Escolar Documentos
Profissional Documentos
Cultura Documentos
Apostila de Controle Dimensional
Enviado por
Geison BarrosoDescrição original:
Direitos autorais
Formatos disponíveis
Compartilhar este documento
Compartilhar ou incorporar documento
Você considera este documento útil?
Este conteúdo é inapropriado?
Denunciar este documentoDireitos autorais:
Formatos disponíveis
Apostila de Controle Dimensional
Enviado por
Geison BarrosoDireitos autorais:
Formatos disponíveis
Curso Técnico em Mecânica
Módulo I – Mecânico Industrial
CONTROLE DIMENSIONAL
Educação Profissional
Created with novaPDF Printer (www.novaPDF.com)
SUMÁRIO
1 – METROLOGIA 04
1.1 – INTRODUÇÃO 04
1.2 – CONSIDERAÇÕES 04
1.3 – OBJETIVOS 04
1.4 – CONCEITO 05
1.5 - FINALIDADE DO CONTROLE 05
1.6 – MEDIÇÃO 05
1.7 – UNIDADE 06
1.8 – PADRÃO 06
1.9 - MÉTODO, INSTRUMENTO E OPERADOR 06
2 - UNIDADES DIMENSIONAIS 08
2.1 - UNIDADES DIMENSIONAIS LINEARES 08
3 - SISTEMA DE MEDIDAS 11
3.1 - TRANSFORMAÇÃO DE MEDIDAS 11
4 – ESCALA 15
4.1 - SISTEMA MÉTRICO 16
4.2 - SISTEMA INGLÊS 16
4.3 - ESCALA DE ENCOSTO 18
4.4 - CARACTERÍSTICAS DE BOA RÉGUA GRADUADA 19
4.5 – CONSERVAÇÃO 19
4.6 - GRADUAÇÃO DA ESCALA 19
5- PAQUÍMETRO 22
5.1 - PRINCÍPIO DE NÔNIO 15
5.2 - CÁLCULO DA RESOLUÇÃO 26
5.3 - ERROS DE LEITURA 27
5.4 – PARALAXE 27
5.5 - PRESSÃO DE MEDIÇÃO 27
5.6 - ERROS DE MEDIÇÃO 28
5.7 - USO DO VERNIER (NÔNIO) 31
5.8 - PROCESSO PARA COLOCAÇÃO DE MEDIDAS 32
5.9 - PROCESSO PARA A LEITURA DE MEDIDAS 33
5.10 – INSTRUMENTO 35
5.11 - MEDIR DIÂMETROS EXTERNOS 36
5.12 - LEITURA DA ESCALA FIXA 39
5.13 - USO DO VERNIER (NÔNIO) 40
5.14 - CÁLCULO DA RESOLUÇÃO 40
5.15 - LEITURA DE MEDIDAS 41
5.16 - INSTRUMENTO 41
5.17 – PAQUÍMETRO 42
5.18 - USO DO VERNIER (NÔNIO) 43
5.19 - LEITURA DE MEDIDAS 44
5.20 - MEDIÇÃO DE DIÂMETROS EXTERNOS 45
Educação Profissional 1
Created with novaPDF Printer (www.novaPDF.com)
6 – MICRÔMETRO 46
6.1 - CARACTERÍSTICAS DO MICRÔMETRO 46
6.2 - TIPOS E USOS 47
6.3 - USO DO MICRÔMETRO 51
6.4 – RECOMENDAÇÕES 53
6.5 – CONSERVAÇÃO 53
6.6 - MICRÔMETRO - SISTEMA MÉTRICO DECIMAL 53
6.7 – INSTRUMENTO 57
6.8 - MEDIÇÃO DE DIÂMETRO EXTERNOS 62
7 - GONIÔMETRO – MEDIÇÃO ANGULAR 67
7.1 - UNIDADES DE MEDIÇÃO ANGULAR 67
7.2 – GONIÔMETRO 70
7.3 - TIPOS E USOS 70
7.4 - DIVISÃO ANGULAR 71
7.5 - LEITURA DO GONIÔMETRO 72
7.6 - UTILIZAÇÃO DO NÔNIO 72
7.7 - CÁLCULO DE RESOLUÇÃO 73
7.8 - PROCESSO DE EXECUÇÃO 74
7.9 – INSTRUMENTO 75
8 - RELÓGIO COMPARADOR 76
8.1 – PRINCÍPIO DE FUNCIONAMENTO 76
8.2 - MONTAGENS USUAIS DO COMPARADOR 77
8.3 - PRECAUÇÃO IMPORTANTE 78
8.4 - SISTEMA DE ENGRENAGEM 78
8.5 - SISTEMA DE ALAVANCA 78
8.6 - AMPLIFICAÇÃO MISTA 79
8.7 - LEITURA DO RELÓGIO 79
8.8 - CONTROLE DE RELÓGIO 80
8.9 – RECOMENDAÇÕES 80
8.10 - FINALIDADE DO SEU USO 80
8.11 - VERIFICAR PLANEZA E PARALELISMO 83
8.12 - DIMENSÕES COM INSTRUMENTOS DE DESLOCAMENTO
84
VERTICAL (COMPARADOR CENTESIMAL)
9 - BLOCOS-PADRÃO E PEÇAS AUXILIARES 89
9.1 - A MEDIÇÃO COM BLOCOS-PADRÃO 89
9.2 - BLOCOS-PADRÃO E PEÇAS AUXILIARES 96
9.3 - CONSTITUIÇÃO DOS BLOCOS-PADRÃO E DOS BLOCOS PROTETORES 97
9.4 - CLASSIFICAÇÃO DOS BLOCOS 97
9.5 - SELEÇÃO DOS BLOCOS 98
9.6 - ADESÃO DOS BLOCOS 98
9.7 - ACESSÓRIOS PARA BLOCOS-PADRÃO 98
9.8 - UTILIZAÇÃO DOS BLOCOS E ACESSÓRIOS 99
9.9 - BLOCOS-PADRÃO ANGULARES 100
9.10 - CILINDROS E ESFERAS CALIBRADAS 100
9.11 - RECOMENDAÇÕES SOBRE SEU USO 101
9.12 - COMPARAR DIMENSÕES COM BLOCOS-PADRÃO 102
9.13 - PROCESSO DE EXECUÇÃO 102
Educação Profissional 2
Created with novaPDF Printer (www.novaPDF.com)
10 - INSTRUMENTOS DE VERIFICAÇÃO E CONTROLE 103
10.1 - RÉGUAS DE CONTROLE 104
10.2 – RÉGUA DE FIO RETIFICADO 104
10.3 – RÉGUAS DE FACES RETIFICADAS OU RASQUETEADAS 104
10.4 - RÉGUA TRIANGULAR PLANA 104
10.5 – CUIDADOS 105
10.6 – ESQUADRO 105
10.7 - COMPASSOS DE PONTA E DE CENTRAR 106
10.8 – GRAMINHO 107
10.9 - MESA DE TRAÇAGEM E CONTROLE 109
10.10 - VERIFICADORES DE ÂNGULOS 110
10.11 - INSTRUMENTOS DE CONTROLE 113
10.12 - CALIBRADORES AJUSTÁVEIS 114
10.13 - NORMAS TÉCNICAS 122
11 - INSTRUMENTOS DE DESLOCAMENTO VERTICAL 124
11.1 - PAQUÍMETRO ESPECIAL 125
11.2 - MICRÔMETRO ÓTICO DE ALTURA 125
11.3 - MICRÔMETRO DE ALTURA 126
12 - TOLERÂNCIAS E AJUSTES 127
12.1 – DEFINIÇÕES 127
12.2 - SISTEMAS DE AJUSTES 130
12.3 - SISTEMA EIXO NORMAL (eixo base) 130
12.4 - SISTEMA FURO NORMAL (furo base) 130
12.5 - SISTEMA MISTO 131
12.6 – AJUSTE 131
12.7 - SISTEMA DE TOLERÂNCIA 133
12.8 – TOLERÂNCIA 134
12.9 - ZONA OU CAMPO DE TOLERÂNCIA 136
12.10 – MONTAGENS 135
12.11 – TOLERÂNCIA 140
12.12 - SISTEMA INTERNACIONAL I.S.O 141
13 - APARELHOS ELETRÔNICOS DE MEDIÇÃO 147
13.1 - TIPOS, CARACTERÍSTICAS E USO 147
13.2 – CARACTERÍSTICAS 148
13.3 - TIPOS E USOS 148
14 - ESTADO DAS SUPERFÍCIES 149
14.1 – RUGOSIDADE 149
14.2 - CRITÉRIOS PARA AVALIAÇÃO DA TEXTURA SUPERFICIAL 149
14.3 - ESTADO DAS SUPERFÍCIES 162
BIBLIOGRAFIA 169
Educação Profissional 3
Created with novaPDF Printer (www.novaPDF.com)
1 - METROLOGIA
1.1 - INTRODUÇÃO
O contato cotidiano com problemas de fabricação tem gerado a necessidade de busca de
informações nas mais variadas literaturas e também, num grande número de vezes, a
complementação e adaptação dessas informações para as condições operacionais do parque fabril
brasileiro. O simples transporte de conceitos operacionais, usados em outros países, para
qualquer sistema produtivo brasileiro pode acarretar sérios problemas, uma vez que os
parâmetros que influem na análise de qualquer processo variam de um país para outro.
As dificuldades que se tem encontrado nesta rotina foram o motivo fundamental de se tentar
agrupar estes conceitos de modo a facilitar seu uso, bem como ampliar as possibilidades de
análise das mais variadas situações.
Esta apostila tem o objetivo de orientar o aluno sobre a Técnica de Produção Industrial, que
trata de métodos de METROLOGIA dentro do CONTROLE DE QUALIDADE e ajudá-lo a seguir a
Trajetória da Aprendizagem rumo a sua vida profissional.
Está inserido nesta apostila os conceitos fundamentais referentes às informações tecnológicas
de cada instrumento de medição e as operações básicas sobre transformação de Unidades e
Tolerância e Ajuste.
1.2 - CONSIDERAÇÕES
Dentro do campo de Mecânica, um dos setores em que encontramos bastante dificuldades é
aquele que se refere a METROLOGIA dentro do CONTROLE DE QUALIDADE. De uma certa
maneira, porque o assunto é um pouco complexo por sua natureza; pelo fato de se desejar valores
exatos e precisos não oferece facilidades. Por outro lado, o que se encontra em bibliografias, ou
é bastante confuso, ou é muito resumido.
Por estas razões, foi preparada esta apostila para facilitar a tarefa dos alunos envolvidos com
este assunto.
1.3 - OBJETIVOS
O objetivo foi o de reunir uma série de dados e recomendações que possibilitasse ao aluno uma
correta e rápida interpretação, sem consultas a outras partes ou elementos especializados.
Educação Profissional 4
Created with novaPDF Printer (www.novaPDF.com)
1.4 - CONCEITO
A metrologia aplica-se a todas as grandezas determinadas e, em particular, às dimensões lineares
e angulares das peças mecânicas. Nenhum processo de usinagem permite que se obtenha
rigorosamente uma dimensão prefixada. Por essa razão, é necessário conhecer a grandeza do
erro tolerável, antes de se escolherem os meios de fabricação e controle convenientes.
1.5 - FINALIDADE DO CONTROLE
Controle não tem por fim somente reter ou rejeitar os produtos fabricados fora das normas;
destina-se, antes, a orientar a fabricação, evitando erros. Representa, por conseguinte, um fator
importante na redução das despesas gerais e no acréscimo da produtividade.
Um controle eficaz deve ser total, isto é, deve ser exercido em todos os estágios de
transformação da matéria, integrando-se nas operações depois de cada fase de usinagem.
Todas as operações de controle dimensional são realizadas por meio de aparelhos e instrumentos;
devem-se, portanto, controlar não somente as peças fabricadas, mas também os aparelhos e
instrumentos verificadores:
- de desgastes, nos verificadores com dimensões fixas;
- de regulagem, nos verificadores com dimensões variáveis.
Isto se aplica também às ferramentas, aos acessórios e às máquinas ferramentas utilizadas na
fabricação.
1.6 - MEDIÇÃO
O conceito de medir traz, em si, uma idéia de comparação. Como só se podem comparar “coisas”
da mesma espécie, cabe apresentar para a medição a seguinte definição, que, como as demais,
está sujeita a contestações:
“Medir é comparar uma dada grandeza com outra da mesma espécie, tomada como unidade”.
Uma contestação que pode ser feita é aquela que se refere à medição de temperatura, pois,
nesse caso, não se comparam grandezas, mas sim, estados.
A expressão “medida de temperatura”, embora consagrada, parece trazer em si alguma
inexatidão: além de não ser grandeza, ela não resiste também a condição de soma e subtração,
que pode ser considerada implícita na própria definição de medir.
Quando se diz que um determinado comprimento tem dois metros, pode-se afirmar que ele é a
metade de outro de quatro metros; entretanto, não se pode afirmar que a temperatura de
quarenta graus centígrados é duas vezes maior que uma de vinte graus, e nem a metade de outra
de oitenta.
Portanto, para se medir um comprimento, deve-se primeiramente escolher outro que sirva como
unidade e verificar quantas vezes a unidade cabe dentro do comprimento por medir. Uma
superfície só pode ser medida com unidade de superfície; um volume, com unidade de volume; uma
velocidade, com unidade de velocidade; uma pressão, com unidade de pressão, etc.
Educação Profissional 5
Created with novaPDF Printer (www.novaPDF.com)
1.7 - UNIDADE
Entende-se por unidade um determinado valor em função do qual outros valores são enunciados.
Usando-se a unidade METRO, pode-se dizer, por exemplo, qual é o comprimento de um corredor.
A unidade é fixada por definição e independe do prevalecimento de condições físicas como
temperatura, grau higroscópico (umidade), pressão, etc.
1.8 - PADRÃO
O padrão é a materialização da unidade; é influenciada por condições físicas, podendo-se mesmo
dizes que é a materialização da unidade, somente sob condições específicas. O mesmo padrão, por
exemplo, tem o comprimento de um metro, somente quando este a uma determinada temperatura,
a uma determinada pressão e suportado, também, de um modo definido. É óbvio que a mudança de
qualquer uma dessas condições alterará o comprimento original.
1.9 - MÉTODO, INSTRUMENTO E OPERADOR
Um dos mais significativos índices de processo, em todos os ramos da atividade humana, é a
perfeição dos processos metrológicos que neles se empregam. Principalmente no domínio da
técnica, a Metrologia é de importância transcendental.
O sucessivo aumento de produção e a melhoria de qualidade requerem um ininterrupto
desenvolvimento e aperfeiçoamento na técnica de medição; quanto maiores são as exigências, com
referência à qualidade e ao rendimento, maiores são as necessidades de aparatos, ferramentas
de medição e elementos capazes.
Na tomada de quaisquer medidas, devem ser considerados três elementos fundamentais: o
método, o instrumento e o operador.
1.9.1 – Método
a) MEDIÇÃO DIRETA
Consiste em avaliar a grandeza por medir, por comparação direta com instrumentos, aparelhos e
máquinas de medir.
Esse método é, por exemplo, empregado na confecção de peças-protótipo, isto é, peças originais
utilizadas como referência, ou ainda, quando o número de peças por executar for relativamente
pequeno.
b) MEDIÇÃO INDIRETA POR COMPARAÇÃO
Medir por comparação é determinar a grandeza de uma peça com relação a outra, de padrão ou
dimensão aproximada: daí a expressão: medição indireta.
1.9.2 - Instrumentos de medição
Educação Profissional 6
Created with novaPDF Printer (www.novaPDF.com)
A exatidão relativa das medidas depende, evidentemente, da qualidade dos instrumentos de
medição empregados. Assim, a tomada de um comprimento com um metro defeituoso dará
resultado duvidoso, sujeito a contestações. Portanto, para a tomada de uma medida, é
indispensável que o instrumento esteja aferido e que sua aproximação permita avaliar a grandeza
em causa, com a precisão exigida.
1.9.3 – Operador
O operador é, talvez, dos três, o elemento mais importante. É ele a parte inteligente na
apreciação das medidas. De sua habilidade depende, em grande parte, a precisão conseguida. Um
bom operador, servindo-se de instrumentos relativamente débeis, consegue melhores resultados
do que um operador inábil com excelentes instrumentos.
Deve, pois, o operador, conhecer perfeitamente os instrumentos que utiliza, ter iniciativa para
adaptar às circunstâncias, o método mais aconselhável e possuir conhecimentos suficientes para
interpretar os resultados encontrados.
1.9.4 - Laboratório de metrologia
Nos casos de medição de peças muito precisas, torna-se necessária uma climatização do local;
esse local deve satisfazer às seguintes exigências:
1- temperatura constante;
2- grau higrométrico correto;
3- ausência de vibrações e oscilações;
4- espaço suficiente;
5- boa iluminação e limpeza.
- TEMPERATURA, UMIDADE, VIBRAÇÃO E ESPAÇO
A Conferência Internacional do Ex-Comite I.S. fixou em 20°C a temperatura de aferição dos
instrumentos destinados a verificar as dimensões ou formas.
Em conseqüência, o laboratório deverá ser mantido dentro dessa temperatura, sendo tolerável a
variação de mais ou menos 1°C; para isso, faz-se necessária a instalação de reguladores
automáticos. A umidade relativa do ar não deverá ultrapassar 55%, é aconselhável instalar um
higrostato (aparelho regulador de umidade); na falta deste, usa-se o CLORETO DE CÁLCIO
INDUSTRIAL, cuja propriedade química retira cerca de 15% da umidade relativa do ar.
Para proteger as máquinas e aparelhos contra a vibração do prédio, forra-se a mesa com tapete
de borracha, com espessura de 15 a 20mm, e sobre este se coloca uma chapa de aço, de 6mm.
No laboratório, o espaço deve ser suficiente para acomodar em armários todos os instrumentos e,
ainda, proporcionar bem-estar a todos que nele trabalham.
Educação Profissional 7
Created with novaPDF Printer (www.novaPDF.com)
- ILUMINAÇÃO E LIMPEZA
A iluminação deve ser uniforme, constante e disposta de maneira que evite ofuscamento. Nenhum
dispositivo de precisão deve estar exposto ao pó, para que não haja desgastes e para que as
partes óticas não fiquem prejudicadas por constantes limpezas. O local de trabalho deverá ser o
mais limpo e organizado possível, evitando-se que as peças fiquem umas sobre as outras.
2 - UNIDADES DIMENSIONAIS
As unidades de medidas dimensionais representam valores de referência, que permitem:
Expressar as dimensões de objetivos (realização de leituras de desenhos mecânicos);
Confeccionar e, em seguida, controlar as dimensões desses objetivos (utilização de
aparelhos e instrumentos de medidas).
Exemplo: A altura da torre EIFFEL é de 300 metros; a espessura de uma folha de papel para
cigarros é de 30 micrômetros.
A torre EIFFEL e a folha de papel são objetos;
A altura e a espessura são grandezas;
300 metros e 30 micrômetros são unidades.
2.1 - UNIDADES DIMENSIONAIS LINEARES
2.1.1 - Sistema métrico decimal
- HISTÓRICO
O metro, unidade fundamental do sistema métrico, criado na França em 1795, é praticamente
igual à décima milionésima parte do quarto do meridiano terrestre (fig.2.1); esse valor, escolhido
por apresentar caráter mundial, foi adotado, em 20 de maio de 1875, como unidade oficial de
medidas por dezoito nações.
Observação: Em 26 de junho de 1862, a lei imperial nº 1 157 adotava, no Brasil, o sistema métrico
decimal.
Educação Profissional 8
Created with novaPDF Printer (www.novaPDF.com)
AB = 1/4 do meridiano
Figura 2.1
- DEFINIÇÃO DO METRO
O metro é definido por meio da radiação correspondente à transição entre os níveis 2 p 10 e 5 d
5 do átomo de criptônio 86 e é igual, por convenção, a 1 650 763,73 vezes o comprimento dessa
onda no vácuo.
O 2 p 10 e 5 d 5 representa a radiação por usar no raio-vermelho-laranja do criptônio 86. Seu
comprimento de onda é de 0,6057 micrômetros.
- METRO-PADRÃO UNIVERSAL
O metro-padrão universal é a distância materializada pela gravação de dois traços no plano
neutro de uma barra de liga bastante estável, composta de 90% de platina e 10% de irídio, cuja
secção, de máxima rigidez, tem a forma de um X (fig. 2.2).
Figura 2.2
- MÚLTIPLOS E SUBMÚLTIPLOS DO METRO
Tabela 2.1 – Múltiplos e submúltiplos do metro
Terâmetro Tm 1012 1 000 000 000 000 m
Gigâmetro Gm 109 1 000 000 000 m
Educação Profissional 9
Created with novaPDF Printer (www.novaPDF.com)
Megâmetro Mm 106 1 000 000 m
Quilômetro Km 103 1 000 m
Hectômetro hm 102 100 m
Decâmetro dam 101 10 m
METRO (unidade) M 1m
decímetro dm 10-1 0,1 m
centímetro cm 10-2 0,01 m
milímetro mm 10-3 0,001 m
micrômetro m 10-6 0,000 001 m
nanômetro nm 10-9 0,000 000 001 m
picômetro pm 10-12 0,000 000 000 001 m
femtômetro fm 10-15 0,000 000 000 000 001 m
attômetro am 10-18 0,000 000 000 000 000 001 m
- UNIDADES NÃO OFICIAIS
Sistema Inglês e Americano
Os países anglo-saxões utilizam um sistema de medidas baseado na jarda imperial (yard) e seus
derivados não decimais, em particular a polegada inglesa (inch), equivalente a 25,399 956 mm à
temperatura de 0°C.
Os americanos adotam a polegada milesinal, cujo valor foi fixado em 25,400 050 8 mm à
temperatura de 16 2/3°C.
Em razão da influência anglo-saxônica na fabricação mecânica, emprega-se freqüentemente, para
as medidas industriais, à temperatura de 20°C, polegada de 25,4mm.
Observação: Muito embora a polegada esteja com data de extinção marcada,, será aplicada em
nosso curso, em virtude do grande número de máquinas e aparelhos utilizados pelas indústrias no
Brasil que obedecem a esses sistemas.
- NORMAS GERAIS DE MEDIÇÃO
Medição é uma operação simples, porém poderá ser bem efetuada por aqueles que se preparam
para tal fim.
O aprendizado de medição deverá ser acompanhado por um treinamento, quando o aluno será
orientado segundo as normas gerais de medição.
Normas gerais de medição:
1- Tranqüilidade;
2- Limpeza;
3- Cuidado;
4- Paciência;
5- Senso de responsabilidade;
6- Sensibilidade;
7- Finalidade da posição medida;
8- Instrumento adequado;
9- Domínio sobre o instrumento.
Educação Profissional 10
Created with novaPDF Printer (www.novaPDF.com)
- RECOMENDAÇÕES
Os instrumentos de medição são utilizados para determinar grandezas. A grandeza pode ser
determinada por comparação e por leitura em escala ou régua graduada.
É dever de todos os profissionais zelar pelo bom estado dos instrumentos de medição, mantendo-
se assim por maior tempo sua tal precisão.
Evite
1- choques, queda, arranhões, oxidação e sujeira;
2- misturar instrumentos;
3- cargas excessivas no uso, medir provocando atrito entre a peça e o instrumento;
4- medir peças cuja temperatura, quer pela usinagem quer por exposição a uma fonte de
calor, esteja fora da temperatura de referência;
5- medir peças sem importância com instrumentos caros.
Cuidados
1- USE proteção de madeira, borracha ou feltro, para apoiar os instrumentos;
2- DEIXE a peça adquirir a temperatura ambiente, antes de tocá-la com o instrumento de
medição.
3 - SISTEMA DE MEDIDAS
3.1 - TRANSFORMAÇÃO DE MEDIDAS
1ª TRANSFORMAÇÃO
Transformar polegada em milímetro.
1º CASO- Transformar polegadas inteiras em milímetros.
Para se transformar polegada inteira em milímetros, multiplica-se 25,4 mm, pela quantidade de
polegadas por transformar.
Ex.: Transformar 3” em milímetros
25,4 x 3 = 72,2 mm 25,4
x3
76,2
2º CASO- Transformar fração da polegada em milímetro.
Quando o número for fracionário, multiplica-se 25,4 mm pelo numerador da fração e divide-se o
resultado pelo denominador.
25,4
Ex.: Transformar 5/8” em milímetro. x 5
127,0 8
25,4 x 5 = 15,875 mm 47 15,875
70
8
60
40
Educação Profissional 11
0
Created with novaPDF Printer (www.novaPDF.com)
3º CASO- Transformar polegada inteira e fracionária em milímetro.
Quando o número for misto, inicialmente se transforma o número misto em uma fração imprópria
e, a seguir, opera-se como no 2º caso.
Ex.: Transformar 1 3” em milímetros.
4
1 3” = 1x4+3 = 7 -
4 4 4
7 = 25,4 x 7 = 44,45 mm
4 4
2ª TRANSFORMAÇÃO
Transformar milímetro em polegada.
Para se transformar milímetro em polegada, divide-se a quantidade de milímetros por 25,4 e
multiplica-se o resultado por uma das divisões da polegada, dando-se para denominador a mesma
divisão tomada, e, a seguir, simplifica-se a fração ao menor numerador.
Ex.: Transformar 9,525 mm em polegadas.
( 9,525 : 25,4 ) 128 = 0,375 x 128 = 48 -
128 128 128
0,375
Simplificando a fração teremos: x 128 –
3000
750
375 -
48 = 24 = 12 = 6 = 3” -
48.000
128 64 32 16 8
- APLICANDO OUTRO PROCESSO
Multiplica-se a quantidade de milímetros pela constante 5,04, dando-se como denominador à
parte inteira do resultado da multiplicação a menor fração da polegada, simplificando-se a fração,
quando necessário.
9,525
Ex.: Transformar 9,525 mm em polegadas. x 5,04 –
38100
9,525 x 5,04 = 48 -
477250 -
128 128
48,10600
Simplificando a fração teremos: 48 = 24 = 12 = 6 = 3” -
128 64 32 16 8
Após a aprendizagem de mais um sistema de unidade de medidas, aumentaremos a nossa relação
de transformação de medidas.
Educação Profissional 12
Created with novaPDF Printer (www.novaPDF.com)
3ª TRANSFORMAÇÃO
Transformar sistema inglês ordinário em decimal.
Para se transformar sistema inglês ordinário em decimal, divide-se o numerador da fração pelo
denominador.
Ex.: Transformar 7/8” em decimal. 70 8
60 0,875
7” = 0,875” 40
8 0
4ª TRANSFORMAÇÃO
Transformar sistema inglês decimal em ordinário.
Para se transformar sistema inglês decimal em ordinário, multiplica-se valor em decimal por uma
das divisões da polegada, dando-se para denominador a mesma divisão tomada, simplificando-se a
fração, quando necessário.
Ex.: Transformar 0,3125 em sistema inglês ordinário.
0,3125” x 128 = 40 -
128 128
Simplificando a fração teremos: 40 = 20 = 10 = 5” -
128 64 32 16
0,3125
x 128 –
25000
6250
3125 -
40,0000
Com os dois tipos de transformação de medidas apresentados nesta folha, completamos o total
dos seis mais freqüentemente utilizados pelo Inspetor de Medição.
5ª TRANSFORMAÇÃO
Transformar polegada decimal em milímetro.
Para se transformar polegada decimal em milímetro, multiplica-se o valor em decimal da polegada
por 25,4.
Ex.: Transformar 0,875” em milímetro. 0,875
x 25,4 –
0,875” x 25,4 = 22,225 mm 3500
4375
1750 -
22,2250
6ª TRANSFORMAÇÃO
Transformar milímetro em polegada decimal.
Educação Profissional 13
Created with novaPDF Printer (www.novaPDF.com)
Para se transformar milímetro em polegada decimal, podemos utilizar dois processos:
1º Processo – Divide-se o valor em milímetro por 25,4.
Ex.: Transformar 3,175 mm em polegada decimal.
3,175 : 25,4 = 0,125” 3,1750 25400
063500 0,125
127000
00000
2º Processo- Multiplica-se o valor em milímetro pela constante 0,03937”.
Observação: A constante 0,03937” corresponde à quantidade de milésimos de polegada contida
em milímetro.
1 mm = 0,03937
Exemplo – Transformar 3,175mm em polegada decimal.
3,175
3,175 x 0,03937” = 0,125”
x 0,03937 -
22225
9525
28575
9525 -
0,12499975 ~ = 0,125”
Observação: A diferença do resultado entre o 1º e o 2º processo, conforme mostram os
exemplos acima, passa a ser desprezível, considerando-se ambos os processos corretos.
Tabela 3.1 - Tabela de Conversão
Educação Profissional 14
Created with novaPDF Printer (www.novaPDF.com)
4 – ESCALA
O mais elementar instrumento de medição utilizado nas oficinas é a régua graduada (escala). É
usada para tomar medidas lineares, quando não há exigência de grande precisão. Para que seja
completa e tenha caráter universal, deverá ter graduações do sistema métrico e do sistema
inglês (fig.4.1).
Figura 4.1 – Escala
Educação Profissional 15
Created with novaPDF Printer (www.novaPDF.com)
4.1 - SISTEMA MÉTRICO
Graduação em milímetros (mm). 1 mm = 1m -
1000
4.2 - SISTEMA INGLÊS
Graduação em polegadas(“). 1” = 36ª parte da jarda
A escala ou régua graduada é construída de aço, tendo sua graduação inicial situada na
extremidade esquerda. É fabricada em diversos comprimentos: 6” (152,4mm), 12” (304,8mm).
A régua graduada apresenta-se em vários tipos, conforme mostram as figuras 4.2, 4.3 e 4.4.
Figura 4.2 - Régua de encosto interno
Figura 4.3 - Régua de profundidade
Figura 4.4 - Régua de dois encostos (usada pelo ferreiro)
O uso da régua graduada torna-se freqüente nas oficinas, conforme mostram as figuras 4.5, 4.6,
4.7, 4.8, 4.9, 4.10 e 4.11.
