Você também pode gostar
- Acústica de SalasDocumento77 páginasAcústica de SalasCibelle J. Donza50% (6)
- Apostila CLPDocumento72 páginasApostila CLPnilsonery100% (4)
- Gestão Da Qualidade e Produtividade ProvaDocumento5 páginasGestão Da Qualidade e Produtividade ProvaTabata OliveiraAinda não há avaliações
- Catálogo Motovent 6 EdiçãoDocumento143 páginasCatálogo Motovent 6 EdiçãoFernando ValadãoAinda não há avaliações
- Siemens - Simatic s7-200Documento66 páginasSiemens - Simatic s7-200Wil Wiltmar50% (2)
- Sistema de Irrigação AutomatizadoDocumento8 páginasSistema de Irrigação Automatizadonetflix 123Ainda não há avaliações
- CLP Básico ABDocumento66 páginasCLP Básico ABAndre NascimentoAinda não há avaliações
- Propriedades do Aço EstruturasDocumento22 páginasPropriedades do Aço Estruturasrodrigo de morais cunhaAinda não há avaliações
- Rede Telecomunicações EngenhariaDocumento26 páginasRede Telecomunicações EngenhariaHenrique BeloAinda não há avaliações
- Automação de Aviário Utilizando ArduinoDocumento5 páginasAutomação de Aviário Utilizando ArduinoFernandohdeoAinda não há avaliações
- Magnetoterapia Chinesa e seus Princípios na AcupunturaDocumento105 páginasMagnetoterapia Chinesa e seus Princípios na AcupunturaAn MoraesAinda não há avaliações
- NTE 026 Montagem Rede de Distribuição Aérea Urbana 14 Edição PDFDocumento84 páginasNTE 026 Montagem Rede de Distribuição Aérea Urbana 14 Edição PDFSivaldo Dunga Xavier ValAinda não há avaliações
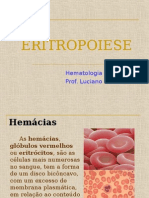
- EritropoieseDocumento32 páginasEritropoieseFlavinha VenâncioAinda não há avaliações
- Siemens - Simatic s7-200Documento66 páginasSiemens - Simatic s7-200Leônidas FelixAinda não há avaliações
- Carcinoma diferenciado da tireoide: fatores prognósticos e terapiaDocumento55 páginasCarcinoma diferenciado da tireoide: fatores prognósticos e terapiaJoice Azevedo100% (1)
- Relatorio AgromaticoDocumento18 páginasRelatorio AgromaticoRafael MachadoAinda não há avaliações
- Controle de nível de líquidos com ArduinoDocumento6 páginasControle de nível de líquidos com ArduinoFernando BarrosoAinda não há avaliações
- Automatização de fábrica de biscoitos com CLPDocumento20 páginasAutomatização de fábrica de biscoitos com CLPluisAinda não há avaliações
- Tanquinho AutomatizadoDocumento17 páginasTanquinho AutomatizadoUilis SegredoAinda não há avaliações
- Sisstema de Irrigacao Pururgua Gonjo Muchanga Augusto JuniorDocumento10 páginasSisstema de Irrigacao Pururgua Gonjo Muchanga Augusto JuniorPururgua Mp MuchangaAinda não há avaliações
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No PythonNo EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No PythonAinda não há avaliações
- Projeto Prensa LataDocumento19 páginasProjeto Prensa LataJulio FerreiraAinda não há avaliações
- Inverter Artigo RevistaDocumento262 páginasInverter Artigo RevistaErnesto Vicente JuniorAinda não há avaliações
- Relatório de Estágio em Manutenção IndustrialDocumento15 páginasRelatório de Estágio em Manutenção Industrialalex.amaral9292Ainda não há avaliações
- Vaporização de GLP MonitoradaDocumento14 páginasVaporização de GLP MonitoradaFernando ValadãoAinda não há avaliações
- Monitorando A Concentração De Glp Com O Android Programado No App InventorNo EverandMonitorando A Concentração De Glp Com O Android Programado No App InventorAinda não há avaliações
- Teste Solenóide TransmissãoDocumento7 páginasTeste Solenóide TransmissãoLUIZ HENRIQUE DOS SANTOS SILVEIRAAinda não há avaliações
- Termo de Abertura Do ProjetoDocumento5 páginasTermo de Abertura Do ProjetoHugo ZaniniAinda não há avaliações
- Produção álcoolDocumento25 páginasProdução álcoolgugamestreAinda não há avaliações
- Relatório Máquina de Envase - COEDocumento12 páginasRelatório Máquina de Envase - COEOlívia LourençoAinda não há avaliações
