Você também pode gostar
- Manual de Instruc3a7c3b5es Ga90 - 160 PDFDocumento52 páginasManual de Instruc3a7c3b5es Ga90 - 160 PDFVinicius Noronha83% (12)
- Cargos e Salarios P11Documento47 páginasCargos e Salarios P11Pedro Ivo Augusto MouraAinda não há avaliações
- Formando propagandistasDocumento24 páginasFormando propagandistasBruna Santos MarubayashiAinda não há avaliações
- MUROS DE CONTENÇÃO PERIFÉRICADocumento63 páginasMUROS DE CONTENÇÃO PERIFÉRICAEuclides RodriguesAinda não há avaliações
- Auditoria de Processo - Fornecedores VDA 6.3Documento52 páginasAuditoria de Processo - Fornecedores VDA 6.3alyanka0% (1)
- Sistema de CoordenadasDocumento32 páginasSistema de CoordenadasBernardo Guimarães100% (1)
- Transmissões: Potência, Rotação e RendimentoDocumento2 páginasTransmissões: Potência, Rotação e Rendimentofilipercastro2736Ainda não há avaliações
- Exercícios Aluno FanucDocumento35 páginasExercícios Aluno FanucsaltielAinda não há avaliações
- Usinagem de foguete no torno mecânicoDocumento5 páginasUsinagem de foguete no torno mecânicopaulohndAinda não há avaliações
- Exercício de Torno Fanuc 0iDocumento72 páginasExercício de Torno Fanuc 0icar_lin100% (1)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LNo EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LAinda não há avaliações
- Resto Ingesta: Entendendo as sobras e cálculosDocumento2 páginasResto Ingesta: Entendendo as sobras e cálculosLuiza BruschiAinda não há avaliações
- Manual de Normas Gráficas eSPapDocumento35 páginasManual de Normas Gráficas eSPapMiguel Augusto PmfAinda não há avaliações
- Orçamento Mão de Obra - Shop. Pop. PenhaDocumento1 páginaOrçamento Mão de Obra - Shop. Pop. PenhaFabio DantasAinda não há avaliações
- Tutorial programação e operação Fanuc com exemplos faceamento e fresamento de canaisDocumento61 páginasTutorial programação e operação Fanuc com exemplos faceamento e fresamento de canaisFelipe VilaniAinda não há avaliações
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Documento26 páginasTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- CT Apostila 07 Descobrindo Medidas Desconhecidas IVDocumento8 páginasCT Apostila 07 Descobrindo Medidas Desconhecidas IVJardel JuniorAinda não há avaliações
- Manual Basico Torno FanucDocumento42 páginasManual Basico Torno FanucJorge RibeiroAinda não há avaliações
- Apostila de Centro de Usin CNC 300 Pags Dez 09Documento300 páginasApostila de Centro de Usin CNC 300 Pags Dez 09Marcio CoelhoAinda não há avaliações
- Fagor 55 ProgDocumento41 páginasFagor 55 ProgErasmo AmorimAinda não há avaliações
- Programador CNCDocumento2 páginasProgramador CNCJosimarAinda não há avaliações
- Exercicio 4 PDF MastercamDocumento1 páginaExercicio 4 PDF Mastercamfernando_britesAinda não há avaliações
- Aula Torno SEM0560 - 2017Documento84 páginasAula Torno SEM0560 - 2017evertonotomAinda não há avaliações
- Programação Fanuc21T - Tutoriais completos sobre funções e ciclos especiaisDocumento34 páginasProgramação Fanuc21T - Tutoriais completos sobre funções e ciclos especiaisFilhaoPiresAinda não há avaliações
- Currículo 01Documento3 páginasCurrículo 01Rafael Rodrigues100% (1)
- Desenho Técnico Mecânico IFESDocumento165 páginasDesenho Técnico Mecânico IFESJVictorAinda não há avaliações
- Programação CNC Fanuc: estrutura, funções e comandos básicosDocumento23 páginasProgramação CNC Fanuc: estrutura, funções e comandos básicosRobertodeOLiveiraAinda não há avaliações
- CNCDocumento51 páginasCNCmineirom7Ainda não há avaliações
- Ferramentas de Corte UsinagemDocumento4 páginasFerramentas de Corte UsinagemFrajolaAinda não há avaliações
