Você também pode gostar
- Projetos De Eletrônica Industrial Usando O ArduinoNo EverandProjetos De Eletrônica Industrial Usando O ArduinoAinda não há avaliações
- Procedimentos Diários No Torno Centur 35D - 074821Documento4 páginasProcedimentos Diários No Torno Centur 35D - 074821nip09135561Ainda não há avaliações
- Upload Produtosdownloads Catalogo ND 220 Se X 500 MMDocumento4 páginasUpload Produtosdownloads Catalogo ND 220 Se X 500 MMJota JackAinda não há avaliações
- Fibra Óptica FolhetoDocumento11 páginasFibra Óptica FolhetoJean CarlosAinda não há avaliações
- 4T-30305D Rolamentos de Rolos Cônicos - NTN-SNR, Fabricante de Indústria PDFDocumento3 páginas4T-30305D Rolamentos de Rolos Cônicos - NTN-SNR, Fabricante de Indústria PDFSérgio Luiz DiasAinda não há avaliações
- 4T-30305D Rolamentos de Rolos Cônicos - NTN-SNR, Fabricante de IndústriaDocumento3 páginas4T-30305D Rolamentos de Rolos Cônicos - NTN-SNR, Fabricante de IndústriaSérgio Luiz DiasAinda não há avaliações
- Motor Redutor 1Documento14 páginasMotor Redutor 1Rodrigo BatistaAinda não há avaliações
- Usinagem de Rosca PDFDocumento10 páginasUsinagem de Rosca PDFArmando BeanAinda não há avaliações
- GM Onix 2018 Bloco de Fusíveis X50A - X3 Do Compartimento Do MotorDocumento3 páginasGM Onix 2018 Bloco de Fusíveis X50A - X3 Do Compartimento Do MotorBreno Augusto VilelaAinda não há avaliações
- Catalogo Geral KleinDocumento55 páginasCatalogo Geral KleinRafael Eduardo Telles RibeiroAinda não há avaliações
- MR Folhetos de ProdutosDocumento4 páginasMR Folhetos de ProdutoshelobaezamorenoAinda não há avaliações
- ENCODER PNP Abz 12 - 24v E40.en - PTDocumento3 páginasENCODER PNP Abz 12 - 24v E40.en - PTrenatoAinda não há avaliações
- Montagem: T75: NC Tools:168037 L1 FPT-CADocumento1 páginaMontagem: T75: NC Tools:168037 L1 FPT-CAPedro KöppAinda não há avaliações
- 1,3cv 4p Iec63r 23 60hz 50x56.4 605012208Documento1 página1,3cv 4p Iec63r 23 60hz 50x56.4 605012208Lucas EmanuelAinda não há avaliações
- Polea Chancador Con Buje Conico Línea CDocumento1 páginaPolea Chancador Con Buje Conico Línea CJOSE CARLOSAinda não há avaliações
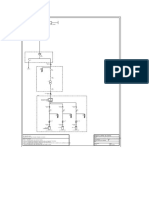
- Arquivo Diagrama Eletrico Unifilar 9kwp 20211213113537Documento1 páginaArquivo Diagrama Eletrico Unifilar 9kwp 20211213113537João GomesAinda não há avaliações
- Apostila de FerramenteiroDocumento212 páginasApostila de FerramenteiroHigor ferreiraAinda não há avaliações
- OLP40 - Apalpador Óptico para Tornos: Dados TécnicosDocumento4 páginasOLP40 - Apalpador Óptico para Tornos: Dados Técnicosvinicius.mnsantosAinda não há avaliações
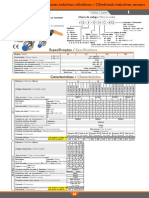
- Sensores Indutivos e Capacitivos MetaltexDocumento4 páginasSensores Indutivos e Capacitivos MetaltexDouglas TondelloAinda não há avaliações
- Metalfex - Sensores Indutivos CilíndricosDocumento4 páginasMetalfex - Sensores Indutivos CilíndricosAnderson Oliveira SilvaAinda não há avaliações
- HELICOIL Sistemas de Montagem BRDocumento6 páginasHELICOIL Sistemas de Montagem BRVroberttoAinda não há avaliações
- NBR 05108 PB 325 - Terminais Com Garras para Conexoes Eletricas Por Aparafusamento para Cabos IsoDocumento4 páginasNBR 05108 PB 325 - Terminais Com Garras para Conexoes Eletricas Por Aparafusamento para Cabos IsoPaulo GalvãoAinda não há avaliações
- GM Onix 2018 Bloco de Fusíveis X50A - X2 Do Compartimento Do MotorDocumento4 páginasGM Onix 2018 Bloco de Fusíveis X50A - X2 Do Compartimento Do MotorBreno Augusto VilelaAinda não há avaliações
- Folder ES16 - N02 Baoli - 420x297mm - FDocumento2 páginasFolder ES16 - N02 Baoli - 420x297mm - FMultylog EmpilhadeirasAinda não há avaliações
- Lista de Exercício Fresamento CNC - 2017Documento9 páginasLista de Exercício Fresamento CNC - 2017AndycaferAinda não há avaliações