Figura 4.5 - Medição de comprimento com fase de referência
Educação Profissional 16
Created with novaPDF Printer (www.novaPDF.com)
Figura 4.6 - Medição de comprimento sem encosto de referência
Figura 4.7 - Medição de profundidade e rasgo
Figura 4.8 - Medição de comprimento com face interna de referência
Figura 4.9 - Medição de profundidade de furo não vazado.
Educação Profissional 17
Created with novaPDF Printer (www.novaPDF.com)
Figura 4.10 - Medição de comprimento com apoio em um plano
Figura 4.11 - Medição de diâmetro
Enquanto forja uma peça, procurando dar-lhe formas e dimensões determinadas, o ferreiro
necessita verificar medidas com freqüência. Para isso, usa o instrumento denominado ESCALA
DE ENCOSTO ou ESCALA DO FERREIRO.
4.3 - ESCALA DE ENCOSTO
É um instrumento de medição linear, de aço temperado, que apresenta a particularidade de ter
uma saliência (ENCOSTO) na extremidade. Explica-se a necessidade desta saliência. Trabalhando
sempre com peças aquecidas, em parte ou no todo, o ENCOSTO facilita ao ferreiro aplicar a
escala na peça. (figuras 4.12 e 4.13).
Figura 4.12 - Escala de encosto (vista de um lado)
Figura 4.13 - Escala de encosto (vista do lado oposto)
MODO DE USAR – Põe-se o encosto em contato com a peça, e, como está segurando a escala pelo
punho (figura 4.14 e 4.15), ajusta-se a mesa à peça, fazendo-se, em seguida, a leitura rápida da
medida.
Figura 4.14 - Medição a partir da face externa do encosto
Educação Profissional 18
Created with novaPDF Printer (www.novaPDF.com)
Figura 4.15 - Medição a partir da face interna do encosto
As divisões menores são de 1mm e de 1/16”. Numa mesma borda, a graduação em polegada
corresponde, a outro lado da escala, à graduação métrica (figura 4.12 e 4.13). Os comprimentos
da escala do ferreiro são variados, usando-se mais a escala longa, de 20” (508mm). A escala não
deve ficar muito tempo em contato com as partes aquecidas.
4.4 - CARACTERÍSTICAS DE BOA RÉGUA GRADUADA
1- Ser, de preferência, de aço inoxidável;
2- Ter graduação uniforme;
3- Apresentar traços bem finos, profundos e salientados em preto.
4.5 - CONSERVAÇÃO
1- Evitar quedas e contato com ferramentas de trabalho;
2- Evitar flexioná-la ou torcê-la, para que não se empene ou quebre;
3- Limpe-a após o uso, para remover o suor e a sujeira;
4- Aplique-lhe ligeira camada de óleo fino, antes de guardá-la.
4.6 - GRADUAÇÃO DA ESCALA
4.6.1 - Sistema Inglês Ordinário
Representações (“) polegada – 1” = uma polegada
da (IN) polegada – 1 IN = uma polegada
Polegada (INCH) palavra inglesa que significa POLEGADA.
Intervalo referente a 1” (ampliado)
Figura 4.16
As graduações da escala são feitas dividindo-se a polegada em 2, 4, 8, e 16 partes iguais,
existindo em alguns casos escalas com 32 divisões (figs. 4.17, 4.18, 4.19, 4.20 e 4.21).
Educação Profissional 19
Created with novaPDF Printer (www.novaPDF.com)
Dividindo 1” por 2, teremos: 1:2 = 1 x 1 = 1 .
2 2
Figura 4.17
Dividindo 1” por 4, teremos: 1:4 = 1 x 1 = 1 .
4 4
Figura 4.18
A distância entre traços = 1 . Somando as frações, teremos:
4
1 + 1 = 2 (2) = 1 ; 1 + 1 + 1 = 3 -
4 4 4 (2) 2 4 4 4 4
Observação: Operando com frações ordinárias, sempre que o resultado é numerador par,
devemos simplificar a fração.
Exemplo: 1 + 1 = 2 - Simplificando, teremos: = 2 (2) = 1 -
4 4 4 4 (2) 2
Dividindo 1” por 8, teremos: 1:8 = 1 x 1 = 1 .
8 8
Figura 4.19
Dividindo 1” por 8, teremos: 1 : 8 = 1 x 1 = 1 -
8 8
A distância entre traços = 1 - . Somando as frações teremos:
8
1 + 1 = 2 (2) = 1 ; 1 + 1 + 1 = 3 -
8 8 8 (2) 4 8 8 8 8
1 + 1 + 1 + 1 = 4 (2) = 2 (2) = 1 -
8 8 8 8 8 (2) 4 (2) 2
Prosseguindo a soma, encontraremos o valor de cada traço (fig. 4.19).
Educação Profissional 20
Created with novaPDF Printer (www.novaPDF.com)
Dividindo 1” por 16, teremos: 1 x 1 = 1 .
16 16
Figura 4.20
A distância entre traços = 1 - . Somando as frações teremos:
16
1 + 1 = 2 (2) = 1 ; 1 + 1 + 1 = 3 -
16 16 16 (2) 8 16 16 16 16
Prosseguindo a soma, encontraremos o valor de cada traço (fig. 4.20).
Dividindo 1” por 32, teremos: 1:32 = 1 x 1 = 1 .
32 32
Figura 4.21
Dividindo 1” por 32, teremos: 1 : 32 = 1 x 1/31 = 1”/32
A distância entre traços = 1”/32. Somando as frações teremos:
Prosseguindo a soma, encontraremos o valor de cada traço (fig. 4.21).
4.6.2 - Sistema Métrico Decimal
1 METRO = 10 DECÍMETROS
1m = 10dm
1 DECÍMETRO = 10 CENTÍMETROS
1 dm = 10cm
1 CENTÍMETRO = 10 MILÍMETROS
1 cm = 10 mm
Intervalo referente a 1 cm (ampliado)
Figura 4.22
A graduação da escala consiste em dividir 1 cm em 10 partes iguais (fig. 4.23).
Educação Profissional 21
Created with novaPDF Printer (www.novaPDF.com)
1cm : 10 = 1mm
A distância entre traços = 1mm
Figura 4.23
Figura 4.24
Na figura 4.24, no sentido da seta, podemos ler 13 mm.
5- PAQUÍMETRO
Utilizado para a medição de peças, quando a quantidade não justifica um instrumental específico
e a resolução requerida não desce a menos de 0,02mm, 1” e 0,001” (fig.5.1).
128
Figura 5.1
É um instrumento finamente acabado, com as superfícies planas e polidas. O cursor é ajustado à
régua, de modo que permita a sua livre movimentação com um mínimo de folga. Geralmente é
construído de aço inoxidável, e suas graduações referem-se a 20°C. A escala é graduada em
milímetros e polegadas, podendo a polegada ser fracionária ou milesimal. O cursor é provido de
uma escala, chamada nônio ou vernier, que se desloca em frente às escalas da régua e indica o
valor da dimensão tomada.
Educação Profissional 22
Created with novaPDF Printer (www.novaPDF.com)
Educação Profissional 23
Created with novaPDF Printer (www.novaPDF.com)
Educação Profissional 24
Created with novaPDF Printer (www.novaPDF.com)
5.1 - PRINCÍPIO DE NÔNIO
A escala do cursor, chamada nônio (designação dada pelos portugueses em homenagem a Pedro
Numes, a quem é atribuída sua invenção) ou vernier (denominação dada pelos franceses em
homenagem a Pierre Vernier, que eles afirmam ser o inventor), consiste na divisão do valor N de
uma escala graduada fixa por N.1 (nº de divisões) de uma escala graduada móvel (fig. 5.2).
Figura 5.2
Tomando o comprimento total do nônio, que é igual a 9mm (fig. 2), e dividindo pelo nº de divisões
do mesmo (10 divisões), concluímos que cada intervalo da divisão do nônio mede 0,9mm (fig. 5.3).
NÔNIO
9mm : 10 = 0,9mm
Figura 5.3
Observando a diferença entre uma divisão da escala fixa e uma divisão de nônio (fig. 5.4),
concluímos que cada divisão do nônio é menor 0,1mm do que cada divisão da escala fixa. Essa
diferença é também a resolução máxima fornecida pelo instrumento.
ESCALA
NÔNIO 1mm - 0,9mm = 0,1mm
Figura 5.4
Assim sendo, se fizermos coincidir o 1º traço do nônio com o da escala fixa, o paquímetro estará
aberto em 0,1mm (fig. 5.5). Coincidindo o 2º traço com o 0,2mm (fig. 5.6). O 3º traço com 0,3mm
(fig. 5.7) e assim sucessivamente.
Educação Profissional 25
Created with novaPDF Printer (www.novaPDF.com)
Figura 5.5 Figura 5.6
Figura 5.7
5.2 - CÁLCULO DA RESOLUÇÃO
Para se calcular a resolução dos paquímetros, divide-se o menor valor da escala principal (escala
fixa), pelo número de divisões da escala móvel (nônio).
A aproximação se obtém, pois, com a fórmula:
a= e–
n
a = resolução
e = menor valor da escala principal (fixa)
n = número de divisões do nônio (vernier)
Exemplo (fig. 5.8)
e = 1mm
n = 20 divisões
a= 1mm = 0,05mm
20 Figura 5.8
Observação: O cálculo da resolução obtido pela divisão do menor valor da escala principal pelo
número de divisões de nônio, é aplicado a todo e qualquer instrumento de medição possuidor de
nônio, tais como: paquímetros, micrômetros, goniômetro, etc.
Educação Profissional 26
Created with novaPDF Printer (www.novaPDF.com)
5.3 - ERROS DE LEITURA
São causados por dois fatores:
a) paralaxe;
b) pressão de medição
5.4 – PARALAXE
O cursor onde é gravado o nônio, por razões técnicas, tem uma espessura mínima a. Assim, os
traços de nônio TN são mais elevados que os traços da régua TM (fig. 5.9).
Figura 5.9
Colocando-se o paquímetro perpendicularmente a nossa vista e estando superpostos os traços TN
e TM, cada olho proteja o traço TN em posições opostas (fig. 5.10).
Figura 5.10
A maioria das pessoas possui maior acuidade visual em um dos olhos, o que provoca erro de
leitura.
Recomenda-se a leitura feita com um só olho, apesar das dificuldades em encontrar-se a posição
certa.
5.5 - PRESSÃO DE MEDIÇÃO
É a pressão necessária para se vencer o atrito do cursor sobre a régua, mais a pressão de
contato com a peça por medir. Em virtude do jogo do cursor sobre a régua, que é compensado
pela mola F (fig. 5.11), a pressão pode resultar numa inclinação do cursor em relação à
perpendicular à régua (fig. 5.12). Por outro lado, um cursor muito duro elimina completamente a
Educação Profissional 27
Created with novaPDF Printer (www.novaPDF.com)
sensibilidade do operador, o que pode ocasionar grandes erros. Deve o operador regular a mola,
adaptando o instrumento à sua mão.
Figura 5.11 Figura 5.12
5.6 - ERROS DE MEDIÇÃO
Estão classificados em erros de influências objetivas e de influências subjetivas.
a) INFLUÊNCIAS OBJETIVAS: São aqueles motivados pelo instrumento:
- erros de planidade;
- erros de paralelismo;
- erros de divisão da régua;
- erros de divisão nônio;
- erros de colocação em zero.
b) INFLUÊNCIAS SUBJETIVAS: São aqueles causados pelo operador (erros de leitura).
Observação: Os fabricantes de instrumento de medição fornecem tabelas de erros admissíveis,
obedecendo às normas existentes, de acordo, com a resolução do instrumento.
Dos diversos tipos de paquímetros existentes, mostramos alguns exemplos (figs. 5.13 a 5.23).
Figura 5.13 - Medição interna Figura 5.14 - Medição externa
Educação Profissional 28
Created with novaPDF Printer (www.novaPDF.com)
Figura 5.15 - Medição de profundidade Figura 5.16 - Paquímetro de profundidade
Figura 5.17 – Paquímetro com bicos longos, para medição em posição profundade
Educação Profissional 29
Created with novaPDF Printer (www.novaPDF.com)
Figura 5.19 - Paquímetro de altura
equipado com relógio comparador
Figura 5.18 – Paquímetro de altura
Figura 5.20 - Paquímetro de nônio duplo
para medição da espessura de dente de
engrenagem.
Figura 5.21
Educação Profissional 30
Created with novaPDF Printer (www.novaPDF.com)
Figura 5.22 Figura 5.23
Para efetuarmos leitura de medida em um paquímetro do sistema inglês ordinário, faz-se
necessário conhecermos bem todos os valores dos traços da escala (fig. 5.24).
NÔNIO
Valor de cada traço da escala fixa = 1” ESCALA FIXA
16
Figura 5.24
Assim sendo, se deslocarmos o cursor do paquímetro até que o traço zero do nônio coincida com o
primeiro traço da escala fixa, a leitura da medida será 1/16” (fig. 5.25), no segundo traço, 1/8”
(fig. 5.26), no décimo traço, 5/8” (fig. 5.27).
Figura 5.25 Figura 5.26 Figura 5.27
5.7 - USO DO VERNIER (NÔNIO)
Através do nônio podemos registrar no paquímetro várias outras frações da polegada, e o
primeiro passo será conhecer qual a resolução do instrumento.
Educação Profissional 31
Created with novaPDF Printer (www.novaPDF.com)
a= e–
n
e = 1/16” a = 1/16 : 8 = 1/16 x 1/128”
n = 8 divisores a = 1/128”
Sabendo que o nônio possui 8 divisores, sendo a resolução do paquímetro 1/128, podemos
conhecer o valor dos demais traços (fig. 5.28).
Figura 5.28
Observando a diferença entre uma divisão da escala fixa e uma divisão do nônio (fig. 5.29),
concluímos que cada divisão do nônio é menor 1/128 do que cada divisão da escala fixa.
Figura 5.29
Assim sendo, se deslocarmos o cursor do paquímetro até que o primeiro traço do nônio coincida
com o da escala fixa, a leitura da medida será 1/128” (fig. 5.30), o segundo traço 1/64” (fig. 5.31),
o terceiro traço 3/128” (fig. 5.32) , o quarto traço 1/32”, e assim sucessivamente.
Figuras 5.30 Figura 5.31 Figura 5.32
Observação: Para a colocação de medidas, assim como para leituras de medidas feitas em
paquímetro do sistema inglês ordinário, utilizaremos os seguintes processos:
5.8 - PROCESSO PARA COLOCAÇÃO DE MEDIDAS
1º Exemplo – Colocar no paquímetro a medida 33/128”.
Divide-se o numerador da fração pelo último algarismo do denominador.
Educação Profissional 32
Created with novaPDF Printer (www.novaPDF.com)
33 33 8
:
12 8 1 4
O quociente encontrado na divisão será o número de traços por deslocar na escala fixa pelo zero
do nônio (4 traços). O resto encontrado na divisão será a concordância do nônio, utilizando-se o
denominador da fração pedida (128) (fig. 5.33).
Figura 5.33
2º Exemplo – Colocar o paquímetro a medida 45/64” (fig. 5.34).
Figura 5.34
45 45 4
: Número de traços a
64 05 11
1 deslocar pelo zero do
nônio na escala fixa
Concordância do nônio
utilizando o denominador
da fração pedida.
5.9 - PROCESSO PARA A LEITURA DE MEDIDAS
1º Exemplo – Ler a medida da figura 5.35.
Figura 5.35
Multiplica-se o número de traços da escala fixa ultrapassados pelo zero do nônio, pelo último
algarismo do denominador da concordância do nônio. O resultado da multiplicação soma-se com o
numerador, repetindo-se o denominador da concordância.
Educação Profissional 33
Created with novaPDF Printer (www.novaPDF.com)
+
6 1 49”
=
x
12 8 128
2º Exemplo- Ler a medida da figura 5.36.
Figura 5.36
+
9 1 37”
=
x
64 64
Leitura da
Número de traços da Concordância
medida.
escala fixa ultrapassados do nônio
pelo zero do nônio.
3º Exemplo – Ler a medida da figura 5.37.
Figura 5.37
+
6 1 13”
=
x
32 32
Leitura da
Número de traços da Concordância
medida.
escala fixa ultrapassados do nônio
pelo zero do nônio.
4º Exemplo: Ler a medida da figura 5.38.
Figura 5.38
Educação Profissional 34
Created with novaPDF Printer (www.novaPDF.com)
Observação: Em medidas como as do exemplo da figura 5.38, abandonamos a parte inteira e
fazemos a contagem dos traços, como se iniciássemos a operação. Ao final da aplicação do
processo, incluímos a parte inteira antes da fração encontrada.
+
4 7 39” 1 39”
=
x
12 8 128 128
5.10 – INSTRUMENTO
RESOLUÇÃO DO INSTRUMENTO
MEDINDO: CORPOS DE PROVA PADRÃO
PADRÃO – Nº 1 PADRÃO Nº 2 PADRÃO Nº 3 PADRÃO Nº 4
MEDIDAS MEDIDAS MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID.
1 1 1 1
2 2 2 2
3 3 3 3
4 4 4 4
5 5 5 5
6 6 6 6
7 7 7 7
PADRÃO – Nº 5 PADRÃO Nº 6 PADRÃO Nº 7
MEDIDAS MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID.
1 1 1
Educação Profissional 35
Created with novaPDF Printer (www.novaPDF.com)
2 2 2
3 3 3
4 4 4
5 5 5
6 6 6
7 7 7
5.11 - MEDIR DIÂMETROS EXTERNOS
Medir diâmetro externo é uma operação freqüentemente realizada pelo Inspetor de Medição, a
qual deve ser feita corretamente, a fim de se obter uma medida precisa e sem se danificar o
instrumento de medição.
5.11.1 - Processo de execução
CASO I- MEDIÇÃO EXTERNA
1º Passo – POSICIONE O PADRÃO
a- Observe o número do padrão (fig. 5.39)
b- Apóie o padrão sobre a mesa, com a face numerada para baixo, ao lado esquerdo da folha de
tarefa (fig. 42).
Figura 5.39 Figura 5.40
2º Passo – SEGURE O PAQUÍMETRO
Observação: Utilize a mão direita (fig. 5.41)
Figura 5.41
Educação Profissional 36
Created with novaPDF Printer (www.novaPDF.com)
3º Passo – FAÇA A LIMPEZA DOS ENCOSTOS
Observação: Utilize uma folha de papel limpo.
a- Desloque o cursor do paquímetro;
b- Coloque a folha de papel entre os encostos;
c- Feche o paquímetro até que a folha de papel fique presa entre os encostos;
d- Desloque a folha de papel para baixo.
4º Passo – FAÇA A PRIMEIRA MEDIDA.
a- Desloque o cursor, até que o encosto apresente uma abertura maior que a primeira medida por
fazer no padrão;
b- Encoste o centro do encosto fixo em uma das extremidades do diâmetro por medir (fig. 5.42);
Figura 5.42
c- Feche o paquímetro suavemente, até que o encosto móvel toque a outra extremidade do
diâmetro;
d- Exerça uma pressão suficiente para manter a peça ligeiramente presa entre os encostos;
e- Posicione os encostos do paquímetro na peça, de maneira que estejam no plano de medição;
f- Utilize a mão esquerda, para melhor sentir o plano de medição (fig. 5.43);
Figura 5.43
g- Faça a leitura da medida;
h- Abra o paquímetro e retire-o da peça, sem que os encostos a toquem;
i- Registre a medida feita na folha de tarefa, no local indicado, de acordo com o número do
padrão;
Educação Profissional 37
Created with novaPDF Printer (www.novaPDF.com)
5º Passo – COMPLETE A MEDIÇÃO DOS DEMAIS DIÂMETROS
a- Repita todos os subpassos do 4º passo;
6ºPasso – FAÇA A MEDIÇÃO DOS DEMAIS PADRÕES
a- Troque o padrão por outro de número diferente.
CASO II- MEDIÇÃO INTERNA
1º Passo- FAÇA A MEDIÇÃO
a- Desloque o cursor do paquímetro até obter uma abertura menor que a medida desejada;
b- Introduza as orelhas do paquímetro no furo da peça;
c- Encoste a orelha fixa na superfície interna da peça (fig. 5.44);
Figura 5.44
d- Abra o paquímetro até abranger o diâmetro;
e- Faça uma pressão suficiente para manter o paquímetro ajustado ao furo;
f- Pressione as orelhas do paquímetro na peça até que estejam no plano de medição;
Observação: Utilize a mão esquerda para melhor sentir o plano de medição (fig. 5.45).
Figura 5.45
Educação Profissional 38
Created with novaPDF Printer (www.novaPDF.com)
2º Passo – FAÇA A LEITURA
3º Passo – Feche o paquímetro e retire-o da peça, evitando o atrito das orelhas com a parede do
furo.
CASO III – MEDIÇÃO DE PROFUNDIDADE
1º Passo – FAÇA A MEDIÇÃO
a- Apóie o topo da haste do paquímetro na face da extremidade rebaixada (fig. 5.46);
Figura 5.46
b- Desloque o cursor do paquímetro até que o topo da haste de profundidade toque o fundo do
rebaixo (fig. 5.47);
Figura 5.47
c- Retire o paquímetro e faça a leitura;
5.12 - LEITURA DA ESCALA FIXA
Figura 5.48
Educação Profissional 39
Created with novaPDF Printer (www.novaPDF.com)
Valor de cada traço da escala fixa = 1mm (fig. 5.48)
Daí concluímos que, se deslocarmos o cursor do paquímetro até que o zero do nônio coincida com o
primeiro traço da escala fixa, a leitura da medida será 1mm (fig. 5.49), no segundo traço 2mm
(fig. 5.50), no terceiro traço 3mm (fig. 5.51), no décimo sétimo traço 17mm (fig. 5.52), e assim
sucessivamente.
Figura 5.49 Figura 5.50 Figura 5.51 Figura 5.52
5.13 - USO DO VERNIER (NÔNIO)
De acordo com a procedência do paquímetro e o seu tipo, observaremos diferentes resoluções,
isto é, o nônio com número de divisões diferentes: 10, 20 e 50 divisões (fig. 5.53).
Figura 5.53
3.14 - CÁLCULO DA RESOLUÇÃO
a= e–
n
a = 1 mm - e = 1 mm
50 n = 50 divisões
a = 0,02mm
Figura 5.54
Cada divisão do nônio é menor 0,02mm do que cada divisão da escala (fig. 5.54).
Se deslocarmos o cursor do paquímetro até que o primeiro traço do nônio coincida com o da
escala, a medida será 0,02mm (fig. 5.55), o segundo traço 0,04mm (fig. 5.56), o terceiro traço
0,06mm (fig. 5.57), o décimo sexto 0,32mm (fig. 5.58).
Educação Profissional 40
Created with novaPDF Printer (www.novaPDF.com)
Figura 5.55 Figura 5.56 Figura 5.57
Figura 5.58
5.15 - LEITURA DE MEDIDAS
Conta-se o número de traços da escala fixa ultrapassados pelo zero do nônio (10mm) e, a seguir,
faz-se a leitura da concordância do nônio (0,08mm). A medida será 10,08mm (fig. 5.59).
Figura 5.59
5.16 - INSTRUMENTO
RESOLUÇÃO DO INSTRUMENTO
MEDINDO: CORPOS DE PROVA PADRÃO
Educação Profissional 41
Created with novaPDF Printer (www.novaPDF.com)
PADRÃO – Nº 1 PADRÃO Nº 2 PADRÃO Nº 3 PADRÃO Nº 4
MEDIDAS MEDIDAS MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID.
1 1 1 1
2 2 2 2
3 3 3 3
4 4 4 4
5 5 5 5
6 6 6 6
7 7 7 7
PADRÃO – Nº 5 PADRÃO Nº 6
MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID.
1 1
2 2
3 3
4 4
5 5
6 6
7 7
5.17 - PAQUÍMETRO
SISTEMA INGLÊS DECIMAL
5.17.1 - Graduação da escala física
Para conhecermos o valor de cada divisão da escala fixa, basta dividirmos o comprimento de 1”
pelo número de divisões existentes (fig. 5.60).
1” = 1000 milésimos
Figura 5.60
Conforme mostra a figura 1, no intervalo de 1” temos 40 divisões.
100 40
Operando a divisão, teremos: 1” : 40 = 0,025”. 200 0,025
00
Valor de cada traço da escala = 0,025” (fig. 5.61).
Figura 5.61
Educação Profissional 42
Created with novaPDF Printer (www.novaPDF.com)
Se deslocarmos o cursor do paquímetro até que o zero do nônio coincida com o primeiro traço da
escala, a leitura será 0,025”(fig. 5.62), no segundo traço 0,050” (fig. 5.63), no terceiro traço
0,075” (fig. 5.64), no décimo traço 0,025” (fig. 5.65), e assim sucessivamente.
Figura 5.62 Figura 5.63
Figura 5.64 Figura 5.65
5.18 - USO DO VERNIER (NÔNIO)
O primeiro passo será calcular a resolução do paquímetro.
Sabendo-se que o menor valor da escala fixa é 0,025 e que o nônio (fig. 5.66) possui 25 divisões,
teremos: 0,025” = 0,001”
25
Figura 5.66
Cada divisão de nônio é menor 0,001” do que duas divisões da escala (fig. 5.67).
Figura 5.67
Educação Profissional 43
Created with novaPDF Printer (www.novaPDF.com)
Se deslocarmos o cursor do paquímetro até o primeiro traço do nônio coincida com o da escala, a
leitura será 0,001” (fig. 5.68), o segundo traço 0,002” (fig. 5.69), o terceiro traço 0,003” (fig.
5.70), o décimo segundo traço 0,012” (fig. 5.71).
Figura 5.68 Figura 5.69
Figura 5.70 Figura 5.71
5.19 - LEITURA DE MEDIDAS
Para se efetuar leitura de medidas com paquímetro do sistema inglês decimal, procede-se da
seguinte forma: observa-se a que quantidade de milésimos corresponde o traço da escala fixa,
ultrapassando pelo zero do nônio (fig. 5.72) 0,150”.
A seguir, observa-se a concordância do nônio (fig. 72) 0,009”. Somando-se os valores 0,150” +
0,009”, a leitura da medida será 0,159”.
Figura 5.72
Exemplo: (Fig. 5.73): A leitura da media é = 1,129”.
Figura 5.73
Educação Profissional 44
Created with novaPDF Printer (www.novaPDF.com)
5.20 - MEDIÇÃO DE DIÂMETROS EXTERNOS
PADRÃO – Nº 1 PADRÃO Nº 2 PADRÃO Nº 3 PADRÃO Nº 4
MEDIDAS MEDIDAS MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID.
1 1 1 1
2 2 2 2
3 3 3 3
4 4 4 4
5 5 5 5
6 6 6 6
7 7 7 7
PADRÃO – Nº 5 PADRÃO Nº 6
MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID.
1 1
2 2
3 3
4 4
5 5
6 6
7 7
Educação Profissional 45
Created with novaPDF Printer (www.novaPDF.com)
6 - MICRÔMETRO
A precisão de medição que se obtém com o paquímetro, às vezes, não é suficiente. Para medições
mais rigorosas, utiliza-se o micrômetro, que assegura uma exatidão de 0,01mm.
O micrômetro é um instrumento de dimensão variável que permite medir, por leitura direta, as
dimensões reais com uma resolução de até 0,001mm (fig. 6.1).
Figura 6.1
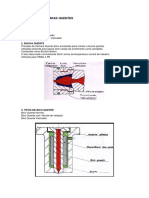
O princípio utilizado é o sistema parafuso e porca. Assim, se, numa porca fixa, um parafuso der
um giro de uma volta, haverá um avanço de uma distância igual ao seu passo.
6.1 - CARACTERÍSTICAS DO MICRÔMETRO
6.1.1 - Arco
É construído de aço especial e tratado termicamente, a fim de eliminar as tensões, e munido de
protetor antitérmico, para evitar a dilatação pelo calor das mãos.
6.1.2 - Parafuso Micrométrico
É constituído de aço de alto teor de liga, temperado a uma dureza de 63 RC. Rosca retificada,
garantindo alta precisão no passo.
6.1.3 - Contatores
Apresentam-se rigorosamente planos paralelos, e em alguns instrumentos são de metal duro, de
alta resistência ao desgaste.
6.1.4 - Fixador ou Trava
Permite a fixação de medidas.
6.1.5 - Luva Externa
Onde é gravada a escala, de acordo, com a capacidade de medição do instrumento.
6.1.6 - Tambor
Com seu movimento rotativo e através de sua escala, permite a complementação das medidas.
Educação Profissional 46
Created with novaPDF Printer (www.novaPDF.com)
6.1.7 - Porca De Ajuste
Quando necessário, permite o ajuste do parafuso micrômetro.
6.1.8 - Catraca
Assegura uma pressão de medição constante.
6.2 - TIPOS E USOS
Para diferentes usos no controle de peças, encontram-se vários tipos de micrômetros, tanto para
medições em milímetros como em polegadas, variando também sua capacidade de medição.
As figuras abaixo nos mostram alguns tipos existentes.
Figura 6.2 - Micrômetro para medição externa
Figura 6.3 - Micrômetro para a medição de espessura de tubos.
Figura 6.4 – Micrômetro com discos, para a medição de papel, cartolina, couro e borracha.
Também é empregado para a medição de passo de engrenagem.
Educação Profissional 47
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.5 – Micrômetro Oltilmeter. Utilizado para medição de diâmetros externos de peças com
números ímpares de divisões, tais como: machos, fresas, eixos entalhados, etc.
Figura 6.6 – Micrômetro para a medição de roscas
Figura 6.7 – Micrômetro tubular. Utilizado para medição interna.
Os micrômetros tubulares podem ser aplicados em vários casos, utilizando-se o conjunto de
hastes intercambiáveis (figs. 6.8, 6.9 e 6.10).
Educação Profissional 48
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.8 – Medição de grandes diâmetros Figura 6.9 – Convertido em calibre de altura.
