de ZircônioAinda não há avaliações