- Motofil RoboticsDocumento69 páginasMotofil Roboticspehhhhh100% (3)
- Mu Bases Reles PTDocumento23 páginasMu Bases Reles PTmaracujapaAinda não há avaliações
- Ape 21Documento60 páginasApe 21jolinoraidias100% (1)
- Catalago Torno NardiniDocumento81 páginasCatalago Torno NardiniStefanio89% (9)
- Abidrive V2 PTDocumento10 páginasAbidrive V2 PTPaulaAinda não há avaliações
- Micromotor Intra 181 DBNDocumento2 páginasMicromotor Intra 181 DBNHARBYAinda não há avaliações
- Manual de Operação: Assunto Específico para o Torno Multiplic 35DDocumento65 páginasManual de Operação: Assunto Específico para o Torno Multiplic 35DReijean Alexfer Dos Santos Santos100% (1)
- UC.206-20.G2 Mancais Autoalinháveis - NTN-SNR, Fabricante de IndústriaDocumento2 páginasUC.206-20.G2 Mancais Autoalinháveis - NTN-SNR, Fabricante de IndústriarodrigoAinda não há avaliações
- 1,2cv 2p Iec63r 1 60hz 46.63x50 605016053Documento1 página1,2cv 2p Iec63r 1 60hz 46.63x50 605016053Lucas EmanuelAinda não há avaliações
- Projetores de Media Velocidade Modelos Mv-A e Mv-AsDocumento7 páginasProjetores de Media Velocidade Modelos Mv-A e Mv-AsEngenharia CivilAinda não há avaliações
- Manual Cortina de Ar DugoldDocumento16 páginasManual Cortina de Ar DugoldHungria EngenhariaAinda não há avaliações
- Descrição Técnica Das FerramentasDocumento14 páginasDescrição Técnica Das FerramentasLeonardo MonteguttiAinda não há avaliações
- 1,3cv 4p Iec63 12 60hz 56.4x55 605042003Documento1 página1,3cv 4p Iec63 12 60hz 56.4x55 605042003Lucas EmanuelAinda não há avaliações
- Catalogo Motores IR3 Baixa Tensao de Inducao o Trifasico Brasil RevDDocumento26 páginasCatalogo Motores IR3 Baixa Tensao de Inducao o Trifasico Brasil RevDGustavo SantanaAinda não há avaliações
- Agitador - Eag 409 12 00Documento6 páginasAgitador - Eag 409 12 00João Paulo Augusto MacedoAinda não há avaliações
- Relé OmronDocumento16 páginasRelé OmronMilson Ramos Dos SantosAinda não há avaliações
- Catalogo Jumbo XJDocumento8 páginasCatalogo Jumbo XJRafael CastilloAinda não há avaliações
- Diagrama Unifilar Do SistemaDocumento1 páginaDiagrama Unifilar Do SistemaDavos RefrigeraçãoAinda não há avaliações
- Layout Catalogo HSOLDAS PDFDocumento40 páginasLayout Catalogo HSOLDAS PDFasccorreaAinda não há avaliações
- Aula 05 Torneamento SEM-0534 2017 PDFDocumento44 páginasAula 05 Torneamento SEM-0534 2017 PDFRoger De Moraes LinkAinda não há avaliações
- Bell AirDocumento9 páginasBell AirFERNANDO SIMONES DE CASTROAinda não há avaliações
- Dsi Underground Brasil Dywi Drill Hollow Bar System PT PDFDocumento12 páginasDsi Underground Brasil Dywi Drill Hollow Bar System PT PDFTúlio AbduaniAinda não há avaliações
- Centros de Torneamento: Linha Romi GDocumento8 páginasCentros de Torneamento: Linha Romi Gdsouzaalmeida2012Ainda não há avaliações
- Sintron - CN73RDocumento30 páginasSintron - CN73RWilliamcreisAinda não há avaliações
- Sensores Indutivos Metaltex PDFDocumento3 páginasSensores Indutivos Metaltex PDFGuilherme RibeiroAinda não há avaliações
- Sensores MetaltexDocumento3 páginasSensores MetaltexAlessandro SilvaAinda não há avaliações
- Beghim 39Documento1 páginaBeghim 39Georgino SilvaAinda não há avaliações
- Catalogo Motores Interativo - NovoDocumento25 páginasCatalogo Motores Interativo - NovoArthur ReatoAinda não há avaliações
- BX6500Documento3 páginasBX6500Humberto Valentim MenegazAinda não há avaliações
- 1SFA619403R5134 cl2 513lDocumento4 páginas1SFA619403R5134 cl2 513lnathan bandeiraAinda não há avaliações
- Ds Romi Linha GL Po Ae 10-2010Documento12 páginasDs Romi Linha GL Po Ae 10-2010Edson BaumgartnerAinda não há avaliações
- Fim de Curso KAP M3 - Cancelas Imecotron1Documento4 páginasFim de Curso KAP M3 - Cancelas Imecotron1Andre ArrudaAinda não há avaliações