Figura 6.10 – Medição de diâmetros profundos
Figura 6.12 – Micrômetro com relógio. Utilizado
para a medição de peças em série. Fixado em
grampo antitérmico.
Figura 6.11 – Micrômetro para a medição de profundidade.
Educação Profissional 49
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.13 – Micrômetro para medição externa, com hastes intercambiáveis.
Figura 6.14
Figura 6.14 A
Figura 6.14 B
Figura 6.14 – “IMICRO”. Utilizado para a medição de diâmetro interno.
O IMICRO é um instrumento de alta precisão: os seus 3 contatores permitem um alojamento
perfeito do instrumento no furo por medir, encontrando-se facilmente a posição correta de
medição.
Figura 6.15 – Micrômetro de medidas internas
de três contatos. É conhecido pela denominação
de “Imicro”. Facilita a colocação exata no
centro e no alinhamento do furo. Possibilita a
medição do diâmetro de furos em diversas
profundidades. É de grande precisão.
Educação Profissional 50
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.16 – Mecanismo do IMICRO
Figura 6.17 – Micrômetro de profundidade. Conforme a profundidade a medir, fazem-se os
acréscimos necessários na haste por meio de outras varetas de comprimentos calibrados,
fornecidas com o micrômetro (hastes de extensão).
Figura 6.18 – Micrômetro de arco profundo. Serve para medições
de espessura de bordas ou partes salientes das peças.
Figura 6.19 – Micrômetros para
grandes medições. Este
micrômetro é usado para
medições em trabalhos de
usinagem pesada, para a
medição de peças de grandes
diâmetros, por exemplo, 275 a
300 mm – 400 a 500mm, etc.
As pontas da haste e do
encosto podem ser mudadas,
para dar as medidas próximas
dos diâmetros a verificar.
6.3 - USO DO MICRÔMETRO
As figuras 6.20 a 6.26 mostram alguns exemplos.
Educação Profissional 51
Created with novaPDF Printer (www.novaPDF.com)
Fig. 6.20 – Medição da espessura de um bloco Figura 6.21 -Medição do diâmetro de uma rosca
Figura 6.23 – Medição de
Figura 6.22 – Medição da profundidade de uma
um diâmetro com o
ranhura com o micrômetro de profundidade
micrômetro tubular
Figura 6.25 – Uso do
Figura 6.24 – Uso do “Imicro” (três micrômetro de grande
contatos) na medição de um diâmetro capacidade para medir os
interno diâmetros de uma peça
montada num torno.
Figura 6.26 – Uso do micrômetro de arco profundo numa
medição da parte saliente.
Educação Profissional 52
Created with novaPDF Printer (www.novaPDF.com)
6.4 – RECOMENDAÇÕES
1- Evitar choques, quedas, arranhões e sujeira;
2- Não medir peças fora da temperatura ambiente;
3- Não medir peças em movimento;
4- Não forçar o micrômetro.
6.5 – CONSERVAÇÃO
1- Depois do uso, limpar cuidadosamente o instrumento;
2- Guardar o micrômetro em estojo próprio;
3- O micrômetro deve ser guardado destravado e com os contatores ligeiramente afastados.
6.6 - MICRÔMETRO - SISTEMA MÉTRICO DECIMAL
Inicialmente observaremos as divisões da escala da luva. Nas figuras 6.27 e 6.28 mostramos a
escala de luva do micrômetro com os traços em posições diferentes, porém sem alterar a
distância entre si.
Figura 6.27
Figura 6.28
Sabendo-se que, os micrômetros do sistema métrico, o comprimento da escala da luva mede
25,00mm, se dividirmos o comprimento da escala pelo nº de divisões existentes, encontraremos o
valor da distância entre as divisões (0,50mm), que é igual ao passo do parafuso micrométrico (fig.
6.29).
Educação Profissional 53
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.29
Estando o micrômetro fechado, dando uma volta completa no tambor rotativo, teremos um
deslocamento do parafuso micrométrico igual ao seu passo (0,50mm), aparecendo o primeiro
traço na escala da luva (fig. 6.30). A leitura da medida será 0,50mm. Dando–se duas voltas
completas, aparecerá o segundo traço, a leitura será 1,00mm (fig. 6.31). E assim sucessivamente.
Figuras 6.30 Figura 6.31
6.6.1 - Leitura do Tambor
Sabendo que uma volta no tambor equivale a 0,50mm, tendo o tambor 50 divisões (fig. 6.32),
concluímos que cada divisão equivale a 0,01mm.
Educação Profissional 54
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.32
Uma volta no tambor = 0,500mm
Nº de divisões do tambor = 50 divisões
Cada divisão do tambor = 0,50 = 0,01mm
50
Assim sendo, se fizermos coincidir o primeiro traço do tambor com a linha de referência da luva,
a leitura será 0,01mm (Fig. 6.33), o segundo traço 0,02mm (fig. 6.34), o quadragésimo nono traço
0,49 mm (fig. 6.35).
Figuras 6.33 Figura 6.34 Figura 6.35
Sabendo a leitura da escala da luva e do tambor, podemos ler qualquer medida registrada no
micrômetro (fig. 6.36).
Leitura da escala da luva = 8,50
Leitura do tambor = 0,32mm
Figura 6.36
Para efetuarmos a leitura da medida, somamos a leitura da escala da luva coma do tambor: 8,50 +
0,32 = 8,82mm.
Educação Profissional 55
Created with novaPDF Printer (www.novaPDF.com)
Na figura 6.37, mostramos outro exemplo, com a utilização de um micrômetro em que a escala da
luva apresenta a posição dos traços de forma diferente.
Leitura da escala da luva = 11,00mm
Leitura do tambor = 0,23mm
Leitura da medida = 11,23mm
Figura 6.37
6.6.2 - Uso do Nônio
Ao utilizarmos micrômetros possuidores de nônio (fig. 6.38), precisamos conhecer a resolução do
instrumento.
Figura 6.38
a = resolução
e = menor valor da escala do tambor = 0,01mm
n = nº de divisões do nônio = 10 divisões
a= e
n
Educação Profissional 56
Created with novaPDF Printer (www.novaPDF.com)
a = 0,01 – = 0,001mm
10
Cada divisão do nônio é menor 0,001mm do que cada divisão de tambor.
Observação: Atualmente não se emprega mais a palavra “mícron” nem o símbolo µ. Usamos a
palavra “micrômetro” e o símbolo µ m.
Ex.: 0,015mm = 15 m (quinze micrômetros)
Se girarmos o tambor até que o primeiro traço coincida com o do nônio, a medida será 0,001mm =
1 µ m (fig. 6.39), o segundo 0,002mm = 2 µ m (fig. 6.40), o quinto 0,005mm = 5 µ m (fig. 6.41).
Figura 6.39 Figura 6.40 Figura 6.41
6.6.3 - Leitura por estimativa
Nos micrômetros não possuidores de nônio, fazemos a leitura por estimativa.
Sabendo-se que 0,01mm = 0,010mm (10 µ m), na figura 6.42, utilizando–se a estimativa, a leitura
da medida será de 3,605mm.
Figura 6.42
6.7 - INSTRUMENTO
RESOLUÇÃO DO INSTRUMENTO:
MEDINDO: CORPOS DE PROVA PADRÃO
Educação Profissional 57
Created with novaPDF Printer (www.novaPDF.com)
PADRÃO – Nº 1 PADRÃO Nº 2 PADRÃO Nº 3 PADRÃO Nº 4
MEDIDAS MEDIDAS MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID.
1 1 1 1
2 2 2 2
3 3 3 3
4 4 4 4
5 5 5 5
6 6 6 6
7 7 7 7
PADRÃO – Nº 5 PADRÃO Nº 6
MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID.
1 1
2 2
3 3
4 4
5 5
6 6
7 7
Para efetuarmos leitura com o micrômetro do sistema inglês decimal, é necessário conhecermos
inicialmente as divisões da escala da luva (fig. 6.43).
Figura 6.43
Educação Profissional 58
Created with novaPDF Printer (www.novaPDF.com)
Conforme mostra a figura 43, a escala da luva é formada por uma reta longitudinal (linha de
referência), na qual o comprimento de 1” é dividido em 40 partes iguais. Daí concluímos que a
distância entre as divisões da escala da luva é igual a 0,025”, que corresponde ao passo do
parafuso micrométrico (fig. 6.44).
Figura 6.44
Observação: De acordo com os diversos fabricantes de instrumentos de medição, a posição dos
traços da divisão da escala da luva dos micrômetros se apresenta de formas diferentes, não
alternando, porém, a distância entre si (fig. 6.43 e 6.44).
Estando o micrômetro fechado, se dermos uma volta completa no tambor rotativo, teremos um
deslocamento do parafuso micrométrico igual ao seu passo (0,025”), aparecendo o primeiro traço
na escala da luva (fig. 6.45). A leitura da medida será 0,025”. Dando-se duas voltas completas,
aparecerá o segundo traço: a leitura da medida será 0,050” (fig. 6.46). E assim sucessivamente.
Figura 6.45 Figura 6.46
6.7.1 - Leitura do tambor
Sabendo-se que uma volta no tambor equivale a 0,025”, tendo o tambor 25 divisões (fig. 6.47),
conclui-se que cada divisão do tambor equivale a 0,001”.
Uma volta no tambor = 0,025”
Nº de divisões do tambor = 25
Cada divisão do tambor = 0,025” = 0,001”
25
Educação Profissional 59
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.47
Assim sendo, se fizermos coincidir o primeiro traço do tambor com a linha de referência da luva,
a leitura será 0,001” (fig. 6.48), sendo o segundo traço 0,002” (fig. 6.49), o vigésimo quarto traço
0,024” (fig. 6.50).
Figura 6.48 Figura 6.49 Figura 6.50
Sabendo-se a leitura da escala da luva e do tambor, podemos ler qualquer medida registrada no
micrômetro (fig. 6.51).
Leitura da escala da luva = 0,225”
Leitura do tambor = 0,012”
Figura 6.51
Para efetuarmos a leitura da medida, soma-se a leitura da escala da luva com a do tambor: 0,225”
+ 0,012” = 0,237” (fig. 6.51).
6.7.2 - Uso do nônio
Ao utilizarmos micrômetros possuidores de nônio (fig. 6.52), precisamos conhecer a resolução do
instrumento.
Educação Profissional 60
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.52
a = resolução
e = menor valor da escala do tambor = 0,001”
n = nº de divisões do nônio = 10 divisões
a = 0,001” = 0,0001”
10
Cada divisão do nônio é menor 0,0001” do que cada divisão do tambor.
Se girarmos o tambor até que o primeiro traço coincida com o do nônio, a leitura da medida será
0,0001” (fig. 6.53), o segundo 0,0002” (fig. 6.54), o quinto 0,0005” (fig. 6.55).
Figura 6.53 Figura 6.54 Figura 6.55
6.7.3 - Leitura por estimativa
Grande quantidade de micrômetros utilizados nas indústrias não possuem nônio, obrigando assim a
todos que os utilizam a fazer leitura por estimativa (fig. 6.56).
Figura 6.56
Educação Profissional 61
Created with novaPDF Printer (www.novaPDF.com)
Sendo 0,001” = 0,0010”, se girarmos o tambor até que a linha de referência da escala da luva
fique na metade do intervalo entre o zero do tambor e o primeiro traço, fazemos a leitura, por
estimativa, 0,0005” (fig. 6.56).
Na figura 6.57, utilizando a estimativa, a leitura da medida será 0,0257”.
Figura 6.57
6.7.4 - Aferição do micrômetro
Antes de iniciarmos a medição de uma peça, devemos fazer a aferição do instrumento. Nos
micrômetros de 0 a 1”, após a limpeza dos contadores, faz-se o fechamento do micrômetro,
através da catraca, até sentir-se o funcionamento da mesma, observando-se a concordância do
limite inicial da escala da luva com o zero do tambor.
Nos micrômetros de 1” a 2”, 2” a 3”, etc., utiliza-se a barra-padrão para a aferição do
instrumento (figs. 6.58 e 6.59). Não havendo concordância perfeita, faz-se a regulagem do
micrômetro através de uma chave especial, para o deslocamento da luva ou do tambor, de acordo
com o tipo do instrumento.
Figura 6.58 – Barra padrão
Figura 6. 59 – Aferição do micrômetro com barra-padrão
6.8 - MEDIÇÃO DE DIÂMETRO EXTERNOS
INSTRUMENTO:
RESOLUÇÃO DO INSTRUMENTO:
MEDINDO: CORPOS DE PROVA PADRÃO
Educação Profissional 62
Created with novaPDF Printer (www.novaPDF.com)
PADRÃO – Nº 1 PADRÃO Nº 2 PADRÃO Nº 3 PADRÃO Nº 4
MEDIDAS MEDIDAS MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID. ORD. LEITURA INID.
1 1 1 1
2 2 2 2
3 3 3 3
4 4 4 4
5 5 5 5
6 6 6 6
7 7 7 7
PADRÃO – Nº 5 PADRÃO Nº 6
MEDIDAS MEDIDAS
ORD. LEITURA INID. ORD. LEITURA INID.
1 1
2 2
3 3
4 4
5 5
6 6
7 7
6.8.1 - Medir diâmetros externos
(MICRÔMETRO)
A aplicação do micrômetro para a medição externa requer do inspetor de medição cuidados
especiais, não só para a obtenção da medidas precisas, como para a conservação do instrumento.
Educação Profissional 63
Created with novaPDF Printer (www.novaPDF.com)
- Processo de execução
CASO I – MEDIÇÃO EXTERNA
1º Passo – POSICIONE O PADRÃO
a- Observe o número do padrão (fig. 6.60);
b- Apóie o padrão sobre a mesa, com a face numerada para baixo, ao lado esquerdo da Folha de
Tarefa (fig. 6.61).
Figura 6.60 Figura 6.61
2º Passo – FAÇA A LIMPEZA DOS CONTATORES
a- Utilize uma folha de papel limpo;
b- Afaste o contator móvel;
c- Coloque a folha de papel entre os contatores;
d- Feche o micrômetro, através da catraca, até que a folha de papel fique presa entre os
contatores;
e- Desloque a folha de papel para baixo.
3º Passo – FAÇA A AFERIÇÃO DO MICRÔMETRO
a- Feche o micrômetro através da catraca até que se faça ouvir o funcionamento da mesma;
b- Observe a concordância do zero da escala da luva com o do tambor.
Observação: Caso o micrômetro apresente diferença de concordância entre o zero da luva e o do
tambor, deverá ser feita a regulagem do instrumento.
4º Passo – FAÇA A PRIMEIRA MEDIDA
a- Gire o tambor até que os contatores apresentem uma abertura maior que a primeira medida
por fazer no padrão;
b- Apóie o micrômetro na palma da mão esquerda, pressionado pelo dedo polegar (fig. 6.62);
Educação Profissional 64
Created with novaPDF Printer (www.novaPDF.com)
Figura 6.62
c- Prenda o padrão entre os dedos indicador e médio da mão esquerda (fig. 6.63);
Figura 6.63
d- Encoste o contator fixo em uma das extremidades do diâmetro do padrão por medir;
e- Feche o micrômetro, através da catraca, até que se faça ouvir o funcionamento da mesma;
f- Faça a leitura da medida;
g- Registre a medida da folha de Tarefa;
h- Abra o micrômetro e retire-o do padrão, sem que os contatores toquem a peça.
5º Passo – COMPLETE A MEDIÇÃO DO PADRÃO
a- Repita o passo anterior.
6º Passo – FAÇA A MEDIÇÃO DOS DEMAIS PADRÕES
a- troque o padrão por outro de número diferente.
CASO II – MEDIÇÃO INTERNA
1º Passo – POSICIONE A PEÇA
2º Passo – FAÇA A LIMPEZA DOS CONTATOS
3º Passo – FAÇA A AFERIÇÃO DO MICRÔMETRO INTERNO, UTILIZANDO ANEL-PADRÃO
(fig. 6.64)
4º Passo – FAÇA A MEDIÇÃO
Educação Profissional 65
Created with novaPDF Printer (www.novaPDF.com)
a- Gire o tambor até que os contatos apresentem uma dimensão menor que o furo a medir;
b- Introduza o micrômetro no furo;
c- Abra o micrômetro, girando a catraca até os contatos atingirem o diâmetro do furo e o
deslizamento da mesma ;
d- faça a leitura.
5º Passo – RETIRE O MICRÔMETRO FECHANDO OS CONTATOS
Figura 6.64
CASO III – MEDIÇÃO DE PROFUNDIDADE
1º Passo – POSICIONE A PEÇA
2º Passo – FAÇA A LIMPEZA DO MICRÔMETRO
3º Passo – FAÇA A AFERIÇÃO DO MICRÔMETRO
a- Apóie o instrumento sobre uma superfície plana;
b- Gire a catraca até sentir a haste do micrômetro tocar a superfície plana;
c- Acione a catraca e observe se a referência zero do tambor coincide com a da escala fixa.
4º Passo – FAÇA A MEDIÇÃO
a- Apóie o micrômetro sobre a peça (fig. 6.65);
Figura 6.65
Educação Profissional 66
Created with novaPDF Printer (www.novaPDF.com)
b- Gire a catraca até a haste do micrômetro atingir a profundidade a medir;
c- Faça a leitura.
5º Passo – RETIRE O MICRÔMETRO
7 - GONIÔMETRO – MEDIÇÃO ANGULAR
7.1 - UNIDADES DE MEDIÇÃO ANGULAR
A técnica da medição não visa somente a descobrir os valores de trajetos, de distâncias, ou de
diâmetros, mas se ocupa também da medição dos ângulos.
7.1.1 - Sistema sexagesimal
Sabe-se que o sistema que divide o círculo em 360 graus, e o grau em minutos e segundos, é
chamado sistema sexagesimal. É este o sistema freqüentemente utilizado em mecânica. A unidade
do ângulo é o grau. O grau se divide em 60 minutos, e o minuto se divide em 60 segundos. Os
símbolos usados são: grau (°), minuto (‘) e segundo (“).
Exemplo: 54° 31’ 12” – lê-se: 54 graus, 31 minutos e 12 segundos.
7.1.2 - Sistema centesimal
No sistema centesimal, o círculo é dividido em 400 grados, enquanto que o grado é dividido em
100 novos minutos e o minuto em 100 novos segundos. Os símbolos usados são: grados (g), novos
minutos (c), novos segundos (cc).
Exemplo: 27,4583g = 27g 45c 88cc – lê-se 27 grados, 45 novos minutos e 83 novos segundos.
A unidade legal é o ângulo formado por duas retas que se cortam, formando ângulos adjacentes
iguais (fig. 7.1). Esse valor, chamado ângulo reto (90°), é subdividido de acordo com os sistemas
existentes.
Figura 7.1
Educação Profissional 67
Created with novaPDF Printer (www.novaPDF.com)
- Ângulos: agudo, obtuso e raso
Ângulo Agudo: é aquele cuja abertura é menor do que o ângulo reto (fig. 7.2).
Figura 7.2
Ângulo Obtuso: é aquele cuja abertura é maior do que a do ângulo reto (fig. 7.3).
Figura 7.3
Ângulo Raso – é aquele cuja abertura mede 180° (fig. 7.4).
Figura 7.4
- Ângulos complementares e suplementares
Ângulos complementares: são aqueles cuja soma é igual a um ângulo reto (fig. 7.5)
Figura 7.5
Educação Profissional 68
Created with novaPDF Printer (www.novaPDF.com)
Ângulos suplementares: são aqueles cuja soma é igual a um ângulo raso (fig. 7.6)
Figura 7.6
Observação: Para somarmos ou subtrairmos graus, devemos colocar as unidades iguais sob as
outras.
Exemplo: 90° - 25° 12’ =
A primeira operação por fazer é converter 90° em graus e minutos. Sabendo que 1° = 60’,
teremos:
89° 60’
90° = 89° 60’ - 25° 12’
64° 48’
89° 60’ – 25° 12’ = 64° 48’
Devemos operar da mesma forma, quando temos as unidades graus, minutos e segundos.
Exemplo: 90° - 10° 15’ 20” =
Converter 90° em graus, minutos e segundos, teremos: 90° = 89° 59’ 60”
89° 59’ 60” – 10° 15’ 20” = 79° 44’ 40”
89° 59’ 60”
- 10° 15’ 20”
79° 44’ 40”
7.1.3 - Soma dos ângulos internos dos triângulos
Sabendo que a soma dos ângulos internos de todo e qualquer triângulo é igual a 180° (fig. 7.7 e
7.8), podemos resolver alguns problemas de medição angular, conforme mostra o exemplo abaixo:
Figura 7.7 – Triângulo retângulo escaleno Figura 7.8 – Triângulo octângulo eqüilátero
Exemplo: Qual o valor do ângulo C da peça abaixo?
Educação Profissional 69
Created with novaPDF Printer (www.novaPDF.com)
A + B + C = 180°
C = 180° - (A + B) =
C= 180° - 130°
C= 50°
A = 70° Figura 7.9
B = 60°
7.2 – GONIÔMETRO
O goniômetro é um instrumento que serve para medir ou verificar ângulos.
Na figura 7.10, temos um goniômetro de precisão. O disco graduado e o esquadro formam uma só
peça, apresentando quatro graduações de 0 a 90 . O articulador gira com o disco do vernier, e,
em sua extremidade, há um ressalto adaptável à régua.
Figura 7.10A - Lâmina
pequena. É colocada em lugar
da lâmina grande, em casos
especiais de medições de
ângulos.
Figura 7.10 - Goniômetro de Vernier
7.3 - TIPOS E USOS
Para usos comuns, em casos de medidas angulares que não exijam extremo rigor, o instrumento
indicado é o goniômetro simples (transferidor de graus) (figuras 7.11, 7.12 e 7.13)
Educação Profissional 70
Created with novaPDF Printer (www.novaPDF.com)
Figura 7.11 Figura 7.12 Figura 7.13
As figuras de 7.14 a 7.18 dão exemplos de diferentes medições de ângulos de peças ou
ferramentas, mostrando várias posições de lâmina.
Figura 7.14 Figura 7.15 Figura 7.16
Figura 7.17 Figura 7.18
7.4 - DIVISÃO ANGULAR
Em todo tipo de goniômetro, o ângulo reto (90°) apresenta 90 divisões. Daí, concluímos que cada
divisão equivale a 1°. Nas figuras 7.19 e 7.20, observamos a divisão do disco graduado do
goniômetro.
Educação Profissional 71
Created with novaPDF Printer (www.novaPDF.com)
Figura 7.19
Figura 7.20
7.5 - LEITURA DO GONIÔMETRO
Lêem-se os graus internos na graduação do disco com o traço zero do nônio (fig. 7.21). O sentido
da leitura tanto pode ser da direita para a esquerda, como da esquerda para a direita (fig. 7.22).
Figura 7.21 Figura 7.22
7.6 - UTILIZAÇÃO DO NÔNIO
Nos goniômetros de precisão, o vernier (nônio) apresenta 12 divisões à direita, e à esquerda do
zero do nônio (fig. 7.23). Se o sentido da leitura for à direita, usa-se o nônio da direita; se for à
esquerda, usa-se o nônio da esquerda.
Figura 7.23
Educação Profissional 72
Created with novaPDF Printer (www.novaPDF.com)
7.7 - CÁLCULO DE RESOLUÇÃO
a = resolução
e = menor valor do disco graduado = 1°
n = número de divisões do nônio = 12 divisões
a= e -
n
a = 1° = 60’ = 5’
12 12
Cada divisão do nônio é menor 5’ do que duas divisões do disco graduado.
Se fizermos coincidir o primeiro traço do nônio, a leitura será 0° 5’ (fig. 7.24); o segundo traço, a
leitura será 0° 10’ (fig. 7.25); o nono traço, a leitura será 0° 45’ (fig. 7.26).
Figura 7.24 Figura 7.25
Figura 7.26
Conhecendo-se o disco graduado e o nônio do goniômetro, pode-se fazer a leitura de qualquer
medida (fig. 7.27).
Figura 7.27
Medir com goniômetro é verificar ângulos pelo sistema sexagesimal, através de goniômetros
simples e com vernier, sendo de grande aplicação devido a versatilidade do instrumento,
permitindo mediações com resolução de até 5’ (cinco minutos).
Esta operação é utilizada nos trabalhos de ajustagem e inspeção de peças de máquinas, moldes,
ferramentas e gabaritos (fig. 7.28 e 7.29).
Educação Profissional 73
Created with novaPDF Printer (www.novaPDF.com)
Figura 7.28 Figura 7.29
7.8 - PROCESSO DE EXECUÇÃO
1º Passo – LIMPE A PEÇA E O GONIÔMETRO
2º Passo - FAÇA A MEDIÇÃO DO ÂNGULO
Observação: Segure a peça com a mão esquerda e o goniômetro com a direita.
a- Encoste a face interna da base do goniômetro na superfície de referência da peça a medir (fig.
7.30);
Figura 7.30
b- Ajuste a régua móvel do goniômetro na superfície angular da peça (fig. 7.31).
Figura 7.31
Educação Profissional 74
Created with novaPDF Printer (www.novaPDF.com)
Observações: O ajuste estará correto quando houver um perfeito assentamento da régua na
superfície. O fixador do disco do vernier deve estar semitravado a fim de facilitar o ajuste da
régua.
c- Fixe o disco móvel;
d- Reexamine o ajuste da régua e corrija-o, se necessário.
3° Passo – FAÇA A LEITURA.
7.9 - INSTRUMENTO:
RESOLUÇÃO DO INSTRUMENTO:
MEDINDO: CORPOS DE PROVA PADRÃO
PEÇA N° 1 PEÇA N° 2
 Â
B^ ^
B
C^ ^
C
^
D ^
D
E^ ^
E
^
F^ F
^ ^
G G
^
H ^
H
^ ^
I I
J^ J^
Educação Profissional 75
Created with novaPDF Printer (www.novaPDF.com)
8 - RELÓGIO COMPARADOR
É um instrumento de precisão de grande sensibilidade. É utilizado tanto na verificação de
medidas, superfícies planas, concentricidade e paralelismo, como para leituras diretas.
Por sua elevada precisão e versatilidade, o relógio pode ser usado medindo ou comparando
diversas formas de peças.
40 + 0,16 = 40,16
Comparação da medida entre um
bloco-padrão e uma peça.
Figura 8.2
Apalpador
Figura 8.1
6.1 – PRINCÍPIO DE FUNCIONAMENTO
A ponta apalpadora fica em contato com a peça. A diferença de medida da peça provoca um
deslocamento retilíneo da ponta, transmitido por um sistema de amplificação ao ponteiro do
relógio. A posição do ponteiro no mostrador indica a leitura da medida.
A precisão do instrumento baseia-se no sistema de amplificação, geralmente usado por meio de
engrenagens, alavancas ou sistema misto.
Os comparadores das figs. 8.4 e 8.5 têm mais proteção no seu mecanismo por serem de amplitude
superior a 1mm. Já o da fig. 8.6 deve ser usado com cuidado, pois, se a diferença exceder de
1mm, o mecanismo estará sujeito a estrago, porque pode ser “forçado”, se a pressão for além do
máximo permitido.
Educação Profissional 76
Created with novaPDF Printer (www.novaPDF.com)
Figura 8.4 Figura 8.5 Figura 8.6
A figura 8.3 apresenta, como exemplo, um comparador de mecanismo bem simples, para que se
compreenda facilmente o funcionamento. O mostrador é de 100 divisões.
Tendo a cremalheira da haste do apalpador o passo de 1mm, quando o apalpador se desloca de
1mm, resulta:
O pinhão R1 (de 15 dentes) avança 1 dente;
A roda R2 (de 45 dentes) avança 3 dentes;
O pinhão R3 (de 12 dentes) avança 1/4 de volta;
A roda R4 (de 40 dentes) avança 10 dentes;
O pinhão R5 (de 10 dentes) dá uma volta
completa, e também o ponteiro, que a ele está
preso. Figura 8.3
A mola espiral da roda R6 mantém todo o mecanismo sob tensão,fazendo com que o ponteiro e o
apalpador volte às suas posições primitivas, quando cessa a pressão sobre a ponta do apalpador.
Vê-se que, se o apalpador se deslocar apenas de 0,01mm, o ponteiro só avançará de 1 divisão do
mostrador.
8.2 - MONTAGENS USUAIS DO COMPARADOR
Em suporte comum (fig.8.7), em mesa de medição de alta precisão (figs. 8.8 e 8.9) e em base
magnética (fig. 8.10).
Educação Profissional 77
Created with novaPDF Printer (www.novaPDF.com)
Figura 8.7 Figura 8.8 Figura 8.9 Figura 8.10
8.3 - PRECAUÇÃO IMPORTANTE
O instrumento é sensível e a amplitude do giro do ponteiro é limitada. Deve-se portanto, procurar
sempre condições que permitem o mínimo possível de deslocamento da ponta do apalpador.
8.4 - SISTEMA DE ENGRENAGEM
Consiste em um mecanismo formado por uma cremalheira e um conjunto de engrenagens, que
alcança uma precisão de 0,01mm (fig. 8.11)
Figura 8.11
8.5 - SISTEMA DE ALAVANCA
Consiste no movimento da mesma, provocado pela subida da ponta apalpadora. Este sistema,
embora tenha um campo de medição restrito, alcança uma resolução de até 0,001mm (fig. 8.12 ).
Educação Profissional 78
Created with novaPDF Printer (www.novaPDF.com)
Figura 8.12
8.6 - AMPLIFICAÇÃO MISTA
Resulta da combinação alavanca e engrenagem, que permite o aumento da resolução a 0,001mm,
sem reduzir a capacidade de medição.
Os relógios de 0,01mm de resolução são os mais utilizados. Sua capacidade de medição é
geralmente de 10mm.
8.7 - LEITURA DO RELÓGIO
Os valores são indicados por intermédio de 2
ponteiros de tamanho diferentes. O ponteiro
grande, colocado no centro do mostrador, que está
divido em 100 partes, indica valores de 1 em 1
centésimo, completando 1mm por volta. O ponteiro
pequeno, deslocado do centro, indica os valores de 1
em 1 milímetro, sendo que uma volta completa é
igual à capacidade total do instrumento: 10mm
(fig.8.13).