- Alargadores PDFDocumento13 páginasAlargadores PDFAlcione GalvãoAinda não há avaliações
- FresamentoDocumento77 páginasFresamentoValentina Di DonatoAinda não há avaliações
- Apostila CNCDocumento132 páginasApostila CNCferramentaria.ipel100% (1)
- Metalmecânica: Formação e Mercado de TrabalhoDocumento1 páginaMetalmecânica: Formação e Mercado de TrabalhoDavid Aguiar FelicinoAinda não há avaliações
- CNC (Teste Diagnóstico)Documento11 páginasCNC (Teste Diagnóstico)cjjesusAinda não há avaliações
- Funções EspeciaisDocumento25 páginasFunções EspeciaisPedro FrancoAinda não há avaliações
- Projeto Mecatrônica Subsequente Atual Varginha 2015-15-03Documento119 páginasProjeto Mecatrônica Subsequente Atual Varginha 2015-15-03RenatoAinda não há avaliações
- Cinemática Dos Processos de UsinagemDocumento10 páginasCinemática Dos Processos de UsinagemvictorAinda não há avaliações
- CNC fresamento programaDocumento26 páginasCNC fresamento programaEriton NevesAinda não há avaliações
- Curso de Mastercam x6Documento44 páginasCurso de Mastercam x6Gabriel Henrique0% (1)
- Treinamento para Torno CNC Serie SKT e KITDocumento29 páginasTreinamento para Torno CNC Serie SKT e KITnilo_albertoAinda não há avaliações
- Sistema de coordenadas CNCDocumento28 páginasSistema de coordenadas CNCjonas holandaAinda não há avaliações
- Fresamento 3DDocumento43 páginasFresamento 3DrigonaAinda não há avaliações
- Apostila de Fresamento Completa - Revisão 1Documento173 páginasApostila de Fresamento Completa - Revisão 1Wesley FernandesAinda não há avaliações
- Avaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDocumento5 páginasAvaliação - CENTRO CNC 2011 - para Os Alunos para o CAIDabynael ChinaquiAinda não há avaliações
- Exercício de Fresa Mitsubishi M70Documento347 páginasExercício de Fresa Mitsubishi M70Fabio AlvesAinda não há avaliações
- Programação CNC Princípios BásicosDocumento5 páginasProgramação CNC Princípios BásicosNicolly MartinsAinda não há avaliações
- Apostila de Processo de TorneamentoDocumento46 páginasApostila de Processo de TorneamentoSamuel IbiapinoAinda não há avaliações
- Exercícios Aparelho Divisor e EngrenagemDocumento1 páginaExercícios Aparelho Divisor e EngrenagemTecmecânico100% (1)
- Comando numérico computadorizado: características das máquinas CNCDocumento208 páginasComando numérico computadorizado: características das máquinas CNCLucas TanjoniAinda não há avaliações
- Operações Mecânicas I - Ajustagem 2Documento21 páginasOperações Mecânicas I - Ajustagem 2Mauricio F CamargoAinda não há avaliações
- 03 Aneis GraduadosDocumento39 páginas03 Aneis GraduadosNajuliaAinda não há avaliações
- Exercício de fresa FANUC 0iMDocumento344 páginasExercício de fresa FANUC 0iMFabio AlvesAinda não há avaliações
- LUBRIFICAÇÃO Slides AULA 01Documento86 páginasLUBRIFICAÇÃO Slides AULA 01winstontecnico100% (1)
- CNC Basico Guia Do FormadorDocumento112 páginasCNC Basico Guia Do FormadorÂngelaCorreiaAinda não há avaliações
- CNCDocumento40 páginasCNCsidneiz100% (2)
- Programas paramétricos G-CodeDocumento9 páginasProgramas paramétricos G-CodeVagner Aux CadAinda não há avaliações
- Manual de Programação ISODocumento86 páginasManual de Programação ISOEverton FernandesAinda não há avaliações
- Apostila Solid EdgeDocumento51 páginasApostila Solid EdgeRonaldo Kanasiro BasilioAinda não há avaliações
- Proteo PC CNC Programming Manual (REV A) PDFDocumento194 páginasProteo PC CNC Programming Manual (REV A) PDFEMERSONAinda não há avaliações
- Controle Numérico Computadorizado CNCDocumento61 páginasControle Numérico Computadorizado CNCMaurício Falcão Teti FilhoAinda não há avaliações
- Programacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSDocumento44 páginasProgramacao CNC - TECNOLOGIA DE CONTROLE NUMÉRICO CICLOS FIXOSRenan RibeiroAinda não há avaliações
- Acionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoNo EverandAcionamento Remoto De Televisor Com Gsm Usando Comandos Sms Com Módulo Sim800l Programado No ArduinoAinda não há avaliações
- Transferência De Energia Sem Fio: Carregar veículos elétricos enquanto eles estão na estradaNo EverandTransferência De Energia Sem Fio: Carregar veículos elétricos enquanto eles estão na estradaAinda não há avaliações
- LIVE+10 - Conteu Dos+Do+Mil+Ao+Milha O+2Documento2 páginasLIVE+10 - Conteu Dos+Do+Mil+Ao+Milha O+2ThiagoPaganiAinda não há avaliações
- RM NUCLEUS - Descrição Das Permissões Do Usuário Por Tipo de MovimentoDocumento2 páginasRM NUCLEUS - Descrição Das Permissões Do Usuário Por Tipo de MovimentoAlan FagundesAinda não há avaliações
- Afrodescendentoleo (Politicamente Correto)Documento4 páginasAfrodescendentoleo (Politicamente Correto)Nilson JoséAinda não há avaliações
- Reflexão Da Ufcd - Gastos de ProduçaoDocumento3 páginasReflexão Da Ufcd - Gastos de Produçaomelo_manuela_meloAinda não há avaliações
- Avaliações de Segurança em ObraDocumento45 páginasAvaliações de Segurança em ObraBruno JesusAinda não há avaliações
- Forum 2Documento16 páginasForum 2Antonio RodriguesAinda não há avaliações
- Logica Digital EletropneumaticaDocumento47 páginasLogica Digital EletropneumaticapatriciapedrosoAinda não há avaliações
- Sistema de Controle Eletromecânico de Posição de Motor DCDocumento9 páginasSistema de Controle Eletromecânico de Posição de Motor DCYuri da CostaAinda não há avaliações
- Ebook Pasteis Lucrativos Edvaldo BônusDocumento46 páginasEbook Pasteis Lucrativos Edvaldo BônusPaola Ferreira100% (2)
- Oferta e demanda no setor alimentício durante a pandemiaDocumento3 páginasOferta e demanda no setor alimentício durante a pandemiaLeticia VitalAinda não há avaliações
- Teste 1 - Avaliação Sumativa - Economia A - 11.º CDocumento5 páginasTeste 1 - Avaliação Sumativa - Economia A - 11.º CMaria Cremilde Henrique SilvaAinda não há avaliações
- Seminario IDocumento9 páginasSeminario IDa Silva CarlaAinda não há avaliações
- TJMT cria cargos em Núcleo de Recuperação JudicialDocumento268 páginasTJMT cria cargos em Núcleo de Recuperação JudicialJildonei LazzarettiAinda não há avaliações
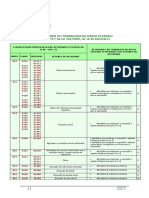
- Atividades de Risco Elevado CAEDocumento7 páginasAtividades de Risco Elevado CAESerralheiroAinda não há avaliações
- Curso Preparatorio Cga Resumo 2022Documento48 páginasCurso Preparatorio Cga Resumo 2022Miguel Fontanive0% (1)
- Contabilidade Operações Especiais IFRS NCRFDocumento2 páginasContabilidade Operações Especiais IFRS NCRFsaraAinda não há avaliações
- HottSeat - Clinica de Dor Do ZeroDocumento21 páginasHottSeat - Clinica de Dor Do ZeroDavid Nicolás Esmeral OjedaAinda não há avaliações
- Update Firmware Controlador 750Documento16 páginasUpdate Firmware Controlador 750Bruno AlmeidaAinda não há avaliações
- Inversor GoodWe GW15KLV-MT Tri 220VDocumento1 páginaInversor GoodWe GW15KLV-MT Tri 220VAdriano Das ChagasAinda não há avaliações
- 14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CDocumento6 páginas14 - UP40005-X-6NP00015 - Rev - 01 - Montagem - Paineis - Eletricos - CMauro CostaAinda não há avaliações
- Ato Administrativo 2 - Fernanda Paula OliveiraDocumento7 páginasAto Administrativo 2 - Fernanda Paula OliveiraHernane CostaAinda não há avaliações
- Manual de Instalação Do Driver GC420tDocumento11 páginasManual de Instalação Do Driver GC420tgioo93Ainda não há avaliações