- Catálogo STECK - Prensa Cabos e TampõesDocumento2 páginasCatálogo STECK - Prensa Cabos e TampõesandredyfishAinda não há avaliações
- Export - Family - BensDocumento252 páginasExport - Family - BensJuniôr ÁvillaAinda não há avaliações
- Pronic PDFDocumento11 páginasPronic PDFDaniel MartinsAinda não há avaliações
- Apostila de Controle DimensionalDocumento170 páginasApostila de Controle DimensionalGeison BarrosoAinda não há avaliações
- ZF Catalogo Veicular F4000Documento32 páginasZF Catalogo Veicular F4000tradicao guinchosAinda não há avaliações
- Gehaka: Manual de OperaçãoDocumento19 páginasGehaka: Manual de OperaçãoVânia QueirozAinda não há avaliações
- Resolucao Do Livro de Mecanica EstaticaDocumento35 páginasResolucao Do Livro de Mecanica EstaticaAnunciação Divino100% (1)
- OscilografagemDocumento3 páginasOscilografagemJeferson GomesAinda não há avaliações
- Guincho GrazmecDocumento25 páginasGuincho GrazmecJonathan RiosAinda não há avaliações
- Manual de Requisitos de Fornecedores 3MDocumento27 páginasManual de Requisitos de Fornecedores 3MRodrigo SandAinda não há avaliações
- Iac 3150 Dados Técnicos para Grandes Reparos e Grandes ModificaçõesDocumento47 páginasIac 3150 Dados Técnicos para Grandes Reparos e Grandes ModificaçõesFlaviano FerreiraAinda não há avaliações
- TCC Final Dmaic - Fernando Christofoletto PDFDocumento15 páginasTCC Final Dmaic - Fernando Christofoletto PDFFernando ChristofolettoAinda não há avaliações
- Aula Organograma e FluxogramaDocumento26 páginasAula Organograma e FluxogramaAdriana SilvaAinda não há avaliações
- GD Aula 06Documento42 páginasGD Aula 06Dario Nogueira FontenelleAinda não há avaliações
- Apostila - Desenho de Estruturas - Prof DeboraDocumento12 páginasApostila - Desenho de Estruturas - Prof DeboraDébora SiqueiraAinda não há avaliações
- GERDAU AÇOMINAS - GalpoesDocumento4 páginasGERDAU AÇOMINAS - GalpoesAndreAinda não há avaliações
- Influência Do Número de Nódulos de Grafita Nas Propriedades Mecânicas Do Ferro Fundido Nodular AustemperadoDocumento116 páginasInfluência Do Número de Nódulos de Grafita Nas Propriedades Mecânicas Do Ferro Fundido Nodular AustemperadoagustingrtAinda não há avaliações
- Estudo de Caso PizzariaDocumento6 páginasEstudo de Caso PizzariaSamuel Cortez Veloso100% (1)
- MMIndustrial CatalogoDocumento16 páginasMMIndustrial Catalogokleiber borbaAinda não há avaliações
- Manual Boas - Práticas Na ManutençãoDocumento17 páginasManual Boas - Práticas Na ManutençãoWesley CruzAinda não há avaliações
- Check List NR12Documento8 páginasCheck List NR12Larissa FonsecaAinda não há avaliações
- N-0116 - Sistema de Purga de Vapor em TubulacoesDocumento24 páginasN-0116 - Sistema de Purga de Vapor em TubulacoesGlaucio PietrobomAinda não há avaliações
- Treinamento DigestorDocumento61 páginasTreinamento DigestorLuciano Alves75% (4)
- Programação Extrema XPDocumento4 páginasProgramação Extrema XPtdnetoAinda não há avaliações
- O Mito Do EmpreendedorDocumento4 páginasO Mito Do Empreendedorbia0% (1)
- 5 - RegulamentaçãoDocumento512 páginas5 - RegulamentaçãoMarcos AntônioAinda não há avaliações
- Fatura 15-05Documento58 páginasFatura 15-05Ray MoscarellaAinda não há avaliações
- Norma Brasileira: Abnt NBR 14040-7Documento8 páginasNorma Brasileira: Abnt NBR 14040-7Evandro Sturmer100% (1)
- Heliponto e HeliportoDocumento20 páginasHeliponto e Heliportoproteje8629Ainda não há avaliações
- Laudo de Ensaio Destrutivos 2023Documento35 páginasLaudo de Ensaio Destrutivos 2023Flávio Henrique Cavalcanti de Araújo LuzAinda não há avaliações
- Como Escolher Sua Ferramenta para Torneamento PDFDocumento438 páginasComo Escolher Sua Ferramenta para Torneamento PDFEdson GordianoAinda não há avaliações