Figura 8.13
Os mostradores dos relógios são giratórios. Esse movimento permite a colocação em zero, a uma
posição inicial qualquer.
Dois índices reguláveis, presos na caixa do mostrador,
permite situar facilmente a tolerância entre duas
referências ( fig. 8.14).
Uma mola mantém a ponta apalpadora em contato
permanente com a peça, a uma pressão de 50 a 100 g.
Figura 8.14
Educação Profissional 79
Created with novaPDF Printer (www.novaPDF.com)
8.8 - CONTROLE DE RELÓGIO
Antes de medirmos uma peça com o relógio, devemos estar certos de que este se encontra
aferido. Para verificarmos possíveis erros, fazemos, com o auxílio de um suporte de relógio, a
medição de blocos-padrão de medidas diferentes e observamos se as medidas registradas no
relógio correspondem às dos blocos (fig. 8.15).
PLANO - 0 BLOCO-PADRÃO = 1,40 BLOCO-PADRÃO = 3,10 BLOCO-PADRÃO = 6,35
Figura 8.15
8.9 – RECOMENDAÇÕES
1. Ao utilizar o relógio, desça suavemente o apalpador sobre a peça;
2. Ao retirar a peça, levante ligeiramente o apalpador;
3. O relógio deverá estar perpendicular à superfície da peça, para que não se cometam
erros de medida;
4. Evite choques, arranhões e sujeira;
5. Mantenha o relógio guardado em estojo próprio.
8.10 - FINALIDADE DO SEU USO
Para verificar por comparação, o paralelismo de duas superfícies, ou um alinhamento, ou a
excentricidade, ou, ainda, as diferenças de medidas em relação a uma medida-padrão, o
mecanismo usa o COMPARADOR.
8.10.1 - Comparador
É um instrumento de grande precisão e sensibilidade. Tem geralmente, o aspecto de um relógio.
Pelo movimento de um ponteiro, num mostrador dividido em 100 partes iguais, o comparador acusa
desvios ou diferenças de medidas da ordem de centésimos e milímetros. Qualquer pressão, por
mínima que seja, na ponta ou no apalpador, faz com que este se desloque e o ponteiro, girando no
mostrador indica o deslocamento em centésimos de milímetro (figs. 8.16 e 8.17).
Educação Profissional 80
Created with novaPDF Printer (www.novaPDF.com)
Figura 8.16 Figura 8.17
- Casos típicos do uso do comparador
1º) Verificação do paralelismo das faces planas de uma peça (fig. 8.18)
O contrato do apalpador, em diferentes pontos da face superior da peça, faz com que o ponteiro
se desloque e dê os valores das diferenças das alturas.
Figura 8.18
2º) Verificação do paralelismo da base da morsa a plaina ou na fresadora (Fig. 8.19).
Figura 8.19
3º) Verificação da excentricidade de uma peça montada na placa do torno.
A figura 8.20 dá um exemplo de verificação externa.
Educação Profissional 81
Created with novaPDF Printer (www.novaPDF.com)
A figura 8.21 mostra um caso de verificação interna.
Figura 8.20 Figura 8.21
4º) Verificação do alinhamento das pontas de
um torno (fig. 8.22).
A peça colocada entre pontas é um eixo
rigorosamente cilíndrico com a superfície e os
centros retificados. Os contatos do apalpador
com este eixo, durante o movimento do carro,
darão desvios do ponteiro, se as pontas não
estiverem alinhadas. Figura 8.22
5º) Verificação de medidas, comparando-se com medidas-padrão. As figuras 8.23 e 8.24
apresentam um exemplo.
Coloca-se a medida padrão sobre uma mesa de medição, por exemplo, blocos de aço de medidas
precisas, denominadas blocos-padrão, dando o total 50mm + 3,5mm + 1,4mm = 54,9mm.
Com ligeira pressão, põe-se o apalpador em contato com a face superior da medida padrão (fig.
8.23). O ponteiro se desloca de alguns centésimos na direção da seta. Como o mostrador do
comparador é girante, faz-se o “traço zero” coincidir com ponteiro.
Figura 8.23 Figura 8.24
Retira-se da mesa dos blocos da medição-padrão. Em seguida, coloca-se a peça cuja medida se
quer verificar, sobre a mesa e em contato com a apalpador (fig. 8.24). Se o ponteiro se deslocou,
por exemplo, de 5 centésimos, na direção da seta, isto significa que a medida da peça é 54,9mm +
0,05mm = 54,95mm, ou seja, 5 centésimos de milímetro mais que a medição-padrão.
Educação Profissional 82
Created with novaPDF Printer (www.novaPDF.com)
Se o deslocamento do ponteiro fosse no sentido contrário ao da seta de, por exemplo, 3
centésimos, a peça teria medida menor que o padrão: 54,9mm – 0,03mm = 54,87mm.
8.11 - VERIFICAR PLANEZA E PARALELISMO
8.11.1 - Comparador centesimal
Verificar planeza e paralelismo é comprovar o perfeito estado geométrico de uma superfície
plana usinada, ou o seu paralelismo em relação a uma superfície de referência, com auxílio do
relógio comparador e desempeno de granito. É muito utilizada nos setores de ajustagem e
laboratório de metrologia.
8.11.2 - Processo de execução
1º Passo – Limpe o desempeno, a peça e a base do suporte do relógio comparador.
2º Passo – Verifique a planeza de uma das faces da peça.
a) Apóie a peça em três calços reguláveis sobre o desempeno (fig. 8.25);
Figura 8.25
b) Regule a altura do suporte do relógio comparador até que o apalpador entre em contato com a
peça, de maneira que facilite a leitura (fig. 8.26);
c) Regule os parafusos até obter o mesmo valor em vários pontos da superfície a verificar;
Figura 8.26
Educação Profissional 83
Created with novaPDF Printer (www.novaPDF.com)
d) Desloque o suporte do relógio comparador nos sentidos longitudinal e transversal (fig. 8.27).
Observação – A superfície estará plana quando, ao se deslocar o suporte do relógio comparador o
ponteiro permanecer na mesma posição.
3º Passo – Verifique o paralelismo da peça.
a) Apóie a superfície verificada da peça sobre o desempeno;
b) Regule a altura do suporte do relógio comparador até que o apalpador entre em contato com a
peça, de forma que o ponteiro fique aproximadamente na posição vertical;
c) Desloque o suporte do relógio comparador nos sentidos longitudinal e transversal, e observe se
o ponteiro permanece na mesma posição.
Figura 8.27
8.12 - DIMENSÕES COM INSTRUMENTOS DE DESLOCAMENTO VERTICAL (COMPARADOR
CENTESIMAL)
Comparar dimensões com instrumentos de deslocamento vertical é determinar dimensões de
peças em posição vertical, apoiadas em uma superfície plana, em bloco em “V”, ou fiada em
cantoneira, utilizando paquímetro de altura (fig. 8.28).
Esta operação é necessária a verificação de peças com furações, controle de gabaritos e de
peças onde o uso de outros instrumentos não atenderia às exigências. É utilizada freqüentemente
em ajustagem, ferramentaria e na inspeção de peças.
Figura 8.28
Educação Profissional 84
Created with novaPDF Printer (www.novaPDF.com)
8.12.1 - Processo de execução
1º Passo – Limpe a peça, o desempeno e o paquímetro de altura
2º Passo – Faça a adaptação do relógio comparador no suporte do paquímetro (fig. 8.29).
Figura 8.29
3º Passo – Apóie a peça no desempeno, de forma que a dimensão a verificar fique em posição
vertical.
4º Passo – Regule a altura do cursor do paquímetro até que o apalpador do relógio toque a
superfície superior da peça (fig. 8.30), e gire o mostrador do relógio até o ponteiro indicar zero.
Figura 8.30
5º Passo – Registre o valor indicado no paquímetro
6º Passo – Faça a medição das dimensões desejadas
a) Desloque o paquímetro, retirando-o da peça;
b) Desloque o cursor do paquímetro para baixo até que o apalpador do relógio toque a superfície
correspondente à dimensão a ser verificada (fig. 8.31);
Educação Profissional 85
Created with novaPDF Printer (www.novaPDF.com)
Figura 8.31
c) Gire a porca de ajuste fino até o ponteiro do relógio indicar “zero”;
d) Subtraia as medidas encontradas;
e) Desloque o paquímetro e faça as demais medições.
Tipos de aplicações (figs. 8.32 a 8.38).
Figura 8.33 – Relógio comparador adaptado
a arco para medidas de espessuras de
chapas
Figura 8.32 – Relógio comparador adaptado a mesa de medição
Educação Profissional 86
Created with novaPDF Printer (www.novaPDF.com)
Figura 8.34 – Relógio comparador Figura 8.35 – Relógio comparador
adaptado a calibre de boca ajustável adaptado a dispositivo para medição
de furos
Para medidas de distâncias entre furos e rasgos, existem relógios especiais com pontas longas e
reversíveis, ajustáveis a vários ângulos (fig. 8.36)
Figura 8.36 – Relógio indicador universal
Educação Profissional 87
Created with novaPDF Printer (www.novaPDF.com)
Figura 8.37– Relógio indicador universal fazendo a
medição do paralelismo de um furo
Figura 8.38 – Relógio indicador universal
fazendo a centralização de um furo
Observação: A sensibilidade indicada no relógio indicador universal só será exata quando, na
execução de uma medição, o eixo da ponta reversível se encontrar paralelo à superfície por medir
(figs. 8.39, 8.40 e 8,41).
Figura 8.39 Figura 8.40
Figura 8.41
Educação Profissional 88
Created with novaPDF Printer (www.novaPDF.com)
9 - BLOCOS-PADRÃO E PEÇAS AUXILIARES
9.1 - A MEDIÇÃO COM BLOCOS-PADRÃO
A medição industrial exige o uso de padrões de comparação de grande precisão. No final do
século XIX os engenheiros mecânicos já fabricavam peças e executavam montagem de precisão,
porém o método ainda empregado consistia em se fazer peça após peça, ajustando-se sempre
como a primeira.
Desta maneira, duas montagens tais como um eixo e um mancal, feitas na mesma fábrica, não
eram intercambiáveis; e esperar que eixos de uma fábrica e mancais de outra poderiam ser
satisfatoriamente acoplados sem ajustá-los nas paredes, estava fora de cogitação.
A necessidade de se obter peças intercambiáveis, mesmo fabricadas em lugares diferentes, fez
nascer o conceito de se fazer jogos de padrões de comprimento, variando no tamanho em
pequenas proporções, permitindo assim, controlar um amplo campo de dimensões usando
relativamente poucos padrões.
Muito tempo e cuidado foram dispensados na produção destes blocos, que não deveriam ser
apenas precisos, mas também ter suas faces planas e paralelas de tal maneira que, quando
justapostas para formar a medida desejada não introduzissem erros. Exigia-se dos mesmos
grande resistência a abrasão para reduzir o seu desgaste a um mínimo aceitável. O material
empregado em sua fabricação deveria ser estável e isento de deformações como dilatação ou
contração por longo período de tempo.
O material mais comum naquela época era o aço cuidadosamente selecionado da melhor parte do
lingote, da forma a se obter um material com estrutura cristalina uniforme, livre de inclusões não
metálicas. Cuidados especiais foram dedicados ao tratamento térmico para aliviar tensões
internas e produzir assim blocos com elevado grau de dureza e estabilidade.
9.1.1 - A fabricação de blocos-padrão
A necessidade de se produzir armas e munições em grande escala durante a guerra de 1914-18
mostrou a urgência no uso de blocos-padrão realmente precisos na produção, permitindo que
todos os componentes das armas, se acoplassem e funcionassem satisfatoriamente e que a
munição se ajustasse aos fuzis e canhões.
Isso implicou na fabricação em grande escala de blocos-padrão, bem como de muitos outros
instrumentos de medição, grande parte dos quais foram projetados e feitos pelo “National
Physical Laboratory” na Inglaterra, contribuindo assim para que as técnicas de medição e
fabricação se desenvolvessem.
Grande importância é dada à estabilização após a têmpera inicial por aquecimento até 760°C e
posterior têmpera em água. A estabilização é feita por sucessivos aquecimentos e resfriamentos
dos blocos depois da retificação inicial, visando eliminar as tensões devidas à têmpera.
As sucessivas temperaturas usadas nos quatro estágios são 40°C, 70°C, 130°C e 160°C, sendo que
os padrões aquecidos em areia são resfriados lentamente em cada estágio.
Oito padrões de um tamanho são então montados em um dispositivo magnético especial e
retificado em cada face.
Educação Profissional 89
Created with novaPDF Printer (www.novaPDF.com)
A lapidação preliminar também é feita neste dispositivo, até que todos os padrões sejam
paralelos até cerca de 0,00001” e dentro de cerca de 0,0001” de tolerância na cota.
Os blocos-padrão são geralmente feitos de aço temperado, mas, sob determinadas condições
mais rudes, pode-se usar blocos-padrão de carbeto de cromo ou de metal duro, sendo este tipo
de material excepcionalmente resistente à corrosão e ao desgaste. As superfícies de mediação
são lapidadas para se obter alto grau de paralelismo, apresentando a característica de “grudar”
quando mutuamente friccionadas.
Os blocos-padrão são feitos com uma secção padronizada de 30 ou 35mm x 9mm e as cotas dos
blocos são tais que um jogo em polegadas com 81 peças permite todas as cominações com
incrementos de 0,0001” a partir de 0,2” até 4”, não usando mais do que quatro blocos. Com um
jogo métrico de 112 peças qualquer dimensão pode ser obtida com incrementos de 0,001mm a
partir de 3mm até 100mm, não usando mais do que cinco blocos. Todo o cuidado e atenção
dispensados na confecção de um jogo de blocos-padrão podem ser desperdiçados em poucos
minutos de descuido no uso dos mesmos.
Mesmo sendo feito de aço temperado, os blocos podem ser facilmente riscados por partículas
provenientes de um esmeril em atividade. Um bloco em contato com uma superfície na qual se
acham somente uma ou duas dessas partículas pode ter a sua superfície inutilizada. Nas
tentativas para “fixar” um bloco-padrão com face defeituosa num segundo bloco, é provável que
se danifique a face do segundo também e assim por diante. Outra fonte de problemas é a
corrosão que pode ocorrer se os blocos-padrão forem utilizados por mãos ligeiramente úmidos e
abandonados na posição de adesão, ou se as impressões digitais não forem removidas. É
importante lembrar que a combinação dos blocos-padrão só pode ser feita se as superfícies
forem planas e livres de rebarbas ou arranhões. Tentativas para unir um bloco-padrão que
apresenta riscos ou rebarbas nas faces de medição de apenas 0,00005mm podem resultar em
donos para o bloco-padrão com o qual se faz a combinação.
A combinação deve ser feita sem a aplicação de força e somente por meio de um simples
deslizamento entre as superfícies. Se de alguma forma houver uma resistência, as superfícies a
serem unidas devem ser limpas com um pedaço de linho e examinadas cuidadosamente com um
plano óptico.
Se uma pequena rebarba é descoberta, a mesma pode ser removida com cuidado, usando-se para
tanto uma pedra “Arkansas” especial, movimentando-se para fora do centro da superfície da
medição. Tais operações somente devem ser feitas por pessoas devidamente qualificadas, com
conhecimento de lapidação para elevadas exigências.
O desgaste dos blocos-padrão ocorrerá, inevitavelmente, mas ele pode ser reduzido pela
observação de uma limpeza rigorosa periódica e tomando-se medidas para evitar a danificação
física ou a corrosão das superfícies. Sob condições severas de uso ou condições atmosféricas
adversas, pode ser mais desejável o uso de blocos-padrão de outros materiais tais como quartzo,
carbeto de tungstênio (metal duro), e carbeto de cromo. Estes últimos são os mais
recomendáveis.
Os padrões são comercialmente encontrados tanto em carbeto de tungstênio como de cromo.
Estes tipos de padrões apresentam maior resistência à abrasão do que o aço temperado, e os
padrões de carboneto de cromo são particularmente resistentes à corrosão, passando pelo teste
de jato de sal durante 1000 horas sem apresentar visível danificação de suas superfícies ou de
suas propriedades de adesão.
Existem diferentes opiniões sobre o tempo de vida dos blocos-padrão de carbeto de tungstênio e
de cromo: a corrente favorável ao carbeto de tungstênio afirma ser este um pouco mais duro que
Educação Profissional 90
Created with novaPDF Printer (www.novaPDF.com)
o de cromo e seu tempo de vida ser proporcionalmente maior. Apesar da dureza ser um índice,
não se deve concluir que um material tem resistência à abrasão que um outro apenas por ser este
mais duro do que o outro. Os fatores em favor do carbeto de cromo são que o coeficiente de
dilatação linear é mais aproximado do aço que do carbeto de tungstênio, e que as densidades do
carbeto de cromo e do aço são similares.
Os blocos-padrão de carbeto de cromo são ideais para uso em más condições, onde haja
possibilidade de contaminação superficial, ou quando os blocos devam ser usados sobre
superfícies de natureza abrasiva.
Os blocos-padrão são normalmente produzidos em quatro classes de precisão, cada classe sendo
escolhida para se adaptar ao tipo de trabalho para o qual os blocos são requisitados. As classes
de precisão pela norma internacional DIN 861 são 0 ,1, 2 e 3.
As normas britânicas para blocos-padrão métricos BS 4311 especificam tolerâncias de precisão
para a classe de “calibração”, que tem tolerâncias de planicidade e paralelismo igual à classe 00,
mas com tolerâncias maiores na cota.
Outras normas nacionais ou normas de fabricantes usam as letras AA, A, B e C, sendo as classes
AA e A similares às classes 00 e 0. Antes de encomendar blocos-padrão classe 00 convém
estudar os jogos “calibração” não são suficientes visto que o seu custo é bem mais acessível. Os
blocos-padrão são também classificados por algumas normas como “Referência”, “Calibração”,
“Inspeção” e “Oficina”.
9.1.2 - Recomendações gerais para a seleção das diversas classes
Como existem várias normas internacionais a respeito de blocos-padrão, bem como uma grande
variedade na classificação dos mesmos pelos respectivos fabricantes, não é muito fácil para o
usuário escolher o tipo adequado as suas necessidades. Ocorre, freqüentemente, o erro de se
escolher jogos com precisão acima das necessidades. Por outro lado, muitas vezes acredita-se
que os blocos-padrão têm uma duração limitada, confiando-se cegamente na sua precisão durante
anos de uso ininterrupto. Classes de previsão conforme norma BS 4311, classe 00, Classe AA,
“Referência” e 1/2 0: Estes blocos-padrão são produzidos com o máximo grau de precisão em
dimensão, planidade e paralelismo das faces de medição. Cada bloco é medido por métodos
interferiométricos e uma tabela de calibração é acrescentada mostrando os desvios da cota
nominal a 20°C, sendo a precisão na determinação da cota da ordem de 0,000025mm para blocos
até 5mm e ligeiramente maior para blocos maiores. Estes blocos-padrão são utilizados como
“Referência” em laboratórios de pesquisa, sendo unicamente utilizados para calibrar
comparadores para a medição dos blocos-padrão de grau de “calibração”. Eles são totalmente
estabilizados e nenhuma contração ou dilatação devido à mudança do material é superior a 0,000
0001mm por mm por ano (tabelas 9.1 e 9.2).
Tabela 9.1 – Tolerância de blocos-padrão métricos
(Norma DIN 861)
Dimensão Erro máximo permissível = 1/1000mm
do Classe 3 Classe 2 Classe 1 Classe 0 Classe 1/2 0
Bloco fm fb fm fb fm fb fm fb fm fb
0-5 1,0 0,5 0,5 0,25 0,20 0,15 010 0,1 0,05 0,05
10 1,2 0,5 0,6 0,25 0,25 0,15 0,12 0,1 0,06 0,05
20 1,4 0,5 0,7 0,25 0,30 0,15 0,14 0,1 0,07 0,05
30 1,6 0,5 0,8 0,25 0,35 0,15 0,16 0,1 0,08 0,05
40 1,8 0,5 0,9 0,25 0,40 0,15 0,18 0,1 0,09 0,05
50 2,0 0,5 0,1 0,25 0,45 0,15 0,20 0,1 0,10 0,05
Educação Profissional 91
Created with novaPDF Printer (www.novaPDF.com)
60 2,2 0,5 1,1 0,25 0,50 0,15 0,22 0,1 0,11 0,05
70 2,4 0,6 1,2 0,3 0,55 0,15 0,24 0,1 0,12 0,05
80 2,6 0,6 1,3 0,3 0,60 0,2 0,26 0,1 0,13 0,05
90 2,8 0,6 1,4 0,3 0,65 0,2 0,28 0,1 0,14 0,05
100 3,0 0,6 1,5 0,3 0,70 0,2 0,30 0,1 0,15 0,05
fm = Cota; fb = Planidade
Tabela 9.2
Dimensão Erro máximo permissível em 000 001” - Classes
do Oficina Inspeção Calibração Referência
Bloco L PI P L PI P L PI P L PI P
Ate´1” +10 10 10 +7 5 5 +-5 3 3 +-2 3 3
-5 -3
Até 2” +20 10 10 +10 5 5 +-10 3 4 +-4 3 4
-10 -5
Até 3” +30 10 15 +15 7 7 +-15 4 7 +-6 4 7
-15 -8
Até 4” +40 10 15 +20 7 7 +-20 4 7 +-8 4 7
-20 -10
L = Cota; PI = Planidade das faces de medição; P = Paralelismo entre as faces de medição
Classes de precisão, conforme norma BS 4311, Classe de “Calibração”: Estes blocos-padrão são
trabalhados com as mesmas distâncias para planidade e paralelismo dos blocos de grau 00 e 1/2
0, mas uma tolerância ligeiramente maior é permitida na cota dos mesmos. Este aumento, mesmo
que diminuto, é muito significativo com relação a custos de fabricação e os blocos são,
conseqüentemente, bem menos dispendiosos que os primeiros.
Também estes blocos são medidos por métodos interferométricos, e uma tabela de calibração é
acrescentada, mostrando os desvios da cota nominal de cada bloco a 20°C, sendo a precisão na
determinação da cota da ordem de 0,000 025mm.
Os blocos são destinados como “Referência” em laboratórios de pesquisas, sendo usados para
calibrar comparadores ou máquinas usadas para calibração dos blocos de grau 0,1 e 2, são
totalmente estabilizados e nenhuma contração ou dilatação do material é superior a 0,000 001mm
por mm por ano.
Classes de precisão conforme norma BS 4311, Classe 0, DIN 861 classe 0, classe A, “Inspeção”:
Estes blocos apresentam tolerâncias ligeiramente maiores na planidade que os anteriores e ainda
um acréscimo de minuto na tolerância da cota, reduzindo o custo da fabricação.
São comparados com padrões medidos por métodos interferométricos, usando tipos especiais de
comparadores nos quais os desvios de comprimento podem ser lidos até 0,000 025mm.
Classe de precisão conforme norma BS 4311, classe 1, DIN 861 classe 1, classe B, e “Oficina”:
Estes blocos-padrão são produzidos como tolerância pouco maiores que as de grau 0. no caso dos
blocos feitos de acordo com a norma DIN 861, a tolerância da cota é um valor constante, tanto
para mais como para menos, da medida nominal. No caso da norma BS 4311, o desvio positivo é
maior que o negativo, o que aumenta o tempo de desgaste. Eles são destinados à inspeção em
geral nas ferramentarias e oficinas onde um alto grau de precisão é exigido.
Classes de precisão conforme norma BS 411, classe 2 e 3, DIN 861, classe 2, classe 3: Possuem
tolerância ainda mais flexíveis, tanto na planitude, no paralelismo como na cota. Estes blocos-
padrão são destinados ao uso em geral nas oficinas, quando não se necessita de um alto grau de
precisão.
Educação Profissional 92
Created with novaPDF Printer (www.novaPDF.com)
Como orientação aproximada da seleção das classes, pode-se afirmar que os blocos padrão de
classes 0 devem ser usados para fabricação de calibradores ou outros produtos com tolerância
de fabricação de 0,01mm e 0,02mm e os locos-padrão da classe 2 são indicados onde as
tolerâncias excedam a estes valores.
9.1.3 - Recomendações para o uso de blocos-padrão
A fabricação do jogo de blocos-padrão envolve precauções desde a seleção do aço, a retificação,
o tratamento térmico, os processos de lapidação, a inspeção, a marcação e calibração até a
inspeção final.
Colocado em mãos inexperientes ou usado sem conhecimento e cuidado, um jogo de blocos-padrão
pode ser completamente arruinado em questão de poucas horas. As seguintes informações e
sugestões são dadas para obter a vida máxima dos blocos e maior rentabilidade na aquisição.
As faces de medição de todos os blocos são lapidadas a um alto grau de planidade e paralelismo,
apresentando um acabamento superficial que, no caso dos blocos-padrão de fabricantes
conceituados, é da ordem de 0,000 0006mm CLA (Center Line Average – tolerância da linha de
centro). A qualidade do acabamento superficial e a planidade permitem aos blocos se “fixarem”
uns aos outros num estado de mútua adesão de tal forma a não se separarem exceto por força ou
por choques. Para fixar os blocos-padrão, as superfícies devem estar limpas e secas. Entretanto,
é essencial que um filme espesso esteja presente; blocos-padrão limpos com álcool ou éter, por
exemplo, não aderirão. O método mais usado de adesão é esfregar os blocos com um tecido limpo
até as superfícies se tornarem brilhantes, depois esfregar levemente com o dedo e passar o pano
novamente. Isto deixará uma película fina em cada superfície, que influirá na combinação dos
blocos. O conjunto dos dois blocos-padrão mais a película em adesão será menos que 0,000 01mm
maior que os dois blocos combinados sem a mesma.
Depois das superfícies estarem preparadas, a adesão é feita unindo-se as duas faces em ângulo
reto com uma pressão moderada e girando os blocos lentamente até que as duas faces estejam
perfeitamente ajustadas.
Se for necessário acrescentar blocos adicionais para formar a dimensão desejada, o mesmo
procedimento deverá ser seguido. No caso de dimensões maiores, por exemplo 58,745mm, é usual
tomar primeiro os padrões menores, por exemplo 1,105 e 1,14, e uní-los. Depois estes também são
unidos a um bloco de 6,5mm e, finalmente, é feita uma última combinação com um bloco de 50mm,
obtendo-se assim a medida desejada.
Ex.: 1,105mm
1,14mm
6,5mm
50,00mm
58,745mm
Como garantia contra um desgaste excessivo dos blocos, pode-se empregar blocos protetores que
serão colocados nas extremidades da combinação.
A seguir um outro exemplo com blocos-padrão em polegadas.
3,9968” com jogo de 41 peças:
Bloco protetor 0,1000
1º Bloco 0,1008
2º Bloco 0,106
Educação Profissional 93
Created with novaPDF Printer (www.novaPDF.com)
3º Bloco 0,19
4º Bloco 0,04
5º Bloco 3
Protetor 0,100
3,9968”
Além disso, os blocos devem ser retirados do estojo, fechando-se o mesmo imediatamente para
impedir a penetração de sujeira ou poeira. As combinações nunca devem ser feitas sobre os
estojos abertos para evitar a quebra de blocos em cima dos outros.
Se o acabamento superficial dos blocos for desigual ou ruim, os mesmos somente se unirão por
uma fraca adesão, podendo até ser impossível fazer-se à combinação. Além disso, podem surgir
erros e o seu uso será problemático quando combinações de 3 ou 4 padrões são necessários.
Deve-se prestar atenção para evitar danos de qualquer tipo nas superfícies. Quaisquer blocos
arranhados ou outros que sofrerem quedas ou choques devem ser cuidadosamente examinados
com planos ópticos antes de serem usados. Se houver qualquer evidência de protuberâncias nos
cantos, estas devem ser cuidadosamente removidas usando-se uma pedra branca de “Arkansas”.
Se houver danificação na superfície de trabalho, usa-se também uma pedra de “Arkansas”, sendo
conveniente que este serviço seja realizado por alguém com conhecimento de lapidação de
precisão. As superfícies são opticamente planas e, quando adequadamente usadas, devem
preservar suas características por muito tempo. Para isso devem ser observadas as seguintes
precauções:
a) Evitar oxidações devido à umidade ou marcas digitais;
b) Evitar choques mecânicos;
c) Evitar esfoliar a superfície usando comparadores em mesas de medição com rebarbas ou
asperezas, ou então, tipos insatisfatórios de comparadores;
d) Evitar o uso em aros contaminados;
e) Utilizar sempre uma folha de papel especial, impregnada com substâncias higroscópica, na
caixa dos blocos-padrão e substituí-la periodicamente. Durante períodos de estocagem, os blocos
devem ser levemente encaixados com vaselina pura e guardados numa sala com temperatura
constante sem umidade excessiva. Os blocos devem ser limpos com um tecido macio, sempre,
antes e depois do uso. Antes de serem guardados, convém protegê-los com vaselina pura, usando-
se um pedaço limpo de tecido;
f) Em caso de choque mecânico, deve-se examinar ambas as faces com cuidado, usando um plano
óptico. Se houver alguma indicação de rebarba, convém removê-la imediatamente seguindo o
descrito acima;
g) Os tipos de comparadores normalmente usados para medir ou trabalhar com blocos-padrão
usam apalpadores esféricos que deve ser freqüentemente verificados, a fim de se constatar a
existência de irregularidades. Qualquer oxidação que venha a ocorrer nos pontos de contato pode
arranhar a superfície dos blocos-padrão. A oxidação, mesmo depois de removida, causa “pittings”
e a aspereza da esfera pode arranhar a superfície dos blocos. Certos comparadores têm mesas
de medição planas, lisas ou com finas ranhuras, nas quais os blocos devem aderir. Este processo
não deve ser usado com blocos-padrão de grau de “Referência”, mesmo sob as melhores condições
possíveis. Nestes casos, recomenda-se o uso de componentes “diferenciais” como dois
apalpadores, ficando o bloco-padrão independendo das condições da mesa de medição. De
qualquer forma, é indispensável que as mesas de medição sejam freqüentemente controladas com
relação a rebarbas, usando-se planos ópticos;
Educação Profissional 94
Created with novaPDF Printer (www.novaPDF.com)
h) A limpeza é essencial. Deve-se evitar a utilização do material de limpeza para outro propósito
qualquer. A sala onde os blocos padrão são usados deve estar livre de poeira, pois partículas
absorvidas por um plano podem machucar a superfície do bloco;
Além dos cuidados acima, deve-se observar as seguintes recomendações:
A corrosão e outros riscos de danificação devem ser verificados com cuidado, pois o esforço para
unir blocos defeituosos com blocos perfeitos pode inutilizar estes últimos.
A constante combinação, dos blocos é outra fonte de desgaste, podendo a poeira alojar-se entre
as faces dos mesmos quando da formação de combinação.
O desgaste e a danificação também podem ser causados pelo arraste dos blocos sobre uma
superfície de ferro fundido. Deve-se evitar que os blocos-padrão sejam usados sobre uma mesa
de ferro fundido sem o uso de um bloco protetor em contato com a mesa. Recomenda-se o uso de
um desempeno de granito de boa qualidade em lugar de ferro fundido.
Boa parte do desgaste é freqüentemente causada por forçar o bloco padrão numa dimensão
menor. Isto causa somente um desgaste excessivo dos blocos, mas resulta numa medição falsa.
Pode se afirmar, de maneira geral, que, se os blocos-padrão estão sendo usados para determinar
a dimensão de uma abertura, o verdadeiro tamanho é aquele no qual o padrão entra na abertura
sob a ação do seu peso próprio.
O desgaste nos blocos-padrão em uso constante é inevitável e, mesmo sob boas condições, é bem
provável que a maior parte dos padrões usados sofram um desgaste da ordem de 0,000025mm
por mês. Uma recalibração periódica, portanto, é altamente recomendável. Quando usamos sobre
uma superfície de ferro fundido ou para medir aberturas, o desgaste pode ser
consideravelmente maior, sendo recomendado o uso dos blocos protetores nas extremidades das
combinações sempre que possível. Para usufruir de uma maior vantagem, os blocos protetores
devem ser sempre unidos da mesma forma, por exemplo, gravação dentro da combinação. Isto
significa que uma face de cada protetor sofrerá sempre o desgaste e a outra permanecerá em
boas condições. Assim, os blocos estão sujeitos a um menor desgaste, que ocorreria se ambos os
lados dos protetores se tornassem espoliados. Há, sem dúvida, a vantagem adicional de ser
mantida a propriedade de “fixar” os blocos protetores.
Com a finalidade de incentivar o uso dos blocos protetores é importante obter diversos pares e
entregar um para cada inspetor que usa blocos-padrão. Os blocos protetores, sem dúvida,
também necessitam de um exame freqüente de desgaste e danificação não obstante serem de
carbeto ou de tungstênio.
As condições na oficina nunca são as mesmas do laboratório de inspeção e o desgaste será
inevitavelmente maior. O mesmo, porém, pode ser reduzido pelo uso inteligente, orientando os
usuários para que se convençam que os blocos-padrão não são apenas simples pedaços de metal,
mas sim meios de medição, de altíssima precisão, requerendo um manuseio cuidadoso para se
obter os melhores resultados.
Antes de combinar os blocos, estes deverão primeiramente ser polidos com um tecido seco e
limpo, que é usado somente para tal propósito. O tecido deve ser lavado em água com sabão, bem
enxaguado, seco e afastado de qualquer contato com materiais corrosivos. Deve ser guardado
numa gaveta ou bolsa limpa quando for usado de modo a evitar que partículas de poeira se
depositem sobre o mesmo.
Para combinação, os blocos devem ser pressionados nos ângulos corretos e girados de tal forma
até que as superfícies estejam perfeitamente paralelas, quando então se obtém a união. O
método de deslizar os blocos-padrão longitudinalmente para trás não facilita a combinação,
Educação Profissional 95
Created with novaPDF Printer (www.novaPDF.com)
podendo até causar desgastes adicionais. Ocorrendo qualquer dificuldade ao efetuar uma
combinação, não se deve hipótese alguma forçá-la. Neste caso os blocos devem ser examinados
para averiguar a causa. Devido às características individuais do elemento humano e às diferenças
nas condições de uso, é praticamente impossível obter-se uma comparação justa quanto às
diferentes marcas de blocos-padrão. Há tantas variáveis, algumas quase impossíveis de
determinar, por que os ensaios de desgaste feitos num laboratório são de valor duvidoso, a não
ser que sejam repetidos diversas vezes para obter-se resultado médio.
Admite-se que a precisão de um jogo de bloco-padrão não é melhor do que a precisão dos blocos
mais gastos no jogo. Alguns blocos terão inevitavelmente um maior uso e, por conseguinte, um
maior desgaste que os outros. Quando aqueles blocos chegarem além daquilo que é considerado o
limite inferior, a troca dos mesmos colocará o jogo de novo em condições satisfatórias.
É interessante mencionar que, mesmo que se utilize métodos para aperfeiçoar as propriedades de
adesão das superfícies e da calibração dos blocos, é impossível restaurar a cota inicial de um
padrão gasto, tornando-se anti-econômico tentar reduzir por meio de uma lapidação, padrões
gastos para um tamanho menor.
Antes de calibrar os blocos-padrão no laboratório, eles devem ser limpos, e cada padrão deve ser
examinado com um plano óptico. Qualquer rebarba deve ser removida cuidadosamente. As
condições gerais das superfícies devem ser verificadas. Blocos muito gastos apresentando erros
excessivos de planidade ou não permitindo a combinação com outros blocos, devem ser eliminado.
Somente após esta inspeção preliminar os blocos devem ser encaminhados ao laboratório de
metrologia.
9.2 - BLOCOS-PADRÃO E PEÇAS AUXILIARES
Blocos-padrão são instrumentos de alta precisão que
permitem comparação de dimensões com variações de até
0,001mm (fig. 9.1).
Os blocos-padrão também são encontrados com medidas em
polegadas. São largamente empregados para diversos fins,
tais como regulagens de máquinas e instrumentos de medição,
aferição de micrômetros, e verificação de ângulos (figs. 9.2 e
9.3).
Figura 9.1
Figura 9.2 Figura 9.3
Educação Profissional 96
Created with novaPDF Printer (www.novaPDF.com)
Os blocos-padrão são apresentados em caixas com variados números de peças (fig. 9.4), assim
relacionados:
Figura 9.4
1 bloco de 1,0005mm;
9 blocos de 1,001 a 1,009mm, com intervalos de 0,001mm;
49 blocos de 1,01 a 1,49mm, com intervalos de 0,01mm;
49 blocos de 0,5 a 24,5mm, com intervalos de 0,5mm;
4 blocos de 25 a 100mm, com intervalos de 25mm.
NOTA: Existem caixas que, substituindo os blocos com intervalos de 25mm, possuem 10 blocos de
10 a 100mm, com intervalos de 10mm.
9.3 - CONSTITUIÇÃO DOS BLOCOS-PADRÃO E DOS BLOCOS PROTETORES
Os blocos-padrão são fabricados em aço especial,
temperado a uma dureza de 64 a 65 RC, o que permite
uma grande resistência ao desgaste. Entretanto, o
contato direto com peças comuns poderá arranhar sua
superfície e provocar um desgaste prematuro. Para evitar
esse inconveniente, utilizam-se nas extremidades da
cominação de medidas os blocos protetores (fig. 9.5).
Estes são fabricados de materiais de extrema dureza
(carbonetos de cromo e de tungstênio), atingindo uma
dureza de 71 a 72RC e 76 a 77 RC respectivamente. São
apresentados com espessuras de 1mm, 2mm, 5mm, etc.
9.4 - CLASSIFICAÇÃO DOS BLOCOS
A classificação dos blocos-padrão obedece a várias
classes de tolerâncias (grau de precisão), empregadas de
acordo com as reais necessidades do trabalho.
Alguns fabricantes designam a classe de tolerância dos Figura 9.5
blocos através de letras: AA – A – B – C – W; outros
fabricantes, através de números: 00 – 0 – 1 – 2 – 3.
Educação Profissional 97
Created with novaPDF Printer (www.novaPDF.com)
EXEMPLO DE APLICAÇÃO DE ACORDO COM AS CLASSES DOS BLOCOS
AA - aplicação científica da maior precisão
A - referência ou regulagem de comparadores em laboratórios
B - inspeção e ajustagem de comparadores
C - para uso em oficina
W - para o uso em oficina, quando não é necessária a classe C.
NOTA: A fabricação dos blocos protetores obedece às mesmas classes de tolerância dos blocos-
padrão normais.
9.5 - SELEÇÃO DOS BLOCOS
A seleção dos blocos efetua-se de forma a obter a medida desejada procurando-se utilizar o
menor número de blocos possível, conforme o exemplo abaixo:
Exemplo: Formar a medida 57,875mm
57,875
- 1,005 1º bloco Blocos usados:
56,870 1,005 mm
- 1,370 2º bloco 1,370 mm
55,500 5,500 mm
- 5,500 3º bloco 50,000 mm
50,000 57,875 mm
- 50,000 4º bloco
0
9.6 - ADESÃO DOS BLOCOS
Após a seleção dos blocos para compor a medida desejada, deve se
efetuar a limpeza dos mesmos com algodão e benzina pura. As faces
de medição são lapidadas a um alto grau de planeza e paralelismo. Isto
permite aderirem-se uns aos outros (fig. 9.6).
Figura 9.6
9.7 - ACESSÓRIOS PARA BLOCOS-PADRÃO
Os blocos-padrão são peças que, sozinhas, ajustam, regulam e aferem um grande número de
máquinas, peças e instrumentos de medição. Entretanto existem tipos de medidas que necessitam
de peças auxiliares para o seu uso. Essas peças são chamadas “acessórios para blocos-padrão”, ou
“suportes”. Os acessórios apresentam-se em diversas formas, permitindo variados tipos de
controle (fig. 9.7).
Educação Profissional 98
Created with novaPDF Printer (www.novaPDF.com)
Figura 9.7
9.8 - UTILIZAÇÃO DOS BLOCOS E ACESSÓRIOS
Nas figuras 9.8, 9.9, 9.10, 9.11 e 9.12 são mostrados vários exemplos de utilização dos blocos e
acessórios.
Figura 9.8
Figura 9.10
Figura 9.9
Educação Profissional 99
Created with novaPDF Printer (www.novaPDF.com)
Figura 9.11
Figura 12
9.9 - BLOCOS-PADRÃO ANGULARES
São blocos destinados à medição com alta precisão e praticamente abrangem a 360°. A precisão
para cada bloco está em torno de 2 segundos de aço (fig. 9.13).
Figura 9.13
9.10 - CILINDROS E ESFERAS CALIBRADAS
Os cilindros e as esferas calibradas são utilizados, como auxiliares dos blocos-padrão, para
medições variáveis (Figuras 9.14 e 9.15).
Educação Profissional 100
Created with novaPDF Printer (www.novaPDF.com)
Figuras 9.14 Figura 9.15
As figuras 9.16 e 9.17 mostram exemplos de aplicações dos cilindros e esferas calibradas.
Figuras 9.16 Figura 9.17
9.11 - RECOMENDAÇÕES SOBRE SEU USO
Evitar danificação por ferrugem devida à umidade ou marcas digitais;
Evitar danificação por queda dos blocos ou queda de algum objeto sobre os mesmos;
Evitar danificação devida ao uso em más condições de limpeza;
Evitar que os blocos-padrão entrem em contato com desempeno de ferro fundido sem o
uso dos blocos protetores;
Não conseguindo a adesão perfeita dos blocos, observar se a superfície de algum deles se
encontra arranhada, evitando o seu uso, para não se danificarem os demais blocos;
Não utilizar o material de limpeza dos blocos (pano, camurça) para outras finalidades;
Após o uso, os blocos devem ser cuidadosamente limpos com benzina pura. Antes de
guardá-los em estojo próprio, aplicar uma leve camada de vaselina em suas superfícies;
Educação Profissional 101
Created with novaPDF Printer (www.novaPDF.com)
9.12 - COMPARAR DIMENSÕES COM BLOCOS-PADRÃO
Comparar dimensões com bloco-padrão é aferir peças ou instrumentos, utilizando um ou mais
blocos-padrão de dimensões variadas (fig. 9.18 e 9.19). Esta operação é empregada nos ajustes de
aparelhos de medição, nos traços de peças ou mesmo nas máquinas ferramentas.
Figura 9.18
Figura 9.19
9.13 - PROCESSO DE EXECUÇÃO
1º Passo – Faça a montagem dos blocos-padrão;
a) Selecione os blocos para compor a medida desejada;
b) Limpe os blocos;
Observação: A limpeza dos blocos deve ser feita cuidadosamente, utilizando-se algodão
embebido em benzina e, a seguir, um pedaço de camurça, a fim de retirar toda a impureza e
umidade, para conseguir a perfeita aderência dos mesmos (fig. 9.20).
Figura 9.20
c) Coloque dois blocos cruzados, um sobre o outro, de forma que as superfícies lapidadas fiquem
em contato (fig. 9.21), e a seguir gire-o lentamente, exercendo uma pressão moderada, a fim de
obter uma aderência perfeita, até que as faces fiquem alinhadas (fig. 9.22 e 9.23);
Educação Profissional 102
Created with novaPDF Printer (www.novaPDF.com)
Figura 9.21 Figura 9.22
Figura 9.23
Observação: Para comparar uma dimensão com blocos-padrão, são necessárias duas montagens,
estabelecendo os limites máximo e mínimo da dimensão que se deseja aferir, de acordo com a
qualidade prevista para o trabalho.
d) Continue a montagem dos demais blocos até obter a medida desejada;
2º Passo – Compare a dimensão
a) Limpe a peça;
b) Introduza os blocos montados no rasgo da peça (fig. 9.24);
Figura 9.24
10 - INTRUMENTOS DE VERIFICAÇÃO E CONTROLE
A série de Instrumentos de Verificação e Controle destina-se aos profissionais da Área de
Mecânica, por se tratar de um assunto específico.
Esta série de instrumentos apresenta um estudo sobre os vários instrumentos de verificação e
controle, abrangendo os calibres – tampão – verificadores de roscas, ângulos, folgas e todos
aqueles de uso mais freqüentes nas oficinas mecânicas.
Educação Profissional 103
Created with novaPDF Printer (www.novaPDF.com)
O estudo desta série dará a você conhecimentos para o emprego correto dos diversos tipos de
instrumentos, assim como os cuidados e as condições de uso indispensáveis.
Na última parte, denominada “Folha-Resumo” você encontrará todo o conteúdo apresentado
sinteticamente que servirá como reforço da aprendizagem.
10.1 - RÉGUAS DE CONTROLE
São instrumentos de controle fabricados de aço ou ferro fundido, para a verificação de
superfícies.
Classificam-se em:
1- Réguas de fios retificados;
2- Réguas de faces retificadas ou rasqueteadas;
10.2 – RÉGUA DE FIO RETIFICADO
Biselada – é feita de aço carbono, em forma de faca (fig. 10.1), temperada e retificada com o fio
ligeiramente arredondado.
Triangular – construída em aço carbono, com canais côncavos, temperada e retificada com os
cantos arredondados (fig. 10.2).
10.3 – RÉGUAS DE FACES RETIFICADAS OU RASQUETEADAS
Fabricada em ferro fundido, são utilizadas nas verificação de barramentos e guias de máquinas-
ferramentas ou outras superfícies que irão ser rasqueteadas (fig. 10.3, 10.4 e 10.5).
10.4 - RÉGUA TRIANGULAR PLANA
É construída em ferro fundido, em forma de prisma com as faces retificadas ou rasqueteadas
(fig. 6). Emprega-se na verificação de superfícies em ângulo agudo ou maior que 60°.
Figura 10.2
Figura 10.1
Figura 10.3
Educação Profissional 104
Created with novaPDF Printer (www.novaPDF.com)
Figura 10.4
Figura 10.5
Figura 10.6
10.5 – CUIDADOS
1- Evitar o contato da régua com outras ferramentas
2- Evitar choques e quedas
3- Limpá-las após o uso, lubrificá-la e guardá-la em local apropriado.
10.6 – ESQUADRO
É um instrumento de precisão, em forma de ângulo reto, fabricado de aço carbono, retificado ou
rasqueteado e, em alguns casos, temperado.
10.6.1 - Comentário
É usado para a verificação de superfícies em ângulos de 90°.
Tipos
Esquadros simples (fig. 10.7)
Esquadro de base com lâmina lisa
É também utilizado para traçagem
(fig. 10.8).
Figura 10.7
Figura 10.8
Educação Profissional 105
Created with novaPDF Printer (www.novaPDF.com)
Esquadro de base com lâmina biselada (fig.
10.9)
Figura 10.9
Tamanho dos esquadros – A norma DIN 875 especifica dimensões dos esquadros, que variam de
50 x 35 até 2000 x 1000.
Os mais utilizados nos trabalhos de mecânica são os seguintes:
50 x 35 150 x 100 300 x 200
75 x 50 200 x 130 400 x 265
100 x 65 250 x 165 500 x 330
10.6.2 - Esquadro de coluna
É um cilindro de aço temperado e com superacabamento, empregado para o controle do ângulo
reto (fig. 10.10).
Figura 10.10
- Conservação
1- Os esquadros devem ser isentos de mossas, rebarbas e bem limpos;
2- Após o uso, devem ser limpos, lubrificados e guardados em lugares próprios.
10.7 - COMPASSOS DE PONTA E DE CENTRAR
São instrumentos de aço carbono destinados a traçagem.
CONSTITUIÇÃO
São constituídos de duas pernas que se abrem ou se fecham através de uma articulação. As
pernas podem ser retas, terminadas em pontas afiadas e endurecidas, ou uma reta e outra curva.
Educação Profissional 106
Created with novaPDF Printer (www.novaPDF.com)
10.7.1 - Tipos
Compasso de pontas – é utilizado na Compasso de centrar ou hermafrodita –
traçagem de circunferências, arcos, e no é utilizado parra determinar centros ou
transporte de medidas (fig. 10.11). traçar linhas paralelas (fig. 10.12).
Figura 10.12
Figura 10.11
10.7.2 - Comprimentos mais comuns
100mm 150mm 200mm 250mm
10.7.3 - Cuidados
1- Articulações bem ajustadas;
2- Pontas bem aguçadas;
3- Proteção contra golpes e quedas;
4- Limpeza e lubrificação;
5- Proteção das pontas com madeira ou cortiça.
10.8 – GRAMINHO
É um instrumento formado por uma base, geralmente de ferro fundido ou aço carbono, e uma
haste cilíndrica ou retangular, sobre a qual desliza um suporte com um riscador.
Educação Profissional 107
Created with novaPDF Printer (www.novaPDF.com)
10.8.1 - Utilização
É utilizado na traçagem, controle e centragem de peças nas máquinas-ferramentas.
Graminho com Articulação – Base
10.8.2 - Tipo retangular de ferro fundido ou aço carbono.
Ranhura em “V” na parte inferior da base,
Graminho Simples – Sua base é de ferro para melhor adaptação nos barramentos de
fundido, possui haste cilíndrica de aço tornos e na mesa de traçagem. A articulação
carbono e um cursor com parafuso para permite variar a posição da agulha (fig.
fixação da agulha (fig. 10.13). 10.14).
Figura 13
Figura 14
Graminho com Escala e Nônio – É
constituído por uma base retangular e
uma régua graduada em milímetros. Esta
régua move-se para cima e para baixo, e
em torno da coluna. Possui um cursor
movido por uma engrenagem e uma
cremalheira. O nônio permite uma
aproximação de 0,1mm (fig. 10.15).
Figura 10.15
Graminho Traçador Vertical – Sua base é de aço carbono temperado e retificada. Possui uma
escala em milímetros, uma haste retangular, um cursor com aproximação de 0,02mm e um
mecanismo de ajuste mecânico, e um riscador com ponta de carboneto metálico (fig. 10.16).
Educação Profissional 108
Created with novaPDF Printer (www.novaPDF.com)
Fig. 10.16
Figura 16
10.8.3 - Condições de uso
1- As pontas devem estar afiladas;
2- A base deve estar bem limpa, assim como a mesa de traçagem.
10.8.4 - Cuidados
Após o uso deve-se limpá-los e untá-los com vaselina ou óleo.
10.9 - MESA DE TRAÇAGEM E CONTROLE
É um bloco robusto, retangular ou quadrado, construído de ferro fundido ou granito, com a face
superior rigorosamente plana.
10.9.1 - Comentário
A face superior constitui o plano de referência para traçado com graminho, paquímetro de altura,
relógio comparador, ou para controle de superfícies planas.
10.9.2 - Tipos
Figura 8.18 - Portátil
Figura 8.17 - Estacionária
Educação Profissional 109
Created with novaPDF Printer (www.novaPDF.com)
10.9.3 - Construção
As mesas são construídas de ferro
fundido de qualidade especial e
envelhecido para evitar tensões. As
nervuras são tecnicamente projetadas de
modo a não permitir deformações (fig.
10.19).
As dimensões mais comuns das mesas são
as seguintes: Figura 10.19
Tabela 8.1 - DIMENSÕES (mm)
150 x 150 500 x 500
200 x 200 600 x 500
300 x 200 800 x 500
300 x 300 1000 x 750
400 x 300 1200 x 800
400 x 400 1000 x 1000
500 x 140 1500 x 1000
500 x 400 2000 x 1000
10.9.4 - Cuidados
1- Manter a mesa bem limpa e nivelada;
2- Os instrumentos devem ser manejados com cuidado a fim de não danificar sua superfície;
3- Após sua utilização lubrificar sua superfície e protegê-la com um tampo de madeira.
10.10 - VERIFICADORES DE ÂNGULOS
Os verificadores de ângulos são lâminas de aço temperado, colocando-se os mesmos em contato
com a ferramenta.
10.10.1 - Tipos
Verificador de ângulo de talhadeira (fig. 10.20).
Figura 10.20
Educação Profissional 110
Created with novaPDF Printer (www.novaPDF.com)
Verificador de ângulos de lâminas articuladas (fig. 10.21).
Figura 10.21
Verificador de ângulo de ferramentas monocortantes (fig. 10.22).
Figura 10.22
Verificador de ângulos universal para ferramentas de torno, plaina, brocas e porcas sextavadas
(fig. 10.23),
Figura 10.23
Verificador de ângulos para ferramenta de roscar (fig. 10.24).
Figura 10.24
Educação Profissional 111
Created with novaPDF Printer (www.novaPDF.com)
Verificador de ângulos de brocas (fig. 10.25).
Figura 10.25
Verificador de ângulos de ferramentas para abrir roscas triangulares (fig. 10.26).
Figura 10.26
Verificador de ângulos diversos para ferramentas monocortantes de torno e plaina (fig. 10.27).
Figura 27
Verificador de ângulo de 135° ou verificador de perfil oitavado (fig. 10.28)
Figura 10.28
Educação Profissional 112
Created with novaPDF Printer (www.novaPDF.com)
Verificador de ângulos de 120° ou verificador de perfil sextavado (fig. 10.29).
Figura 10.29
10.10.2 - Característica
Caracteriza-se pelo seu formato e utilização.
10.10.3 - Cuidados
1- Evitar choques e atritos com a peça que esteja sendo controlada;
2- Mantê-lo limpo;
3- Após o uso, lubrificá-lo.
10.11 - INSTUMENTOS DE CONTROLE
São instrumentos geralmente fabricados em aço carbono e com as faces de contato temperadas
e retificadas.
10.11.1 - Comentários
São geralmente empregados nos trabalhos de produção em série e na indústria mecânica em
geral, para a verificação e controle de roscas, raios, folgas, diâmetros, espessuras e medição de
peças.
10.11.2 - Tipos
Calibradores para roscas internas e externas (fig. 10.30).
Figura 10.30
Educação Profissional 113
Created with novaPDF Printer (www.novaPDF.com)
Calibradores de tolerância chatos para furos (figs. 10.31 e 10.32).
Figura 10.31 Figura 10.32
10.12 - CALIBRADORES AJUSTÁVEIS
Calibradores ajustáveis – São instrumentos de comparação de dimensões, que podem ser
ajustados por intermédio de padrões de referência, estabelecendo os limites máximo e mínimo
das dimensões a comparar. Seu emprego se faz necessário na fabricação de peças em série ou na
inspeção das mesmas.
10.12.1 - Constituição
Os calibradores são normalmente fabricados de aço fundido em forma de ferradura (fig. 10.33),
tendo fixada em um dos lados uma base plana, e do outro, dois pinos roscados com cabeça plana
entre os quais é introduzido o padrão para regulagem. A dimensão máxima a verificar fica entre a
base e o primeiro pino; a dimensão mínima, entre a base e o 2º pino.
Figura 10.33
10.12.2 - Tipos E Usos
Existem calibradores com 4 pinos – dois de cada lado (fig. 10.34) que permitem maior variação de
medidas, pois o seu ajuste se faz em ambos os lados.
Educação Profissional 114
Created with novaPDF Printer (www.novaPDF.com)
Figura 10.34
Para o controle de peças cujos valores se pretende saber, utilizam-se calibradores especiais (fig.
10.35) que, por intermédio de relógios comparadores, indicam a variação de tais valores com
aproximação de milésimo de milímetro.
Figura 10.35
Este processo permite, com a utilização de outros tipos de contatos, a verificação de medidas
diversas, com diâmetros externos de rebaixo com pequena profundidade. (fig. 10.36), ou distância
entre os dentes de uma engrenagem (fig. 10.37).
Figura 10.36 Figura 10.37
A figura 10.38 mostra um calibrador ajustável para o controle do diâmetro primitivo de roscas,
no qual os roletes com o perfil e o passo da rosca a verificar são ajustados nas dimensões máxima
e mínima do diâmetro primitivo.
Educação Profissional 115
Created with novaPDF Printer (www.novaPDF.com)
Figura 10.38
Regular calibradores ajustáveis é determinar a dimensão ideal a comparar através de blocos-
padrão, obedecendo aos limites de tolerância, para efetuar o controle de peças mecânicas. É uma
operação muito utilizada em laboratório de metrologia, porque, com o uso dos calibradores
ajustáveis, podemos obter regulagens para várias dimensões.
10.12.3 - Processo de execução
1º Passo – Faça a montagem dos blocos para as dimensões máxima e mínima.
2º Passo – Regule o calibrador para a dimensão máxima.
a) Limpe os contatos;
b) Desaperte os parafusos de fixação dos contatos móveis;
c) Coloque os blocos-padrão correspondentes à dimensão máxima sobre o contato fixo (fig.
10.39);
Figura 10.39
d) Desloque o primeiro contato móvel com a chave de fenda até fazê-lo tocar nos blocos-padrão;
Observação: O aperto do parafuso deve ser o suficiente para que os blocos não caiam com o seu
próprio peso (fig. 10.40).
Educação Profissional 116
Created with novaPDF Printer (www.novaPDF.com)
Figura 10.40
e) Aperte o parafuso fixador.
f) Retire os blocos.
Observação: Ao retirar os blocos-padrão, observe se a pressão do contador sobre os mesmos
está exagerada, se estiver refaça a regulagem.
3º Passo – Regule o calibrador para a dimensão mínima, deslocando o segundo contato móvel e
repetindo as instruções anteriores.
Calibradores de tolerância chatos para eixo (fig. 10.41)
Figura 10.41
10.12.4 - Comentário
Os números e símbolos nas placas de calibradores (por exemplo, 125 H7. ISO) correspondem a
medidas e tolerâncias padronizadas de um sistema internacional.
Calibrador de bocas ajustáveis (fig. 10.42)
Educação Profissional 117
Created with novaPDF Printer (www.novaPDF.com)
Figura 10.42
Calibrador-tampão de tolerância (“passa-não-passa”) (fig. 10.43)
Figura 10.43
Calibrador para chapas e arame (fig. 10.44)
Figura 10.44
Educação Profissional 118
Created with novaPDF Printer (www.novaPDF.com)
Verificador de raio (fig. 10.45)
Figura 10.45
Verificador de folga 0,015” a 0,200” ou 0,04 a 5,00mm (fig. 10.46)
Figura 10.46
Verificador de fios de roscas. É utilizado na contagem de fios de roscas (fig. 10.47)
Figura 10.47
10.12.5 - Condições de uso
Os calibradores devem estar isentos de mossas e rebarbas.
10.12.6 - Conservação
1- Evitar choques e quedas;
2- Limpar e lubrificar após o uso;
3- Guardar em lugar apropriado.
Educação Profissional 119
Created with novaPDF Printer (www.novaPDF.com)
10.12.7 - Verificação da planeza e paralelismo dos contatos dos instrumentos de medição
Um dos modos mais preciosos de verificar a planeza e o paralelismo dos contatos dos
instrumentos de medição é a aplicação do fenômeno da interferência da luz, através da utilização
de discos de cristal (fig. 10.48)
Quando são usados discos de cristal sob luz monocromática (luz artificial, com um só
comprimento de onda), observam-se franjas claras e escuras. Quando é usada luz natural ou
policromática (mescla as ondas de diversos comprimentos), observam-se franjas coloridas.
Figura 10.48
- Verificação da planeza
As franjas de interferência informam o estado da superfície a verificar. Se a superfície estiver
plana, aparecerão franjas retas (fig. 10.49), e se estiver côncava ou convexa, aparecerão franjas
circulares (fig. 10.50).
Para distinguir se a superfície está côncava ou convexa, pressiona-se o disco de cristal sobre a
superfície a verificar, observando-se o comportamento das franjas. Se, pressionando um lado do
disco de cristal, as franjas correram para este lado, a superfície estará convexa. Se a superfície
for côncava, uma pressão no meio do disco de cristal, diminui o número de franjas.
Figuras 10.49 Figura 10.50
- Verificação do paralelismo
A verificação do paralelismo dos contatos de um instrumento de medição é feita utilizando-se
quatro discos de cristal (fig. 10.51), sendo a diferença da espessura de um para o outro 1/4 do
passo da rosca do instrumento a verificar. Pode-se com isso, verificar o paralelismo em todas as
posições dos contatos. O posicionamento dos discos de cristal será feito do menor para o maior,
Educação Profissional 120
Created with novaPDF Printer (www.novaPDF.com)
onde serão observadas as franjas nas superfícies de contatos (fig. 10.52). A distância entre duas
franjas da mesma cor é igual à metade do comprimento da onda luminosa utilizada (luz natural) A
= 0,6/2 = 0,3 micrômetros (fig. 10.53).
Figura 10.52
Figura 10.51
Figura 10.53
NOTA: A verificação do paralelismo com os discos de cristal entre as franjas de interferência
que aparecem simultaneamente sobre a superfície de medição, estão compreendidas também as
franjas que se produzem por desigualdade de planeza. Em geral, na prática, aceita-se o erro
global composto de erro de planeza e paralelismo.
As figuras 10.54, 10.55 e 10.56 mostram o comportamento das franjas em relação aos estados
das superfícies dos contatos do micrômetro.
Superfície com uma só franja (desvio de 0,3 micrômetros).
Figura 10.54 Figura 10.55 Figura 10.56
Educação Profissional 121
Created with novaPDF Printer (www.novaPDF.com)
Superfície com seis franjas (desvio de 1,5 micrômetros)
10.13 - NORMAS TÉCNICAS
Além das normas desenvolvidas pelos próprios fabricantes de micrômetros, existem ainda aquelas
adotadas em cada país, como a Norma Brasileira ABNT – EB-1164/79 “Micrômetros com leitura
em 0,01mm”, da qual é apresentada a tabela 1, mostrando a capacidade de medição do micrômetro
e o erro máximo permissível. A figura 10.57 exemplifica o controle da planicidade das pontas de
um micrômetro da seguinte maneira:
Uma das faces é plana, a outra está curva para um dos lados (fig. 10.57a);
Superfícies não planas (fig. 10.57b);
Superfícies planas, porém não paralelas (fig. 10.57c);
Figura 10.57 a Figura 10.57 b
Figura 10.57 c
TABELA 10.2 – Limites de tolerância (Norma ABNT EB-1164)
Capacidade de medição do micrômetro - mm Fmax.m
0 a 25 4
25 a 50 4
50 a 75 5
75 a 100 5
100 a 125 6
125 a 150 6
150 a 175 7
175 a 200 7
200 a 225 8
225 a 250 8
250 a 275 9
275 a 300 9
Educação Profissional 122
Created with novaPDF Printer (www.novaPDF.com)
300 a 325 10
325 a 350 10
350 a 375 11
375 a 400 11
400 a 425 12
425 a 450 12
450 a 475 13
475 a 500 13
10.13.1 - Instrumentos de controle
Para roscas: internas e externas
Chatos para furos
Chatos para eixos
Bocas ajustáveis
Tampão
Chapas e arames
De raio
De folga – 0,015” a 0,200” ou de 0,04 a 5mm
Fios de roscas
10.13.2 - Verificadores de ângulos
De talhadeira
De lâminas articuladas
De ferramentas monocortantes universal
Para ferramentas de roscar
Para ângulos de brocas
Para roscas triangulares internas
Para perfil oitavado
Para perfil sextavado
10.13.3 - Esquadros
Simples
De base com lâmina fixa
De base com lâmina biselada
De coluna
- Dimensões
Variam de 50 x 35 até 2000 x 1000mm
10.13.4 - Graminho
Simples
Com articulação
Com escala e nônio
Traçador vertical
Educação Profissional 123
Created with novaPDF Printer (www.novaPDF.com)
10.13.5 - Compassos
De pontas
De centrar ou hemafrodita
- Aplicação
De pontas – traçagem de arcos circunferenciais e transporte de medidas
De centrar – determinas centros e traçar linhas paralelas
- Tamanhos
100 – 150 – 200 e 250mm
10.13.6 - Mesa de traçagem
Estacionária
Portátil
- Construção
Ferro fundido especial
- Aplicação
Plano de referência para traçagem
10.13.7 - Régua de controle
Biselada
Triangular
Faces retiradas ou rasqueteadas
Triangular plana
- Aplicação
Verificação de superfícies
11 - INSTRUMENTOS DE DESLOCAMENTO VERTICAL
Instrumentos de deslocamento vertical são instrumentos de medição de grande precisão nos
quais a régua graduada fica situada em posição vertical. São utilizados em trabalhos de traçagem
e verificação de dimensões de peças mecânicas.
Um instrumento de deslocamento vertical é formado por uma sólida base de aço carbono, onde é
fixada a régua graduada na qual desliza o cursor com nônio. Ligado ao cursor é fixado um suporte
onde pode ser adaptada uma ponta para traçagem ou um relógio comparador. Um mecanismo de
ajuste fino permite o deslocamento suave do cursor (fig. 11.1 e 11.2).
Educação Profissional 124
Created with novaPDF Printer (www.novaPDF.com)
Figura 11.1 – Paquímetro de altura Figura 11.2 – Paquímetro de altura
equipado com ponta para traçagem. equipado com relógio comparador.
11.1 - PAQUÍMETRO ESPECIAL
Neste tipo, a régua é substituída por um mecanismo de leitura digital,
e o nônio, por um relógio com aproximação de 0,01mm (fig. 11.3).
Figura 11.3
11.2 - MICRÔMETRO ÓTICO DE ALTURA
Este instrumento funciona combinando dois sistemas o de blocos-padrão e o ótico (fig. 11.4).
Cada progressão de um bloco para outro é tomada a partir de uma coluna de blocos-padrão que
estão permanentemente fixados em conjunto. A coluna de blocos move-se para cima e para baixo
por meio de cames e porca de ajuste fino. As distâncias entre os blocos são de 25mm, os
espaços de 0 a 25mm são observados através do sistema ótico, no qual uma escala circular
estabelece medidas com divisões de 0,02mm, e o nônio subdivide a mesma com divisões de
0,002mm.
Educação Profissional 125
Created with novaPDF Printer (www.novaPDF.com)
Figura 11.4
11.3 - MICRÔMETRO DE ALTURA
Constituído de uma coluna robusta na qual um conjunto de blocos intercalados estão alojados (fig.
11.5). Por intermédio de um movimento giratório de cabeçote micrométrico, o conjunto de blocos
é deslocado para cima e para baixo, permitindo o ajuste desejado com aproximação de 0,001mm.
Figura 11.5
Utiliza-se este tipo de micrômetro com o auxílio de suporte para adaptação de relógio
comparador, onde se regula o mesmo, na altura da peça, e depois transporta-se a medida para o
micrômetro, onde é feita a leitura.
Educação Profissional 126
Created with novaPDF Printer (www.novaPDF.com)
Figura 11.6
12 - TOLERÂNCIAS E AJUSTES
12.1 - DEFINIÇÕES
Elementos que constituem a Tolerância e o Ajuste.
12.1.1 - Dimensão nominal
Dimensão básica que fixa a origem dos afastamentos. Símbolo “D”.
12.1.2 - Dimensão efetiva
Valor obtido medindo a peça.
12.1.3 - Dimensão máxima
Valor máximo admissível para a Dimensão Efetiva. Símbolo D máx.
12.1.4 - Dimensão mínima
Valor mínimo admissível para a Dimensão Efetiva. Símbolo D min.
12.1.5 - Dimensões limites
Valores, máximo e mínimo, admissíveis para a Dimensão Efetiva.
12.1.6 - Afastamento superior
Diferença entre a Dimensão Máxima da Dimensão Nominal. Símbolos: as – para eixos
AS – para furos
12.1.7 - Afastamento inferior
Diferença entre a Dimensão Mínima e a Dimensão Nominal. Símbolos: ai – para eixos
Ai – para furos
Educação Profissional 127
Created with novaPDF Printer (www.novaPDF.com)
Figura 12.1
12.1.8 - Eixo
Termo convencionalmente aplicado para fins de Tolerâncias e Ajustes, como sendo qualquer parte
de uma peça cuja superfície externa é destinada a alojar-se na superfície interna de outra.
12.1.9 - Eixo base
Aquele no qual o afastamento superior é preestabelecido como sendo igual a zero.
12.1.10 - Folga
Diferença entre as dimensões do furo e do eixo quando a dimensão do furo é maior que a do eixo.
Símbolo: “F’.
12.1.11 - Folga máxima
Diferença entre as dimensões máximas do furo e mínima do eixo, quando o eixo é menor que o
furo. Símbolo: “F máx.”.
12.1.12 - Folga mínima
Diferença entre as dimensões mínimas do furo e máxima do eixo, quando o eixo é menor que o
furo. Símbolo: “F mín.”.
12.1.13 - Furo
Termo convencionalmente aplicado, para fins de Tolerâncias e Ajustes, como sendo todo espaço
delimitado por superfície interna de uma peça e destinado a alojar o eixo.
12.1.14 - Furo base
É o furo em que o afastamento inferior é preestabelecido como sendo igual a zero.
12.1.15 - Interferência
Diferença entre as dimensões do eixo e do furo, quando o eixo é maior que o furo. Símbolo “I”.
12.1.16 - Interferência máxima
Diferença entre as dimensões máximas do eixo e a mínima do furo quando o eixo é maior que o
furo. Símbolo: “I máx.”.
Educação Profissional 128
Created with novaPDF Printer (www.novaPDF.com)
12.1.17 - Interferência mínima
Diferença entre as dimensões mínima do eixo e a máxima do furo, quando o eixo é maior que o
furo. Símbolo: “I mín.”.
12.1.18 - Tolerância de funcionamento
Diferença entre a folga máxima e a folga mínima. Símbolo: Tf.
12.1.19 - Linha zero
Linha que nos desenhos fixa a dimensão nominal e serve de origem aos afastamentos.
12.1.20 - Campo de tolerância
Conjunto dos valores compreendidos entre os afastamentos superior e inferior.
INSTRUMENTOS DE MEDIDA
12.1.21 - Calibrador tampão
Aquele cuja superfície de medir é cilíndrica externa.
12.1.22 - Calibrador anular
Aquele cuja superfície de medir é cilíndrica interna.
12.1.23 - Calibrador chato
Aquele cujas superfícies de medir são duas partes de uma superfície cilíndrica externa,
compreendidas entre dois planos paralelos eqüidistantes do eixo.
12.1.24 - Calibrador fixo
Aquele de fabricação inteiriça, sem dispositivo de regulagem.
12.1.25 - Calibrador regulável
Aquele cujos afastamentos podem ser regulados.
12.1.26 - Calibrador de boca
Aquele que tem forma de meio anel e superfícies de medir planas.
12.1.27 - Calibrador com superfícies de medir esférica
Aquele cujas extremidades pertencem à superfície de uma esfera.
12.1.28 - Calibrador de fabricação
Aquele usado na fabricação de peças.
12.1.29 - Calibrador de recepção
Aquele utilizado na recepção das peças.
Educação Profissional 129
Created with novaPDF Printer (www.novaPDF.com)
12.1.30 - Calibrador não passa
Aquele que controla o afastamento inferior de um eixo ou o afastamento superior de um furo.
12.1.31 - Calibrador passa
Aquele que controla o afastamento superior de um eixo ou o afastamento inferior de um furo.
12.1.32 - Calibrador para eixos
É aquele cujas superfícies internas são utilizadas para medir o eixo.
12.1.33 - Calibrador para furos
É aquele cujas superfícies externas são utilizadas para medir o furo.
12.1.35 - Contra-calibrador
Aquele destinado a verificar os calibradores.
12.1.36 - Lado “não passa”
Aquele do calibrador que não deve passar.
12.1.37 - Lado “passa”
Aquele do calibrador que deve passar.
12.2 - SISTEMAS DE AJUSTES
Conjunto de princípios, regras, fórmulas e tabelas que permitem a escolha racional de Tolerância
no acoplamento eixo-furo, para se obter, economicamente, uma condição pré-estabelecida.
12.3 - SISTEMA EIXO NORMAL (eixo base)
Sistema de ajustagem no qual o “furo” terá posição de zona de tolerância qualquer (qualquer
“letra maiúscula” de “A” A “ZC”), e o eixo terá zona de Tolerância de posição “h”. D9/h7, F8/h8,
D11/h11 são exemplos de Ajustes baseados no sistema eixo normal.
Nesse sistema teremos:
as = 0 D máx. = D (afastamento superior do eixo é zero o que implica que a dimensão
máxima do eixo seja igual à nominal).
12.4 - SISTEMA FURO NORMAL (furo base)
Sistema de Ajustagem no qual o “Eixo” terá posição de zona de Tolerância qualquer (qualquer
letra minúscula de “a” a “zc” e o furo terá zona de Tolerância de posição “H”. H7/b8, H11/d11,
H6/g5 são exemplos de Ajustes baseados no sistema furo normal.
Educação Profissional 130
Created with novaPDF Printer (www.novaPDF.com)
Nesse sistema teremos:
Ai = 0 D mín. = D (afastamento inferior do furo é zero o que implica que a dimensão mínima
do furo é igual a dimensão nominal).
12.5 - SISTEMA MISTO
Sistema de ajustagem no qual o eixo e o furo terão zonas (ou campos) se Tolerância de posição
qualquer, com exceção das letras “h” e “H”. B3/f4, S9/t8, F6/p7. São exemplos de Ajustes
baseados no sistema misto.
O sistema internacional ISO, além de uma série de tolerâncias fundamentais, fixou uma série de
posições para essas tolerâncias.
FUROS: ABCDEFGHJKLMNPRSTUVXYZ
EIXOS: abcdefghjklmnprstuvxyz
Figura 12.2
As posições são designadas por meio de letras maiúsculas para os furos e minúsculas para os
eixos.
12.6 – AJUSTE
Comportamento de um eixo num furo, ambos da mesma dimensão nominal, caracterizado pela
folga ou interferência apresentada.
Educação Profissional 131
Created with novaPDF Printer (www.novaPDF.com)
Os Ajustes podem ser: com folga, com interferência ou incerto.
12.6.1 - Ajuste com folga
Aquele em que o afastamento inferior do furo é maior que o afastamento superior do eixo.
Ai > as
Figura 12.3
12.6.2 - Ajuste de interferência
Aquele em que o afastamento inferior do eixo é maior que o afastamento superior do furo.
ai > As
Figura 12.4
12.6.3 - Ajuste incerto
É aquele em que o afastamento superior do eixo é maior que o afastamento inferior do furo e o
afastamento superior do furo é maior que o afastamento inferior do eixo. Esse ajuste pode
apresentar folga ou interferência.
as Ai As ai
Figura 12.5
Educação Profissional 132
Created with novaPDF Printer (www.novaPDF.com)
12.6.4 - Ajustes equivalentes
Apresentam as mesmas folgas (máxima e mínima) ou as mesmas interferências (máxima e
mínima).
Tabela 12.1
12.7 - SISTEMA DE TOLERÂNCIA
Conjunto de princípios, regras, fórmulas e tabelas que permite a escolha racional de Tolerâncias
para a produção econômica de peças mecânicas intercambiáveis.
O sistema de Tolerância “ISO" foi estudado para a produção de peças mecânicas intercambiáveis
com dimensões até 500mm.
Para simplificar o sistema e facilitar a sua utilização prática, esses valores foram reunidos em 14
grupos de dimensões, como pode ser observado na tabela 2.
Educação Profissional 133
Created with novaPDF Printer (www.novaPDF.com)
12.8 – TOLERÂNCIA
Denomina-se Tolerância à variação estabelecida e permitida de uma dimensão da peça, dada pela
diferença entre as dimensões máximas e mínimas. Símbolo “t”.
Figura 12.6
t = Dmax. – Dmin
Exemplo:
1) 225 H8 Ai = 0
As = 72
t = Dmax – Dmin = D + As – (D + Ai) = As – Ai
t = As – Ai = 72 – 0 t = 72
2) 63 d9 as = - 100
ai = - 174
t = as – ai = - 100 – (- 174) = - 100 + 174
t = 74
Observação: A unidade de Tolerância é expressada em µ (microns), 1 µ = 10-3 mm = 0,001mm
12.8.1 - Qualidade de trabalho
Qualidade empregada na fabricação de peças mecânicas e de instrumentos de precisão, vide
tabela “2”. A qualidade de trabalho depende do tipo de fabricação, ou do fim a que se destina o
objeto. Existem 18 tipos de qualidade, tais sejam: IT, 01, IT.0, IT.1, UT, 2 ..........IT.16.
Exemplo:
Em mecânica de precisão adota-se a qualidade de trabalho IT.4 (Tabela 12.2). Em construção de
máquinas IT.5 ou IT.6 ou IT.7.
Educação Profissional 134
Created with novaPDF Printer (www.novaPDF.com)
12.8.2 - Tolerância fundamental
Tolerância calculada para cada qualidade de trabalho e para cada grupo de dimensões.
Exemplo:Diâmetro externo = 90mm
Rolamento Qualidade de trabalho = IT.6
Consultando a tabela 12.2 -Tolerância fundamental igual a 22.
Tabela 12.2
Educação Profissional 135
Created with novaPDF Printer (www.novaPDF.com)
12.9 - ZONA OU CAMPO DE TOLERÂNCIA
Região em que uma determinada dimensão nominal pode variar. É dada pelo intervalo de
Tolerância e pela posição deste que em relação à linha zero (ver gráfico 12.1).
12.9.1 - Tolerância de peças isoladas
Tolerância usada na fabricação de peças que não serão acopladas a outras. Conseqüentemente as
qualidades serão “Grosseiras” (de 12 a 16).
12.9.2 - Representação simbólica dos campos de tolerância
A indicação dos campos de Tolerância deve ser feita por meio de símbolos. Cada símbolo é
formado acrescentado à letra do campo o número indicado da qualidade.
Exemplo: H7 e m6
Quando são indicados simultaneamente os símbolos do furo e do eixo correspondente, deve
figurar em primeiro lugar o símbolo do furo.
A indicação deve ser feita por uma das seguintes maneiras:
Exemplo:
H7 , H7 – m6, H7/m6
m6
12.9.3 - Indicação da tolerância nos desenhos
Para indicação da Tolerância nos desenhos, é importante reconhecer-se imediatamente quando se
trata de furo ou eixo.
- Furos – peças fêmeas
Figura 12.7
Educação Profissional 136
Created with novaPDF Printer (www.novaPDF.com)
- Eixos – peças machos
Figura 12.8
Há peças que podem ter partes que são machos e partes que são fêmeas.
Figura 12.9
Os desenhos das peças com indicação de Tolerância deverão ser cotados de modo seguinte:
escreve-se a dimensão nominal seguida de uma letra que, como vimos, indica o campo de
Tolerância adotado e um número que determina a qualidade.
Para as peças fêmeas a letra maiúscula, e pode variar conforme o tipo de Ajuste desejado.
Figura 12.10
Nos desenhos de conjuntos, onde as peças aparecem montadas a indicação da Tolerância poderá
ser do seguinte modo:
Educação Profissional 137
Created with novaPDF Printer (www.novaPDF.com)
Figura 12.11
Em casos especiais poder-se-á ao invés dos símbolos recomendados pela ISO, indicar o valor da
Tolerância diretamente nos desenhos.
Figura 12.12
A tolerância de uma cota, pode ser:
Bilateral – quando a dimensão da peça pronta puder ser maior ou menor do que a dimensão
nominal.
Unilateral – quando a dimensão da peça pronta apenas puder ser maior ou apenas puder ser menor
do que a dimensão nominal.
Exemplos: Tolerância Bilateral
+ 0,019 + 0,010
Ø 50mm - 0,020 Ø 1,062mm
- 0,010
Tolerância Universal
+ 0,39 + 0,000
Ø 48mm Ø 40mm
- 0,000 - 0,025
12.10 – MONTAGENS
Existem diversos sistemas de Tolerância e Ajustes para montagens. Muitas companhias
estabelecem seus próprios sistemas para suas práticas de construção mecânica existindo
entretanto, um sistema internacional. Nos Estados Unidos a ASA (Americam Standard
Educação Profissional 138
Created with novaPDF Printer (www.novaPDF.com)
Association) hoje substituída pelo ANSI (Americam National Standards Institute) classificam as
montagens em:
Montagem Móvel Folgada (Classe 1) – Esta montagem permite uma considerável liberdade de
movimento entre as peças e compreende certas montagens em que a precisão não é essencial.
Exemplo: Maquinaria de mineração: máquinas têxteis; máquinas em geral.
Montagem Móvel Livre (Classe 2) – Esta montagem tem folgas liberais e é usada para velocidade
de 600 RPM ou maior e pressões em mancais acima de 42 kg/cm2 (600psi).
Exemplo: dínamos; motores de combustão interna; partes de máquinas, ferramentas e algumas
partes dos automóveis.
Montagem Móvel Média (Classe 3) – A folga é média e é empregada onde há movimento com
velocidade abaixo de 600 RPM e pressões inferiores a 42 kg/cm2 (600psi), bem como em partes
que devem deslizar entre si em máquinas – ferramentas ou conjuntos de peças de automóvel em
que é exigida uma maior precisão.
Montagem Deslizante Justa (Classe 4) – A folga é nula e é o limite do tipo que permite
montagem a mão, exigindo trabalho de considerável precisão. É empregado onde não deve haver
movimento relativo perceptível entre as peças ajustadas.
Montagem Incerta Rotativa Dura (Classe 5) – Tem folga nula ou negativa (interferência) e,
praticamente, há ação de metal contra metal. A montagem é, usualmente, seletiva e não há
intercambialidade.
Montagem com Pressão Leve (Classe 6) – Apresenta ligeira interferência entre as peças e exige
pequena pressão para a montagem. Em geral, é montagem de caráter permanente. É usada nas
indústrias de automóveis, máquinas em geral.
Montagem com Pressão Média (Classe 7) – A interferência é mais pronunciada e a montagem das
peças é considerada permanente. É usada na fixação de rodas de locomotivas, armaduras de
dínamos e motores elétricos, coroa dentada de volantes. Esta montagem é a de limite na
ajustagem de peças de ferro fundido, pois leva a tensão resultantes aos limites admissíveis.
Montagem com Elevada Pressão ou por Contração (Classe 8)
A interferência é considerável. É usada em furos no aço dede que o metal possa ser altamente
tencionado sem exceder seu limite elástico. Causa tensões excessivas no ferro fundido. A
montagem por contração é usada quando é impraticável o emprego de elevados esforços na
montagem, como no caso do arco externo das rodas de locomotivas e de braços das manivelas de
grandes motores.
Ajustes recomendados.
Tabela 12.3
AJUSTES RECOMENDADOS
ORDINÁRIA
MECÂNICA
MECÂNICA
MECÂNICA
EXEMPLO EXEMPLO
PRECISO
PRECISA
(uma com
MÓVEIS
MÉDIA
EXTRA
PEÇAS
TIPO DE DE
DE AJUSTE AJUSTE AJUSTE
Educação Profissional 139
Created with novaPDF Printer (www.novaPDF.com)
Peças cujos funcionamentos
necessitam de folga por
LIVRE H7 E 7 força de dilatação, mal
H6 E 7 H7 E 8 H8 E 9 H11 a 11 alinhamento, etc.
Montagem à mão, com
facilidade
Peças que giram ou deslizam
com boa lubrificação.
ROTATIVO H6 ƒ 6 H7 ƒ 7 H8 ƒ 8 H10 d10 Ex.: eixos, mancais, etc.
Mo H11 d11
ntagem à mão podendo
girar sem esforço.
Peças que deslizam ou giram
H8 g8 H10 h10 com grande precisão.
DESLIZANTE H6 g5 H7 g6 H8 h8 H11 h11 Ex.: anéis de rolamentos,
Montagem à mão com corrediças, etc.
leve pressão.
Encaixes fixos de precisão,
órgãos lubrificados
DESLIZANTE H6 h5 H7 h6 deslocados à mão.
JUSTO Montagem à mão, porém, Ex.: punções, guias, etc.
necessitando de algum
esforço.
Órgãos que necessitam de
ADERENTE freqüentes desmontagens.
(uma com relação a outra)
FORÇADO H6 j5 H7 j6 Ex.: polias, engrenagens,
LEVE rolamentos, etc.
PEÇAS FIXAS
Montagem com auxílio
de martelo.
Órgãos possíveis de
montagens e desmontagens
FORÇADO H6 m5 H7 m6 sem deteriorização das
DURO Montagem com auxílio peças.
de martelo pesado.
Peças impossíveis de serem
desmontadas sem
À PRESSÃO deteriorização.
COM H6 p5 H7 p6 Ex.: buchas à pressão, etc.
ESFORÇO Montagem com auxílio
de balancim ou por
dilatação.
12.11 – TOLERÂNCIA
Nos desenhos utilizados nas indústrias mecânicas, encontramos certas medidas das peças,
acompanhadas de algarismos adicionais precedidos de sinais positivos e negativos (20 +0,020
-0,010)
Em tais casos se diz que qualquer dessas medidas fixa uma tolerância de fabricação ou uma
tolerância de usinagem. O número principal, em algarismo maior, indica a dimensão nominal. Os
números em algarismos menores, precedidos de sinal, representam os limites de tolerância
admitida para a usinagem, em relação à dimensão nominal.
Exemplo: 20 + 0,020 A medida admite dois limites.
- 0,010
LIMITE SUPERIOR
20,00 + 0,020 = 20,020mm = DIMENSÃO MÁXIMA permitida na execução da peça.
Educação Profissional 140
Created with novaPDF Printer (www.novaPDF.com)
LIMITE INFERIOR
20,00 – 0,010 = 19,990mm = DIMENSÃO MÍNIMA permitida na execução da peça.
Denomina-se TOLERÂNCIA a diferença entre a dimensão máxima e a dimensão mínima.
20,020 – 19,990 = 0,030mm
A indústria mecânica necessita de tolerância na fabricação, por vários motivos:
1°) Máquinas numerosos aparelhos, enfim, conjuntos mecânicos os mais variados, só funcionam
bem e se conservam por longo tempo quando suas peças se ajustam bem, ou seja, quando entre si
existe uma folga ou um aperto controlado por dimensões rigorosas.
2°) Uma medida exata, que seja rigorosamente a dimensão nominal indicada no desenho, é difícil
de obter na prática, pelas seguintes causas, que produzem erros inevitáveis.
a- imperfeição dos materiais ou das ferramentas;
b- desgaste das ferramentas ou folga nos órgãos das máquinas;
c- maior ou menor habilidade do operador que executa a peça;
d- imperfeição dos métodos, instrumentos ou aparelhos de verificação;
e- diferença de temperatura.
3°) Produção em série, isto é, as peças são produzidas em larga escala, tais como as de
automóveis, bicicletas, máquinas de costura, armas de fogo, etc. São executadas, decompondo-se
ao máximo as suas operações, de modo que cada empregado faz nelas apenas uma parcela do
trabalho.
12.12 - SISTEMA INTERNACIONAL I.S.O
A intercambiabilidade das peças tornou-se possível em virtude do estabelecimento das
tolerâncias: teria um efeito restrito se dependesse exclusivamente de certos padrões adotados
em cada fábrica ou em cada região. Os interesses das indústrias exigem freqüentemente que as
peças sejam fabricadas em um local e armazenadas em outro, às vezes distante, em país
diferente.
É também comum, na produção industrial, que certa empresa encomende a diversas outras,
mediante um desenho ou um projeto-padrão, séries ou partes de uma mesma peça. Por tais
motivos, verificou-se ser de grande vantagem, para atender às exigências técnicas e econômicas
das indústrias, que se criasse um sistema uniforme ou normalizado de tolerância.
A partir de 1928, as tolerâncias passaram a obedecer ao sistema internacional normalizado
I.S.A., iniciais da “INTERNATIONAL STANDARDIZING ASSOCIATION”. No ano de 1974,
mudou-se a denominação do sistema para I.S.O. (“INTERNATIONAL STANDARDIZING
ORGANIZATION”).
12.12.1 - Elementos característicos do sistema internacional
1°) ÍNDICE LITERAL, corresponde à posição da tolerância; é designado por letras maiúsculas de
A a Z para os furos e por letras minúsculas de a a z para os eixos.
Educação Profissional 141
Created with novaPDF Printer (www.novaPDF.com)
2°) ÍNDICE NUMÉRICP, corresponde ao valor da tolerância, ou seja, definindo a qualidade de
fabricação; é designado por números de 1 a 16.
Exemplo de um ajuste furo e eixo, onde podemos observar a dimensão nominal, o índice literal e o
índice numérico:
H7
25
..j6
12.12.2 - Utilização da tabela H7
25
Para a utilização da tabela de tolerância, tomamos como exemplo o ajuste j6
+ 0,021
25
Furo =
0,000
+ 0,009
25
Eixo =
- 0,004
12.12.3 - Princípios fundamentais
- Temperatura de referência
A temperatura de referência para medidas lineares foi estabelecida em 20°C. Peças fabricadas
fora da temperatura de referência poderão causar certos problemas na montagem.
- Campo de aplicação
O sistema de tolerância ISO, embora tenha sido estudado especialmente para dimensões
internas e externas de peças cilíndricas, é também aplicável às dimensões de corpos com qualquer
forma. Nesses casos, os termos “furo” e “eixo” têm significado convencional.
- Dimensões nominais e suas divisões em grupos
O sistema de tolerância ISO considera como dimensão nominal os valores de 1 a 1000, contidos
em tabelas.
- Observação
Na tabela apresentada abaixo, o grupo de dimensões compreende de 1 a 500, pelo fato de serem
estas as mais freqüentemente utilizadas (Tabela 12.4)
Tabela 12.4
GRUPO DE DIMENSÕES DE 1 A 500 MILÍMETROS
1 >3 >6 > 10 > 18 > 30 > 50 > 80 > 120 > 180 > 250 > 315 > 400
a a a a a a a a a a a a a
3 6 10 18 30 50 80 120 180 250 315 400 500
Educação Profissional 142
Created with novaPDF Printer (www.novaPDF.com)
- Cálculo da unidade de tolerância
A confecção das tabelas de tolerâncias baseia-se na fórmula de unidade de tolerância:
3
(i) = 0,45 D + 0,001.D
D= média geométrica dos extremos das medidas no grupo de dimensões.
Calcular (i) para a
Medida 8 mm
Observação:
No grupo de dimensões, encontramos a medida 8mm no grupo de 6 a 10.
D= 6.10 = 60 = 7,746
Exemplo:
3
i = 0,45 D + 0,001 D
3
i = 0,45 7,746 + 0,001 x 7,746
i = 0,45 x 1,9789 + 0,001 x 7,746
i = 0,8905 + 0,0077 = 0,8982
Figura 12.13
Tabela 12.5
QUANTIDADE DE (I) EM CADA I DAS 16 QUALIDADES
QUALIDADE 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
TOLERÂNCIA 71 101 161 251 401 641 1001 1601 2501 4001 6401 10001
Multiplicando-se o resultado da equação pela quantidade (i) contida na qualidade de trabalho
escolhida (tabela 12.5), obtemos a tolerância, conforme mostram os exemplos abaixo.
Para a qualidade 6 = 10i
0,8982 x 10 = 8,982 = 9
Tolerância = 9 µ m
Para a qualidade 9 = 401
Educação Profissional 143
Created with novaPDF Printer (www.novaPDF.com)
0,8982 x 40 = 35,982 = 36
Tolerância = 36 µ m
Para a qualidade 11 = 1001
0,8982 x 100 = 89,82 = 90
Tolerância = 90 µ m
- Nota
As qualidades de 1 a 4 são empregadas somente na fabricação de calibradores.
A tabela apresentada abaixo mostra a tolerância para as qualidades de IT1 a IT16, de acordo
com o grupo de dimensões.
Tabela 12.6
Grupo de Qualidade
dimensões mm IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT IT
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16
De 1 a 3 15 2 3 4 5 7 9 14 25 40 60 90 140 250 400 600
Mais de 3 a 6 15 2 3 4 5 8 12 18 30 48 75 120 180 300 480 750
Mais de 6 a 10 15 2 3 4 6 9 15 22 36 58 90 150 220 360 580 900
Mais de 10 a 18 15 2 3 5 8 11 18 27 43 70 110 180 270 430 700 1100
Mais de 18 a 30 15 2 4 6 9 13 21 33 52 84 130 210 330 520 840 1300
Mais de 30 a 50 2 3 4 7 11 16 25 39 62 100 160 250 390 620 1000 1600
Mais de 50 a 80 2 3 5 8 13 19 30 46 74 120 190 300 460 740 1200 1900
Mais de 80 a 120 3 4 6 10 15 22 35 54 87 140 230 350 540 870 1400 2200
Mais de 120 a 180 4 5 8 12 18 25 40 63 100 160 250 400 630 1000 1600 2500
Mais de 180 a 250 5 7 10 14 20 19 46 72 115 185 290 460 720 1150 1850 2900
Mais de 250 a 315 6 8 12 16 23 32 52 81 130 210 320 520 810 1300 2000 3200
Mais de 315 a 400 7 9 13 18 25 36 57 89 140 230 360 570 890 1400 2300 3600
Mais de 400 a 500 8 10 15 20 27 40 63 97 155 250 400 630 970 1550 2500 4000
Eixos Eixos Eixos
Furos Furos Furos
Tolerâncias para furos ordinários
Tolerâncias para trabalhos Tolerâncias para trabalhos de em peças isoladas, assim como para
de calibres e ferramentas maquinaria em geral. operações de laminado, estirado e
de alta precisão. Peças premoldado.
extra-preciosas
- Qualidade de trabalho e tolerâncias fundamentais
O sistema ISO estabelece, para cada grupo de dimensões, 16 graus de tolerância (chamados
“qualidade de trabalho” ou simplesmente “qualidade”), designados por IT1 a IT16 (do trabalho
mais preciso ao mais grosseiro), constituindo as tolerâncias fundamentais em que se baseia todo o
sistema ISO (fig. 12.13).
Educação Profissional 144
Created with novaPDF Printer (www.novaPDF.com)
FURO
Figura 12.14
EIXO
UNIDADE DE TOLERÂNCIA
A unidade geral de tolerância (i) em que se baseia o sistema ISO, é dada pela seguinte equação:
3
i = 0,45 D + 0,001 D, onde:
“i” é expresso em m (micrômetro), que é a unidade usada em todas as tabelas de tolerância.
- Posição do campo de tolerância
Na prática, a dimensão efetiva difere da nominal, seja pela inevitável imprecisão de execução,
seja para satisfazer as diversas exigências de montagem ou de fabricação. Neste último caso,
mantendo-se invariável a dimensão nominal, desloca-se adequadamente a posição do campo de
tolerância em relação à linha neutra.
A posição do campo de tolerância é referida à linha neutra. Essa posição é definida por um dos
afastamentos nominais, ou superior ou inferior, chamado “afastamento de referência”.
A letra h é reservada aos campos de tolerância dos EIXOS cujo LIMITE SUPERIOR de
tolerância está sobre a linha neutra. A letra H é, por sua vez, reservada aos campos de
tolerâncias dos FUROS cujo LIMITE INFERIOR de tolerância está sobre a linha neutra.
Os eixos que apresentam o limite superior de tolerância sob a linha neutra são identificados pelas
letras a, b, c, d, e, f, g.
Os furos que apresentam o limite inferior de tolerância acima da linha neutra são identificados
pelas letras A, B, C, D, E, F, G.
Os eixos que apresentam o limite superior de tolerância acima da linha neutra são identificados
pelas letras j, k, m, n, p, r, s, t, u, v, x, z.
Os furos que apresentam o limite inferior de tolerância abaixo da linha neutra são identificados
pelas letras J, K, M, N, P, R, S, T, U, V, X, Z.
Educação Profissional 145
Created with novaPDF Printer (www.novaPDF.com)
- Símbolos
Um campo de tolerância é univocamente definido, em posição e grandeza, pela letra que
caracteriza a posição e pelo número que indica a qualidade.
Exemplo: H7, J6, c11, t6.
Ao se designar uma montagem, sempre o furo é indicado primeiro, e depois o eixo.
Exemplo: E7 – j6, P6 – h7
- Escolha de ajustes
O sistema de tolerância ISO permite uma livre escolha de ajustes nos diversos eixos e furos.
Apresenta, entretanto, como ponto de partida, a concepção de um sistema FURO-BASE ou EIXO-
BASE.
- Sistema furo-base
O furo mantém-se na posição H, estando o campo de tolerância sobre a linha neutra. Mediante
variação do eixo, de acordo com a necessidade do projeto, obtém-se ajustes: com folga (fig.
12.15), incertos (fig. 12.16) e com interferência (fig. 12.17).
Figura 12.15 – Folga Figura 12.16 – Incerto Figura 12.17 – Interferência
Na figura 12.16, mostramos o sistema furo-base e as várias possibilidades de ajustes em todo o
campo de tolerância.
Figura 12.18 – Furo-base com as possibilidades de ajustes
Educação Profissional 146
Created with novaPDF Printer (www.novaPDF.com)
- Sistema eixo-base
O eixo mantém-se na posição h, estando o campo de tolerância sob a linha neutra. Pela variação do
furo, de acordo com a necessidade do projeto, obtém-se ajustes: com folga (fig. 12.19), incertos
(fig. 12.20) e com interferência (fig. 12.21).
Figura 12.19 – Folga Figura 12.20 – Incerto Figura 12.21 – Interferência
Na figura 12.22, mostramos o sistema eixo-base e as várias possibilidades de ajustes em todo o
campo de tolerância.
Figura 12.22 – Eixo-base com as possibilidades de ajustes
13 - APARELHOS ELETRÔNICOS DE MEDIÇÃO
13.1 - TIPOS, CARACTERÍSITCAS E USO
Aparelhos eletrônicos de medição são aparelhos destinados à medição de peças com alto grau de
precisão.
Um processo eletrônico transforma o deslocamento de um
apalpador numa tenção elétrica, que por sua vez é amplificada, e
pode ser lida num mostrador graduado. Devido à precisão
alcançada por este processo, o aparelho pode ser usado em
todos os controles de peças fabricadas em série que
necessitem de precisão.
Figura 13.1
Educação Profissional 147
Created with novaPDF Printer (www.novaPDF.com)
13.2 - CARACTERÍSTICAS
Uma caixa de alumínio robusta, onde está embutida uma unidade eletrônica de medição
inteiramente transistorizada que dá forma ao aparelho (fig. 13.1). O mostrador gradua,
possuindo uma ou duas escalas, pode ser regulado até para cinco campos de medição deferentes
por intermédio de botões selecionadores.
13.3 - TIPOS E USOS
Figura 13.2
As figuras 13.2, 13.3 e 13.4
mostram a utilização de
alguns aparelhos eletrônicos
com o emprego de
apalpadores adaptados em
suportes especiais.
Comparação de peças cilíndricas apoiadas em suporte em forma de V.
Figura 13.3
Determinação de altura, utilizando blocos-padrão.
Figura 13.4
Comparação de um cone pelo processo de montagem dupla.
Educação Profissional 148
Created with novaPDF Printer (www.novaPDF.com)
14 - ESTADO DAS SUPERFÍCIES
14.1 – RUGOSIDADE
As irregularidades das superfícies das peças podem ocasionar sérios problemas no funcionamento
das mesmas. É necessário então que se conheça o estado das superfícies para avaliar, o seu
desempenho.
As superfícies são produzidas por vários tipos de usinagens, tais como abrasão, corte e outros
meios de remoção do metal.
O acabamento superficial mostrará vários tipos de irregularidades produzidas sobre a superfície.
Os desvios da superfície real, em relação à geométrica, podem ser considerados:
Erros Macrogeométricos (erros de forma) que podem ser medidos com instrumentos de medição
convencionais.
Erros Microgeométricos (rugosidade) que só podem ser avaliados com o auxílio de aparelhos
especiais, como rugosímetro, perfilômetros, perfiloscópios, etc.
Nos trabalhos de mecânica estabeleceram-se símbolos para indicar o grau de acabamento das
superfícies:
~ - superfície bruta
- superfície desbastada
- superfície lisa
- superfície polida
NOTA: Para qualquer grau de acabamento, pode ser indicada, ao lado, a maneira de obtê-lo,
conforme exemplo:
RETIFICADO
No entanto, estes sinais de acabamento não indicam um número significativo, sendo necessária
uma análise mais profunda para se conhecer melhor uma superfície.
14.2 - CRITÉRIOS PARA AVALIAÇÃO DA TEXTURA SUPERFICIAL
Quando o homem primitivo fabricou uma primeira ferramenta ele já tinha conhecimento da
importância do acabamento das superfícies. A peça usada para moldar ou afiar o corte da
ferramenta devia ser fino e regular. Depois, ele fabricou a sua primeira roda e, desde esse
tempo, tem procurado a perfeição. A moderna industrialização, por razões econômicas, tornou os
termos “textura superficial” e “cilindricidade” muito difundidos.
Pode-se que somente depois do primeiro quarto deste século é que o assunto começou a ser
difundido em escala industrial. Deixou o laboratório de pesquisa e foi para a oficina para ser
Educação Profissional 149
Created with novaPDF Printer (www.novaPDF.com)
usado. Hoje, os seus conceitos são empregados diuturnamente e os parâmetros de avaliação
multiplicam-se, criando a necessidade de uma atualização constante.
14.2.1 - Superfície
Tomando-se um corpo qualquer, define-se a sua superfície como sendo à parte que o limita com o
meio onde ele se encontra. Os sentidos de homem têm conhecimento dos corpos que o rodeiam
pelas suas superfícies. Intuitivamente, mesmo antes de tocar um objeto, já se faz uma
classificação considerando a superfície como um dos fatores proeminentes.
A cor, o brilho, a opacidade e a forma são características das superfícies que se destaca
imediatamente. Considerando-se um corpo que deva exercer uma função mecânica, não se pode
deixar de considerar a sua superfície como sendo um dos fatores que deve ser adequado ao tipo
da função. Um simples calço, um eixo, um bloco-padrão, uma engrenagem, um parafuso ou qualquer
outra peça desempenhará melhor sua função se a sua superfície de trabalho estiver adequada. A
necessidade de adequar as superfícies às suas funções é uma constante preocupação.
O objetivo de se construir equipamentos cada vez mais rentáveis, isto é que produzam mais em
menos tempo, com menor consumo de energia e de matéria-prima e com custos dentro de limites
estreitos, levou a pesquisa a todas as características que influenciarem no desempenho das suas
peças. As superfícies, naturalmente, forma e continuam sendo objeto de estudos dada a sua
importância. Daí a necessidade de uma classificação das superfícies em função do acabamento
obtido pela usinagem.
14.2.2 - Tribologia
Considerando-se duas superfícies em que uma delas deslize sobre a outra, observa-se sempre a
existência de atrito e desgaste (fig. 14.1).
Figura 14.1 – O movimento dos corpos em contato provoca o atrito.
A ocorrência do atrito e do desgaste dependem de fatores como:
Velocidade relativa, isto é, a velocidade com que uma superfície desliza sobre a outra;
Separação entre as superfícies, ou seja, a distância que as separa, pois elas podem
estar em contato, com maior ou menor pressão, e podem até não ter contato direto;
Geometria das superfícies, isto é, maior ou menor aproximação com que se apresenta
em relação a suas superfícies teóricas planejadas: planas, cilíndricas, esféricas, etc.;
Propriedades físicas e químicas das superfícies, como, por exemplo, a dureza do
material, a existência de incrustações, as propriedades especificas de cada material e a
composição química, contendo ou não elementos que facilitem ou dificultem o
deslizamento;
Educação Profissional 150
Created with novaPDF Printer (www.novaPDF.com)
Presença de película lubrificante ou fluídica que possa facilitar o deslizamento e
atenuar o atrito e, conseqüentemente, o desgaste.
Se for considerado um sistema de deslizamento convencional, ou seja, um sistema que apresente
pouca velocidade, separação adequada, geometria aceitável, materiais com baixo coeficiente de
atrito e lubrificação adequada, então poderá se prever a existência de pouco atrito e pouco
desgaste, pois as exigências quanto a solicitação do sistema são relativamente pequenas e não
requerem maior atenção. Com a evolução, porém, cresceram as exigências quanto às solicitações e
hoje se empregam cada vez mais sistemas “inconvencionais”, isto é, sistemas em que as condições
de deslizamento são desfavoráveis.
Assim, em situações onde hajam altas velocidades, altas pressões e ausência de lubrificação
(como, por exemplo, em espaçonaves) deve-se atenuar o atrito e o desgaste. Somente um estudo
mais profundo sobre os fatores acima poderá permitir a utilização de sistemas convencionais
para a obtenção de maior economia de energia de materiais e de maior adequação do tamanho dos
equipamentos.
A tribologia é a ciência que estuda os fenômenos que ocorrem entre duas superfícies em
movimento relativo. Ela se ocupa dos estudos sobre o atrito, a lubrificação e o desgaste.
A tribologia pode ser estudada experimentalmente por meio de máquinas especiais para avaliação
de desgaste (fig. 14.2), nas quais seja possível variar as condições de trabalho entre duas partes
em atrito.
Figura 14.2– Máquina para estudo de desgaste de uma superfície.
Pode-se variar a pressão entre as superfícies, o sentido de movimento e a velocidade relativa.
Após uma determinada quantidade de ciclos, determina-se, por pesagem ou medição, o respectivo
desgaste.
A seguir são apresentados alguns exemplos de diferentes texturas superficiais, cujas ilustrações
(figs. 14.3, 14.4 e 14.5) foram obtidas com um microscópio metalográfico dotado de iluminação
normal, campo claro e lâmpadas de halogênio.
Figura 14.3– Superfície fresada (ampl. 50x).
Educação Profissional 151
Created with novaPDF Printer (www.novaPDF.com)
Figura 14.4 – Superfície retificada (ampl. 100x)
Figura 14.5 – Superfície lapidada (ampl. 100x)
14.2.3 - A textura superficial
Para desenvolver um estudo sobre o assunto será necessário estabelecer as definições corretas
dos elementos envolvidos. O homem já tem noções generalizadas sobre as condições físicas com
que se apresentam as superfícies dos corpos. Os conceitos atuais de lisura, aspereza,
irregularidade, ondulações, etc. são corretos, porém, a quantificação desses conceitos requer
maior precisão. Para isso, são dadas a seguir as definições normalizadas pelos órgãos oficiais de
vários paises e contidas nas normas brasileiras.
Define-se textura superficial como sendo um conjunto das irregularidades que caracterizam uma
superfície usinada. Estas irregularidades podem ser igual ou desigualmente espaçadas. A textura
superficial é um dos fatores fundamentais para o bom desempenho de uma superfície e deve ser
adequada à função que essa superfície desempenha.
Se for considerado apenas o deslizamento, uma inadequação da textura causará desgaste,
vibrações e atritos excessivos e, conseqüentemente, maior consumo de energia e funcionamento
insatisfatório do órgão ou da própria maquina, afetando a rentabilidade da operação. A textura
influi também no armazenamento e na distribuição da película lubrificante e concorre, em muitos
casos, para o aumento da fadiga.
A textura adequada também contribui para a fixação e durabilidade de camadas protetoras ou
isolantes, tal como pintura, galvanoplastia, plastificação, etc., bem como na economia de material
de recobrimento e em melhor acabamento.
A própria conservação de uma superfície contra a corrosão é influenciada pela textura.
Superfícies bem acabadas, isto é, com texturas finas, resistem melhor à corrosão.
A textura, a exemplo das tolerâncias dimensionais, tem uma influência fundamental em assentos
de eixos em mancais, considerando-se tanto ajustes deslizantes quanto forçados.
Deve-se ainda levar em conta que o método de produção usado para obter uma textura fina
encarece sobremaneira o custo da peça. Assim, para atender a esta função e manter um custo
Educação Profissional 152
Created with novaPDF Printer (www.novaPDF.com)
razoável, há a necessidade de especificar a textura precisamente, ou melhor, quantificá-la
precisamente. O excesso onera muito o custo sem resultar em sensível melhoria da qualidade,
enquanto que a falta, reduzindo o custo, pode comprometer seriamente a qualidade. Em certos
casos, o excesso pode também prejudicar o desempenho da peça.
A princípio, para a avaliação da textura foram utilizados dois sentidos humanos: o tato e a visão.
Sabe-se que estes sentidos, além de imprecisos, são enganosos, pois uma superfície pode refletir
bem os raios luminosos e ser menos “fina” de que outra mais opaca. Além disso, eles podem ser
expressos em números. Um exame comparativo entre duas superfícies poderia, ainda dar uma
idéia mas não definí-la com a precisão necessária.
Com a evolução, notou-se que vários fatores influem no julgamento de uma textura e a sua
avaliação é um problema que, em muitos casos, ainda permanece sem solução satisfatória.
Poder definir corretamente a qualidade de uma textura superficial seria exprimí-la através de
uma classificação numérica, ou seja, “quantificá-la”. Para poder quantificar uma textura
superficial é preciso primeiramente estabelecer os seus componentes.
14.2.4 - Perfis
Fazendo-se um corte mediante um plano perpendicular ao plano da superfície, observam-se linhas
de intersecção que são chamadas respectivamente:
Perfil real: corte da superfície real.
Perfil geométrico: corte da superfície geométrica.
Perfil efetivo: corte da superfície efetiva.
Para fins de estudo, utiliza-se sempre o perfil efetivo (único perfil que se pode obter com
aparelhos) como amostra de uma superfície. Os erros ou irregularidades são definidos como os
desvios da superfície real em relação à superfície geométrica. Na realidade somente os desvios
da superfície efetiva, que é reproduzida pelos instrumentos, podem ser considerados.
Tomando-se uma pequena porção de uma superfície plana, observam-se certos elementos que
compõem a superfície.
14.2.5 - Componentes da superfície
Rugosidade ou textura primária (A): é o conjunto das irregularidades causadas pelo processo de
produção da superfície. Pode-se ilustrar dizendo que são as “impressões” deixadas pela
ferramenta, seja ela uma fresa, uma pastilha ou mesmo um rolo de laminador.
A rugosidade é também chamada de erro microgeométrico e só pode ser avaliada por meio de
aparelhos específicos: rugosímetros, pefilômetros ou perfiloscópios.
Ondulações ou texturas secundária (B): é o conjunto das irregularidades causadas por vibrações
ou deflexões do sistema de produção ou ainda por tratamento térmico. A rugosidade pode
apresentar-se sozinha ou superposta à ondulação.
Orientação das irregularidades (C): é a direção geral dos componentes da textura, dependendo
do processo de produção. Em algumas superfícies estes componentes não se apresentam
direcionados.
Passo das irregularidades (D): é a média das distâncias entre as saliências quando as
irregularidades apresentam uma certa periodicidade. Pode-se considerar o passo das
Educação Profissional 153
Created with novaPDF Printer (www.novaPDF.com)
irregularidades tanto da textura primária ou rugosidade (D-1) como da textura secundária ou
ondulação (D-2). O passo também é designado por “freqüência das irregularidades”.
Alturas das Irregularidades (ou amplitude das irregularidades): examinando somente as
irregularidades da textura primária, além do passo e da altura, um terceiro elemento deve ser
considerado, que é a forma da irregularidade.
14.2.6 - Direção dos sulcos
Quanto à direção dos sulcos, as superfícies são classificadas ainda em:
Anisotrópicas, quando os sulcos têm direções definidas;
Isotrópicas, quando os sulcos não têm direções definidas.
14.2.7 - Erros de forma
Ainda se considera, em proporções maiores, o erro de forma caracterizado pelos desvios da
superfície em relação à forma geométrica.
Exemplos: erros de planidade, cilindricidade e de esfericidade, considerados erros
macrogeométricos. Estes podem ser detectados em parte apenas, por instrumentos
convencionais.
A ondulação ou textura secundária, em certos casos, pode ser considerada como erro
macrogeométrico, mas a tendência atual é avaliá-la com os mesmos meios com que se avalia
rugosidade, utilizando-se porém rugosímetros devidamente preparados para tal.
Conforme a norma brasileira NB-93, a separação entre erros microgeométricos á arbitrária.
Regularmente, numa superfície fina, o comprimento de onda e a altura de uma ondulação podem se
destacar enquanto que os mesmos valores numa superfície grosseira estão contidos na rugosidade
e não se destacam.
Para esta superfície grosseira, os comprimentos de onda ou as alturas, para serem considerados
como ondulações, devem ser maiores. A avaliação da ondulação, portanto, é uma questão de
proporção. Os autores franceses utilizam-se da seguinte classificação para os elementos que
compõem a textura superficial:
Ondulação: passo das irregularidades entre 0,5 e 2,5mm;
Rugosidade: passo das irregularidades entre 0,020 e 0,500mm;
Rugosidade residual: passos abaixo de 0,020mm.
A figura 14.6 representa um perfil efetivo de uma superfície e servirá de exemplo para salientar
os elementos que compõem a textura superficial, decompondo o perfil.
Figura 14.6 – Elementos que compõem a textura
superficial. L – Comprimento examinado; A –
Representa somente as irregularidades caudadas
pela ferramenta: rugosidade ou textura primária; B –
Representa as irregularidades causadas por
vibrações durante a usinagem: ondulações; C –
Representa uma deformação maior, ocasionada por
outro fator: erro de forma.
Educação Profissional 154
Created with novaPDF Printer (www.novaPDF.com)
14.2.8 - Critérios para avaliação de rugosidade
A seguir são apresentados os critérios normalizados mais comuns que avaliam a rugosidade em
função da amplitude ou da altura das irregularidades.
Comprimento de amostragem – Tomando-se um perfil efetivo de uma superfície num comprimento
L2, chama-se o comprimento L de comprimento de amostragem, ou seja a porção do perfil
considerada para a avaliação (fig. 14.7). Naturalmente, pode-se tomar tantas amostras quanto for
necessário. A soma dos comprimentos das amostras consideradas forma o comprimento total de
avaliação (fig. 14.7).
O comprimento de amostragem L nos aparelhos eletrônicos, chamado “out-off”, não deve ser
confundido com a distância percorrida pelo apalpador sobre a superfície L2. Normalmente, nesses
aparelhos a distância percorrida pelo apalpador sobre a superfície examinada equivale a algumas
vezes o valor do comprimento da amostragem L. assim, são medidos numa só operação os valores
da rugosidade de vários comprimentos L e determinada a média destes valores. Atualmente já
está sendo recomendado pela norma ISO que os rugosímetros devam, em cada operação, medir 5
comprimentos de amostragem a indicar o valor médio das medições efetuadas.
Figura 14.7 – Comprimentos para avaliação de rugosidade.
Deste modo, a distância percorrida pelo apalpador deverá ser igual a 5 L, acrescida das distâncias
necessárias para atingir a velocidade de medição e para a avaliação de uma rugosidade, tendo-se
em vista o valor do comprimento de amostragem L. Num rugosímetro (fig. 14.8), por exemplo,
utilizando-se o comprimento L = 0,25mm, pode-se examinar uma superfície numa distância mínima
de 1,75mm (5 . 0,25 + 0,5mm). 0,5mm é a distância necessária para atingir velocidade de medição
e parar após as medições, ou seja, 2Lo. Para este aparelho, existem, em função dos
comprimentos de amostragem, os comprimentos de avaliação e as distâncias percorridas pelo
apalpador, conforme a tabela a seguir.
Figura 14.8 – Rugosímetro
em mm
L 0,25 0,8 2,5
L1 1,25 4,0 12,5
L2 1,75 4,5 13
Educação Profissional 155
Created with novaPDF Printer (www.novaPDF.com)
Ainda com relação ao comprimento de amostragem e tendo em vista definições já apresentadas,
utiliza-se a fig. 14.9 – reprodução da norma BS-1134 – cujo perfil apresenta rugosidade e
ondulação, para o esclarecimento destes tópicos.
Considerando-se os valores L1 e L2 como comprimentos de amostragem, nota-se que para o
comprimento L1 a rugosidade, em função da altura ou amplitude, tem o valor H, ou seja, realmente
a expressão da altura das irregularidades da textura primária, que é igual á rugosidade. Se for
considerado o comprimento L2, resulta uma altura H2, ou seja, um valor maior que H1 e que
incorpora também a ondulação.
Figura 14.9 – Rugosidade e ondulação. Considerado o comprimento L2.
Linha Média (LM) – é uma linha paralela à direção geral do perfil, no comprimento de
amostragem, colocada de tal modo que a soma das áreas superiores entre ela e o perfil efetivo
(áreas cheias) seja igual à soma das áreas inferiores entre ela e o perfil (áreas vazias) (fig. 10).
Figura 14.10 – Linha média
Áreas A + C + E + G + I = K + B + D + F + H + J
Assim, se todas as áreas superiores (A e I) forem colocadas nos vazios (K a J), o perfil ficará
igual à linha média.
Desvio médio aritmético (Ra ou CLA) – é a média aritmética dos valores absolutos das ordenadas
(y) do perfil efetivo em relação à linha média (LM) num determinado comprimento de amostragem
(L) (fig. 14.11).
Figura 14.11 Desvio médio aritmético
Ra ou CLA = y1 + y2 + y3 + . . . ym –
n
Ra ou CLA = 1 |y| dx
1
Educação Profissional 156
Created with novaPDF Printer (www.novaPDF.com)
Os valores Ra devem ser expressos em micrômetro ( µ m). Podem, contudo, ser expressos em
micropolegadas ( µ “) (1 µ = 0,000001”)
É utilizada a conversão aproximada de 1 µ m = 40 µ.
Fisicamente o valor Ra pode ser interpretado como sendo o afastamento médio do perfil em
relação à linha média.
Como comprimentos de amostragem, as normas recomendam os seguintes valores em função da
rugosidade:
Tabela 14.1
Rugosidade Ra Comprimento de amostragem L
( µ m) (mm)
0 a 0,3 0,25
0,3 a 3,0 0,80
Acima de 3,0 2,50
Notação: Nos desenhos, a rugosidade máxima deve ser indicada de acordo com a fig. 14.12 e nas
proporções indicadas pela norma NB-93. Em certos casos são indicados os valores máximo e
mínimo permitidos.
O valor da rugosidade deve ser expresso em micrômetros e colocado no interior do símbolo. Deve
ser considerada a rugosidade na posição mais desfavorável, isto é, perpendicularmente à direção
dos sulcos. Outras informações poderão ser anotadas, conforme a fig. 14.12.
Figura 14.12 e 14.13 – Notações de rugosidade
Existem outras notações usadas para especificar a rugosidade e suas equivalências ao parâmetro
Ra. A norma suíça VSM-10321 estabelece os seguintes grupos para designação da rugosidade
máxima admissível:
Símbolos
Rugosidade 50 6,3 0,8 0,1
máxima Ra (µ m)
Em casos mais precisos, estabelece as notações conforme a tabela abaixo:
Notações N12 N11 N10 N9 N8 N7 N6 N5 N4 N3 N2 N1
Rugosidade 50 25 12,5 6,3 3,2 1,6 0,8 0,4 0,2 0,1 0,05 0,025
máxima Ra (µ m)
Valores aproximados de Ra em função do processo de usinagem:
Educação Profissional 157
Created with novaPDF Printer (www.novaPDF.com)
Tabela 14.2
Superfície Rugosidade Ra em m
Lapidada 0,05 a 0,4
Retificada 0,1 a 1,6
Torneada 0,4 a 6,3
Broqueada 1,6 a 6,3
Fresada 0,8 a 6,3
Plainada 0,8 a 25
Nas especificações, a norma recomenda que sejam selecionados valores entre os indicados acima.
A fig. 14.14 mostra os valores de Ra em função do processo e do tempo de usinagem.
Figura 14.14 – Gráfico tempo x rugosidade
Sinais convencionais para indicação da orientação dos sulcos (apresentados na página a seguir).
Desvio médio quadrático (Rq ou RMS) – á a raiz quadrada da média dos quadrados das ordenadas
(y) do perfil efetivo em relação à linha média (LM) num comprimento de amostragem (L) (fig.
14.15).
Figura 14.15 - Desvio médio quadrático
Y² + Y² + Y² + . . . + Y²
Rq ou RMS = 1 2 3 n
n
Rq ou RMS = 1 - y² dx
L
Educação Profissional 158
Created with novaPDF Printer (www.novaPDF.com)
Altura máxima das irregularidades (Rmax) – é a distância entre duas paralelas à linha média LM
que passem pelos pontos mais altos e mais baixos do perfil efetivo, num determinado
comprimento de amostragem (fig. 14.16).
Figura 14.16 – Altura máxima das irregularidades.
Atualmente, conforme recomendações de norma ISO, os aparelhos devem, em cada medição ou
avaliação percorrer cinco comprimentos de amostragem e apresentar a média das medições.
Assim, na realidade, os aparelhos sempre apresentam a média de Rmax e devem ser chamados de
Rtm, segundo recomendações da norma DIN (fig. 14.17).
Figura 14.17 – Média das medições Rmax.
Rtm = Rmax1 + Rmax2 + Rmax3 + Rmax4 + Rmax5 -
5
NOTAS:
Nos aparelhos mais sofisticados, além da obtenção de Rtm, podem ser obtidos, por um
botão seletor os Rmax1 até Rmax5 referentes aos comprimentos da amostragem de 1 a 5
respectivamente;
Alguns autores alemães usam a notação Rz para Rtm.
Anteriormente havia um parâmetro que ainda é usado: Rt pode ser definido como um
Rtmax obtido no comprimento de avaliação, desprezando-se as irregularidades atípicas ou
acidentais. Podem também ser obtido do próprio gráfico. É recomendável que se utilize
sempre do mesmo comprimento de avaliação.
Altura de terceira (R3tm) – é o valor médio de cinco distâncias entre duas paralelas à linha média
que passam pelo ponto mais alto da terceira saliência (em altura) e pelo ponto mais baixo da
terceira reentrância (em profundidade) em cinco comprimentos de amostragem L consecutivos.
Na Alemanha esta grandeza apresenta a notação R3z.
R3tm = R3t1 + R3t2 + Ret3 + R3t4 + R3t5 -
5
Este critério é semelhante a Rtm, com a diferença de que em vez de se considerar o valor da
amplitude máxima, considera-se a amplitude da terceira irregularidade em valor.
Educação Profissional 159
Created with novaPDF Printer (www.novaPDF.com)
Profundidade média (Rp) – é a ordenada da saliência mais pronunciada com origem na linha média
do comprimento de amostragem.
Rpm: é a média dos Rp de cinco comprimentos de amostragem consecutivos.
Rpm = Rp1 + Rp2 + Rp3 + Rp4 + Rp5 -
5
Alguns autores consideram o critério Rp em função do comprimento de avaliação (L1 + L2 + L3 +
L4 + L5).
Rv: é a ordenada de reentrância máxima sob a linha média no comprimento da avaliação.
Portanto: Rt = Rp + Rv
Rtl-n: é o valor de um Rt individual na primeira amostra, onde n é o número total de amostras
analisadas.
Coeficiente de esvaziamento: Ke é a relação entre profundidade média e a altura máxima.
Ke - Rp -
Rmax
Coeficiente de enchimento: Kp é a diferença entre a unidade e o coeficiente de esvaziamento:
Kp = 1 – Ke
Figura 14.18 – Rt obtido no comprimento de avaliação
Figura 14.19 – Altura da terceira saliência
Figura 14.20 – Profundidade média
Educação Profissional 160
Created with novaPDF Printer (www.novaPDF.com)
Altura da irregularidade dos 10 pontos (Rz) – é a diferença entre o valor médio das ordenadas
dos cinco pontos mais salientes e o valor médio das ordenadas dos cinco pontos mais reentrantes,
tomados a partir de uma linha paralela à linha média não interceptando o perfil e o comprimento
de amostragem (Norma ISO) (fg. 14.21).
Rz = R1 + R3 + R5 + R7 + R9 - R2 + R4 + R6 + R8 + R10 -
5 5
Figura 14.21 – Altura das irregularidades 10 pontos
Muitos aparelhos são programados para poder medir o valor Rz médio, pois sempre soa tomados
cinco comprimentos de amostragem em cada medição. Em casos, porém, de superfícies muito
curtas, faz-se um gráfico e a partir deste pode-se calcular o Rz.
Rtm utilizado na Alemanha, sendo porém distinto do mesmo. Para diferenciá-los, utilizam-se as
seguintes notações:
R4 = Rtm = Rz (DIN)
Rz = conforme acima = Rz (ISO)
Sistema de envoltório (E): consiste em determinar os valores das amplitudes das irregularidades,
tomando-se as distâncias entre o perfil efetivo e a linha determinada por um círculo de raio R que
rola sobre o perfil, tocando desta forma as suas cristas (fig. 14.22). Este critério é muito pouco
usado, tendo sido substituído pelo sistema de linha média LM.
Figura 14.22 - Sistema de envoltória
Os critérios até agora apresentados definiram a rugosidade apenas em função da altura (também
chamada de amplitude das irregularidades).
A rugosidade é composta de outros elementos também importantes, como o passo e a forma das
irregularidades.
A figura 14.23 mostra diferentes perfis de superfícies que apresentam desempenhos e, apesar
disso, avaliados sob qualquer dos critérios até agora apresentados, resultam no mesmo valor.
Educação Profissional 161
Created with novaPDF Printer (www.novaPDF.com)
Figura 14.23 – Acabamentos de superfícies.
O perfil A apresenta picos delgados que se desgastam rapidamente. O perfil B apresenta melhor
área de sustentação e, portanto, melhor desempenho.
Assim, um critério que avaliasse a textura em função da área de sustentação seria mais
recomendável.
A seguir são apresentados os critérios de avaliação que se baseiam no espaçamento entre as
irregularidades.
14.3 - ESTADO DAS SUPERFÍCIES
RUGOSIDADE
DEFINIÇÕES DAS SUPERFÍCIES (Fig. 14.24)
Figura 14.24
Superfície Real – É a superfície que limita um corpo e o separa do meio ambiente.
Superfície Geométrica – É a superfície ideal prescrita no projeto, na qual não existem erros de
forma e de acabamento. Exemplos: superfície plana, superfície cilíndrica, superfície esférica.
Superfície Efetiva – É a superfície obtida por meio de instrumentos analisadores de superfície.
Perfil Real – É interseção da superfície real com um plano perpendicular à superfície geométrica.
Perfil Geométrico – É a interseção da superfície geométrica com o plano e ela perpendicular.
Educação Profissional 162
Created with novaPDF Printer (www.novaPDF.com)
14.3.1 - Irregularidade das superfícies
São as saliências e as reentrâncias existentes na superfície real – picos e vales (fig. 14.25)
Figura 14.25
14.3.2 - Passos das irregularidades
É a média das distâncias entre as saliências mais pronunciadas do perfil efetivo, num
comprimento de amostragem (critério válido somente quando as irregularidades apresentam uma
certa periodicidade).
14.3.3 - Comprimento de amostragem
É o comprimento medido na direção geral do perfil, suficiente para a avaliação dos parâmetros da
rugosidade (Fig. 14.26)
Figura 14.26
14.3.4 - Linha média
É a linha paralela à direção geral do perfil, no comprimento de amostragem, colocada de tal modo
que a soma das áreas superiores compreendidas entre ela e o perfil efetivo seja igual à soma das
áreas inferiores (fig. 26).
14.3.5 - Desvio médio – Ra (C.L.A.)
É a média dos valores absolutos das ordenadas do perfil efetivo em relação à linha média, num
comprimento de amostragem.
Observação – A sigla C.L.A., vem do Inglês, Center Line Average, que quer dizer, Centro da linha
média.
Educação Profissional 163
Created with novaPDF Printer (www.novaPDF.com)
14.3.6 - Classificação da rugosidade
Parâmetros normalizados – A fim de limitar o número de valores dos parâmetros a serem usados
nos desenhos e especificações, recomenda-se a utilização dos valores mencionados na tabela a
seguir:
Tabela 14.3
PARÂMETROS NORMALIZADOS
Ra (micrômetro)
0,008 0,20 5,0
0,010 0,25 6,3
0,012 0,32 8,0
0,016 0,40 10,0
0,020 0,50 12,5
0,025 0,63 16,0
0,032 0,80 20,0
0,040 1,00 25,0
0,050 1,25 32,0
0,063 1,60 40,0
0,080 2,00 50,0
0,100 2,50 63,0
0,125 3,20 80,0
0,160 4,00 100,0
Na medição da rugosidade são recomendados determinados valores para o comprimento de
amostragem, conforme tabela (abaixo).
Tabela 14.4
Rugosidade, Ra Mínimo comprimento de
(micrômetro) amostragem, L (mm)
De 0 até 0,3 0,25
Maior que 0,3 até 3,0 0,80
Maior que 3,0 2,50
14.3.7 - Simbologia
A indicação da rugosidade da superfície é expressa em micrômetro ou em (µ in) micro-inch e
deve ser colocada no interior do símbolo (fig. 14.27).
Figura 14.27 – Símbolo gráfico indicando uma rugosidade
correspondente a um desvio médio aritmético Ra = 2,5
mícrons.
Para as indicações complementares, deve ser acrescentada uma linha horizontal ao traço maior do
símbolo (fig. 14.28). Sobre esta linha será indicado o tipo de usinagem: tornear, fresar, retificar,
etc.
Educação Profissional 164
Created with novaPDF Printer (www.novaPDF.com)
Figura 14.28
Abaixo da linha horizontal será indicada a orientação preferencial dos sulcos (linhas de
acabamento), conforme mostra a tabela.
Tabela 14.5
Direção da medição
Sinais Perspectiva esquemática Indicação no desenho Orientação dos sulcos da rugosidade ou do
convencionais plano de perfil.
Os sulcos devem ser orientados
paralelamente ao traço da
superfície sobre o qual o símbolo Perpendicular à
se apóia, no desenho. direção dos sulcos.
Os sulcos devem ser orientados
em direção normal ao traço da
superfície sobre o qual o símbolo Perpendicular à
se apóia no desenho direção do sulcos.
Os sulcos devem ser orientados
segundo duas direções cruzadas. Segundo a bissetriz
dos ângulos formados
pelas direções dos
sulcos.
Os sulcos devem ser orientados
segundo várias direções (Sulcos
multidirecionais). Em qualquer direção.
Os sulcos devem ser
aproximadamente concêntricos
com o centro da superfície à qual Radial
o símbolo se refere.
Os sulcos devem ser orientados
segundo direções
aproximadamente radiais em Normal a um raio
relação ao centro da superfície à
qual o símbolo se refere.
14.3.8 - Rugosímetro
Rugosímetro é um aparelho destinado a comprovar o grau de aspereza de uma superfície (fig.
14.29), utilizado na inspeção de peças de alto grau de acabamento.
Educação Profissional 165
Created with novaPDF Printer (www.novaPDF.com)
Figura 14.29
14.3.9 - Princípio de medição
O princípio de medição com o rugosímetro é estabelecido pela passagem da ponta de uma agulha
de diamante sobre a superfície a medir. (fig. 14.30).
Figura 14.30
As irregularidades desta superfície fazem com que a agulha se movimente. Este movimento é
convertido em impulso elétrico que passa através de um filtro. Aí são obtidas as características,
de tal superfície, sendo amplificado o impulso e determinada a sua leitura no mostrador do
aparelho.
O “Pick-up”, no qual está localizada a agulha apalpadora, faz sempre um movimento retilíneo (fig.
14.31), o que não permite que se faça uma verificação nos erros de forma.
Figura 14.31
Educação Profissional 166
Created with novaPDF Printer (www.novaPDF.com)
Para a verificação da rugosidade de superfícies de formas variadas, é necessário o emprego de
“pick-up” que se ajuste a estas condições, para a obtenção de um resultado correto (figs. 14.32 e
14.33).
Figura 14.32 – “Pick-up” para medição de rugosidade em dentes de engrenagens.
Figura 14.33 – “Pick-up” para medição de rugosidade em furos com diâmetro superior a 50mm.
Os diferentes tipos de acabamento das superfícies determinam um controle da rugosidade em
espaços predeterminados, por isso os aparelhos possuem um dispositivo “out-off” que corta o
passo da onda da rugosidade a controlar, empregando-se para acabamentos grosseiros um “out-
off” maior que o utilizado para um acabamento fino.
Os aparelhos possuem um botão selecionador de
valores que permite fazer com que as duas
escalas do mostrador possam registrar valores
diferentes, tanto em milímetros, como em
polegada, dependendo da rugosidade a medir. A
figura 14.34 mostra alguns detalhes da unidade
medidora do rugosímetro.
Figura 14.34
14.3.9.1 - Medir rugosidade de superfícies
Medir rugosidade de superfícies é comparar o estado das superfícies, utilizando aparelhos
capazes de indicar defeito microgeométricos.
Esta operação faz necessária pela influência da rugosidade no comportamento das superfícies, de
acordo com o seu funcionamento, como nos casos de atrito, ajuste, desgaste, corrosão,
acabamento, resistência à fadiga, escoamento de fluidos e superfícies de medição (blocos-
padrão, contatos de micrômetro, paquímetros, etc). É utilizado no controle de qualidade de peças
que exijam tal acabamento.
Educação Profissional 167
Created with novaPDF Printer (www.novaPDF.com)
PROCESSO DE EXECUÇÃO
1º Passo – Acople a unidade do “pick-up” no
aparelho de leitura. (fig. 14.35).
2º Passo – Faça a aferição do aparelho,
utilizando o padrão de referência.
a) Limpe o padrão.
b) Posicione o padrão, e o dispositivo de
acionamento do “pick-up” de forma que a
agulha toque a superfície do padrão. (fig.
14.36)
c) Verifique o sentido de usinagem do padrão.
Figura 14.36
Observação: A medida da rugosidade deverá ser feita em sentido transversal ao da usinagem,
salvo especificações contrárias.
d) Ligue o aparelho e regule o movimento do “pick-up” de acordo com o valor da rugosidade
indicada no padrão.
Observação: Não se obtendo no mostrados do
aparelho o valor indicado no padrão, refaz-se o
ajuste, girando o parafuso de regulagem até
conseguir indicando. (fig. 14.3).
e) Retire o padrão, e desligue o aparelho.
3º Passo – Faça a medição da rugosidade da
peça. Figura 14.37
a) Limpe a peça, e posicione-a na mesa, observando o sentido de usinagem da peça.
b) Regule a altura do “pick-up” de forma que a agulha toque a superfície da peça a medir.
Observação: O braço do “pick-up” deverá
ficar paralelo à superfície da peça (fig. 14.38).
c) Ligue o aparelho e regule o movimento do
“pick-up” de acordo com a superfície da peça a
medir.
d) Faça a leitura. Figura 14.38
Observação: Quando o ponteiro do mostrador não indicar o valor da rugosidade, regula-se o
aparelho para um campo de medição maior.
e) Retire a peça e desligue o aparelho.
Educação Profissional 168
Created with novaPDF Printer (www.novaPDF.com)
BIBLIOGRAFIA
FELIX, Julio C. A metrologia no Brasil. Rio de Janeiro: Qualitymark Editora. 1995.
GONÇALVES, Felipe Gonçalves. Metrologia. MEC: CEFETES: Vitória. 2002.
TELECURSO 2000. Mecânica: Metrologia. Vol. 1. São Paulo: Editora Globo. 2000.
Educação Profissional 169
Created with novaPDF Printer (www.novaPDF.com)
Você também pode gostar
- Apostila LPDocumento72 páginasApostila LPKarla GiselliAinda não há avaliações
- Guia Abendi 2019 PDFDocumento56 páginasGuia Abendi 2019 PDFPaul NelsonAinda não há avaliações
- 09 - Inspeção Ago 22Documento44 páginas09 - Inspeção Ago 22LudmilaRamos100% (1)
- Ensaios DestrutivosDocumento12 páginasEnsaios DestrutivosSarah PortilhoAinda não há avaliações
- Relatório MetalografiaDocumento22 páginasRelatório MetalografiaerikwillianAinda não há avaliações
- Documentos Técnicos - Treinamento ISQI - Inspetor de Soldagem Nivel 1Documento15 páginasDocumentos Técnicos - Treinamento ISQI - Inspetor de Soldagem Nivel 1NASC Engenharia e AssessoriaAinda não há avaliações
- Cores de FerrosDocumento3 páginasCores de FerrosalexandremalucelliAinda não há avaliações
- Lista Asme Pcc-2 TraduzidaDocumento16 páginasLista Asme Pcc-2 TraduzidaCarlos JuniorAinda não há avaliações
- Prática Recomendada Internacional AACE 30R-03 PDFDocumento19 páginasPrática Recomendada Internacional AACE 30R-03 PDFGabriel Coelho0% (1)
- Analise Microestrutural de Uma Junta Soldada de Um Aço 1045 Soldado Pelo Processo Eletrodo Revestido Com Consumivel E7018Documento70 páginasAnalise Microestrutural de Uma Junta Soldada de Um Aço 1045 Soldado Pelo Processo Eletrodo Revestido Com Consumivel E7018Denilson RibeiroAinda não há avaliações
- Apostila PM 18Documento61 páginasApostila PM 18Leandro CrisostomoAinda não há avaliações
- TCC de Reparo de Tubulações Com Material CompositoDocumento169 páginasTCC de Reparo de Tubulações Com Material CompositoAnderson MizaelAinda não há avaliações
- 13 Dureza VickersDocumento7 páginas13 Dureza VickersPriscila PereiraAinda não há avaliações
- Ensaio Visual - TelecursoDocumento7 páginasEnsaio Visual - TelecursoMaria Elvira Oliveira de JesusAinda não há avaliações
- Ensaios Destrutivos e Nao DestrutivosDocumento9 páginasEnsaios Destrutivos e Nao DestrutivosFelipe Borel RodriguesAinda não há avaliações
- A Inspeção VisualDocumento31 páginasA Inspeção VisualTeresa BotelhoAinda não há avaliações
- Processos de FabricaçãoDocumento366 páginasProcessos de FabricaçãoFelipe Doria RibeiroAinda não há avaliações
- Certificado Da Vareta TIGDocumento1 páginaCertificado Da Vareta TIGalexsandro_dias_1Ainda não há avaliações
- Módulo 12 Instrumental e Técnicas de MedidaDocumento126 páginasMódulo 12 Instrumental e Técnicas de MedidaLuciano AlvesAinda não há avaliações
- PR-076 Ensaio Visual Subaquático Rev 5 Mai-21Documento5 páginasPR-076 Ensaio Visual Subaquático Rev 5 Mai-21Tenner Corrêa100% (1)
- N 0293 GDocumento35 páginasN 0293 GLeonardo SantosAinda não há avaliações
- Inspeção Consumveis e Estufas.Documento56 páginasInspeção Consumveis e Estufas.Wagner ClaudioAinda não há avaliações
- Medições Calibre de Solda PDFDocumento1 páginaMedições Calibre de Solda PDFJoao Victor BAinda não há avaliações
- Apostila Controle Dimensional CompletaDocumento140 páginasApostila Controle Dimensional CompletaOcimar Antonio FranciscoAinda não há avaliações
- Tratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1Documento12 páginasTratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1NASC Engenharia e AssessoriaAinda não há avaliações
- Teste HidrostáticoDocumento9 páginasTeste HidrostáticoAna Paula Fabrício100% (1)
- Modelo PROMINP-10endDocumento20 páginasModelo PROMINP-10endRomário AlistonAinda não há avaliações
- (20170220041316) Un01 - Manufatura Mecânica - Soldagem - Aula 01 - ConteúdoDocumento25 páginas(20170220041316) Un01 - Manufatura Mecânica - Soldagem - Aula 01 - ConteúdoDjalma Filho100% (1)
- Uso Do PaquimetroDocumento2 páginasUso Do Paquimetroaridezotti4474Ainda não há avaliações
- Emendas de Solda CA50Documento12 páginasEmendas de Solda CA50rogersampaiocostaAinda não há avaliações
- Aula 08 - Ensaio de EmbutimentoDocumento25 páginasAula 08 - Ensaio de Embutimentopaulo1americoAinda não há avaliações
- Ensaio de DurezaDocumento50 páginasEnsaio de DurezaSilvana Rocha CiriacoAinda não há avaliações
- Trabalho - Slide - Soldagem e Corte - 2Documento20 páginasTrabalho - Slide - Soldagem e Corte - 2Giselly BiancaAinda não há avaliações
- 02 - Aços Inoxidáveis FerríticosDocumento1 página02 - Aços Inoxidáveis FerríticosVanessa DuzAinda não há avaliações
- 01 - Tubulações IndustriaisDocumento44 páginas01 - Tubulações IndustriaisFernando CarvalhoAinda não há avaliações
- Questões FBTS Parte I - 120 QuestõesDocumento191 páginasQuestões FBTS Parte I - 120 Questõescarlos henrique ferreira de saAinda não há avaliações
- Questionário de PM ABENDEDocumento46 páginasQuestionário de PM ABENDEalexislobo100% (2)
- FV PM 001 Rev 0Documento41 páginasFV PM 001 Rev 0paulo_1988Ainda não há avaliações
- Instrumentos de MedidasDocumento2 páginasInstrumentos de MedidasJean Da Rocha DuarteAinda não há avaliações
- Relatório Líquido PenetranteDocumento5 páginasRelatório Líquido PenetranteGiovanna LeiteAinda não há avaliações
- 9 Ensaio de EmbutimentoDocumento5 páginas9 Ensaio de EmbutimentoPriscila Pereira0% (1)
- 1 - Inspeção de Fornos IntroduçãoDocumento97 páginas1 - Inspeção de Fornos IntroduçãoAnonymous uL3JlWfhAinda não há avaliações
- Grande Reforma Do Alto Forno 2 Da VM Do BrasilDocumento9 páginasGrande Reforma Do Alto Forno 2 Da VM Do BrasilRafael Do Carmo100% (1)
- Aspectos de Metalurgia Da Soldagem Do Alumínio e Suas LigasDocumento48 páginasAspectos de Metalurgia Da Soldagem Do Alumínio e Suas LigasSérgio Barra100% (6)
- Resistência Dos MateriaisDocumento6 páginasResistência Dos Materiaispateta50Ainda não há avaliações
- Simulado MarceloPachecoDocumento15 páginasSimulado MarceloPachecoRodrigo CarvalhoAinda não há avaliações
- Trabalho Mecanico Montador 01 - ProminpDocumento32 páginasTrabalho Mecanico Montador 01 - ProminpWeniton OliveiraAinda não há avaliações
- Tecnologia de Soldagem Industria Naval e OffshoreDocumento26 páginasTecnologia de Soldagem Industria Naval e OffshoreLorena BarrosAinda não há avaliações
- QUESTÕES 001 A 120Documento120 páginasQUESTÕES 001 A 120Papaleguas gamesAinda não há avaliações
- Manual - SX 160Documento87 páginasManual - SX 160VIDA ASSESSORIA LTDAAinda não há avaliações
- Manual Manip - Cargas DalmecDocumento59 páginasManual Manip - Cargas DalmecRobert Kock100% (1)
- 04 Metrologia - InstrumentosDocumento46 páginas04 Metrologia - InstrumentosRaíssa SpineliAinda não há avaliações
- Apostila Instrumentação SMARDocumento291 páginasApostila Instrumentação SMARjorge luis correiaAinda não há avaliações
- Anp-1 Rtac001995Documento52 páginasAnp-1 Rtac001995Deyvid OliveiraAinda não há avaliações
- Apostila de Mecânica AplicadaDocumento108 páginasApostila de Mecânica AplicadaDiego Guimarães100% (1)
- Manual Mesa de Corte MFCADocumento94 páginasManual Mesa de Corte MFCAUlisses MoreiraAinda não há avaliações
- 01 - Abraman IntroducaoDocumento38 páginas01 - Abraman IntroducaoLuiz CésarAinda não há avaliações
- Apostilha Logistica 22-09-2021Documento65 páginasApostilha Logistica 22-09-2021VINICIUS ANJOSAinda não há avaliações
- Placa de InterfaceDocumento33 páginasPlaca de InterfaceGeison Barroso100% (1)
- Book de Defeitos Causas e SoluçõesDocumento8 páginasBook de Defeitos Causas e SoluçõesGeison BarrosoAinda não há avaliações
- Sistemas de Camaras QuentesDocumento12 páginasSistemas de Camaras QuentesGeison BarrosoAinda não há avaliações
- Auditor Interno Da Qualidade PDFDocumento43 páginasAuditor Interno Da Qualidade PDFGeison BarrosoAinda não há avaliações
- Tecnologia Dos Materiais - Complementar PDFDocumento97 páginasTecnologia Dos Materiais - Complementar PDFdiego_lcsouzaAinda não há avaliações
- Programação Com CiclosDocumento16 páginasProgramação Com CiclosGeison BarrosoAinda não há avaliações
- Folder de MedicamentosDocumento2 páginasFolder de MedicamentosJeharaujooAinda não há avaliações
- NP en 1993-1-10 (2010)Documento23 páginasNP en 1993-1-10 (2010)lixoecompanhiaAinda não há avaliações
- Ed TiDocumento8 páginasEd TiNiara RodriguesAinda não há avaliações
- Reprodução de Pirarucu em CativeiroDocumento48 páginasReprodução de Pirarucu em CativeiroclaudiousdecastroAinda não há avaliações
- Worksheet For Seeing The Big PictureDocumento2 páginasWorksheet For Seeing The Big Picturejsousa_338509Ainda não há avaliações
- PdaDocumento224 páginasPdaSiul InivAinda não há avaliações
- Análise Da Influência Da Liderança Nos Serviços Prestados Pelos Funcionários Do Serviço Distrital de Saúde Mulher e Acção Social de Chókwè.Documento51 páginasAnálise Da Influência Da Liderança Nos Serviços Prestados Pelos Funcionários Do Serviço Distrital de Saúde Mulher e Acção Social de Chókwè.Burailo Diogo100% (1)
- ISO IEC 14598 3 e 9126 ResumosDocumento38 páginasISO IEC 14598 3 e 9126 Resumossuse4576Ainda não há avaliações
- A Evolução ManutençãoDocumento7 páginasA Evolução Manutençãodiego_mecanica100% (1)
- Abraçadeiras HellermannDocumento91 páginasAbraçadeiras Hellermannfabio_augusto_22Ainda não há avaliações
- Gestão de Produção e OperaçõesDocumento8 páginasGestão de Produção e OperaçõesBelo LopezAinda não há avaliações
- 2 - Abordagem Logística Como Função Essencial Na EmpresaDocumento44 páginas2 - Abordagem Logística Como Função Essencial Na EmpresatiagofelipebonesAinda não há avaliações
- Edição 907 On Line 28 11 14 PDFDocumento24 páginasEdição 907 On Line 28 11 14 PDFJornal Atos e FatosAinda não há avaliações
- As Disfunções Da Burocracia Transformam-Se Na Própria ''Burocracia'' - Artigos - Dinheiro - AdministradoresDocumento7 páginasAs Disfunções Da Burocracia Transformam-Se Na Própria ''Burocracia'' - Artigos - Dinheiro - AdministradoresAlexandra SilvaAinda não há avaliações
- Acreditação Hospitalar PDFDocumento7 páginasAcreditação Hospitalar PDFRones CarvalhoAinda não há avaliações
- Familiograma PDFDocumento11 páginasFamiliograma PDFAngela Coelho0% (2)
- O Mercado e A Comercialização de Produtos AgrícolasDocumento10 páginasO Mercado e A Comercialização de Produtos AgrícolasraialvesrochaAinda não há avaliações
- Equalização de FrequênciaDocumento34 páginasEqualização de FrequênciaffafaffafafafafafafaAinda não há avaliações
- Procedimentos Operacionais Padrão - NR 19Documento17 páginasProcedimentos Operacionais Padrão - NR 19inst.aprendaAinda não há avaliações
- Arquivo Catalogo EmbaliDocumento20 páginasArquivo Catalogo EmbaliAlessandro Benevides100% (1)
- Relatório de Auditoria Nº 201203361 - IF Farroupilha (Definitivo)Documento98 páginasRelatório de Auditoria Nº 201203361 - IF Farroupilha (Definitivo)Lucimar MoralAinda não há avaliações
- Abnt NBR Iso 10012Documento26 páginasAbnt NBR Iso 10012Carlos AlvarezAinda não há avaliações
- Catalogo-Barras-Trefiladas 1Documento3 páginasCatalogo-Barras-Trefiladas 1Anonymous 0H1z4LT0FAinda não há avaliações
- Mestrado Gestao Hotelaria Brochura 11 03 2019Documento28 páginasMestrado Gestao Hotelaria Brochura 11 03 2019Pedro ResendeAinda não há avaliações
- TC - Bruno Cardoso Nogueira e Matheus Hubbe KuhnenDocumento31 páginasTC - Bruno Cardoso Nogueira e Matheus Hubbe KuhnenRodrigo BertuAinda não há avaliações
- Art TCC 009 2006Documento8 páginasArt TCC 009 2006Roberto CamposAinda não há avaliações
- 14-Catalogo Micro Maquinas Do VidroDocumento108 páginas14-Catalogo Micro Maquinas Do VidroAbner Souza Dos SantosAinda não há avaliações
- Manual - Pré MoldadosDocumento129 páginasManual - Pré MoldadosRafael NeryAinda não há avaliações
- Gestão Da Informação Na Administração Escolar e Seu Benefício para A EducaçãoDocumento52 páginasGestão Da Informação Na Administração Escolar e Seu Benefício para A Educaçãoanon-514991100% (19)
- Informacoes Relevantes para Tomada de DecisaoDocumento6 páginasInformacoes Relevantes para Tomada de DecisaoMussagyamade mustafaAinda não há avaliações