- Módulo 3 - Automação de Processos Industriais PDFDocumento76 páginasMódulo 3 - Automação de Processos Industriais PDFWilliam Will Controle WoodwardAinda não há avaliações
- Monitoramento de Sistema de InjeçãoDocumento22 páginasMonitoramento de Sistema de InjeçãoFelipe FonsecaAinda não há avaliações
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Monitorando Glp No Arduino Com Sintetizador De Voz Programado No Visual C#No EverandMonitorando Glp No Arduino Com Sintetizador De Voz Programado No Visual C#Ainda não há avaliações
- História e evolução dos CLPsDocumento10 páginasHistória e evolução dos CLPsGustavo da SilvaAinda não há avaliações
- Projeto TemporizadorDocumento12 páginasProjeto TemporizadorzorrillaAinda não há avaliações
- IT Indústria & Tecnologia #474 PDFDocumento36 páginasIT Indústria & Tecnologia #474 PDFMarcos LeiteAinda não há avaliações
- Tanques subterrâneos dupla paredeDocumento8 páginasTanques subterrâneos dupla paredeguithofes010% (1)
- BRA Cat00001 PDF 276Documento263 páginasBRA Cat00001 PDF 276J Antonio Do NascimentoAinda não há avaliações
- Monitorando Glp No Arduino Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Glp No Arduino Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Univesp Anotacoes COM370 Sistemas Embarcados Semana 01 A 07Documento69 páginasUnivesp Anotacoes COM370 Sistemas Embarcados Semana 01 A 07Wagner de QueirozAinda não há avaliações
- Catalogo 2013Documento114 páginasCatalogo 2013Juan Carlos Regalado Anguiano100% (1)
- Automação retifica trapezoidalDocumento4 páginasAutomação retifica trapezoidalluizrcspradoAinda não há avaliações
- Desenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Glp Programado No ArduinoNo EverandDesenvolvendo Um Supervisório Em Vb Com Gauge Angular Para Monitoramento De Glp Programado No ArduinoAinda não há avaliações
- Desenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Glp Programado No ArduinoNo EverandDesenvolvendo Um Supervisório Em Vc# Com Gauge Angular Para Monitoramento De Glp Programado No ArduinoAinda não há avaliações
- Desenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Glp Programado No ArduinoNo EverandDesenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Glp Programado No ArduinoAinda não há avaliações
- Manutenção Centrada em Confiabilidade na Ultragaz: resultados e benefíciosDocumento11 páginasManutenção Centrada em Confiabilidade na Ultragaz: resultados e benefíciosFlávio NevesAinda não há avaliações
- Monitorando A Concentração De Glp Com O Pic E Android Programado No App InventorNo EverandMonitorando A Concentração De Glp Com O Pic E Android Programado No App InventorAinda não há avaliações
- Monitorando Glp No Pic Com Sintetizador De Voz Programado No Visual C#No EverandMonitorando Glp No Pic Com Sintetizador De Voz Programado No Visual C#Ainda não há avaliações
- Parte Escrita - Projeto Final de ProgramaçãoDocumento11 páginasParte Escrita - Projeto Final de Programação4KronosAinda não há avaliações
- Catálogo Tigre CPVC IndustrialDocumento24 páginasCatálogo Tigre CPVC IndustrialOscar Junior TatsukawaAinda não há avaliações
- SISPAG Correçoes 02.02Documento21 páginasSISPAG Correçoes 02.02Luis Felipe NascimentoAinda não há avaliações
- Relatorio de Estagio 1Documento26 páginasRelatorio de Estagio 1Diego SantosAinda não há avaliações
- Apostila CLP SIEMENS S7-200Documento66 páginasApostila CLP SIEMENS S7-200dgvelledaAinda não há avaliações
- CPVC Industrial TigreDocumento24 páginasCPVC Industrial TigreCelene VicenteAinda não há avaliações
- Aplicando Iot Na Medição De Glp Com Arduino E Módulo Wifi Esp8266No EverandAplicando Iot Na Medição De Glp Com Arduino E Módulo Wifi Esp8266Ainda não há avaliações
- Monitorando Glp No Arduino Com Sintetizador De Voz Programado No PythonNo EverandMonitorando Glp No Arduino Com Sintetizador De Voz Programado No PythonAinda não há avaliações
- PIC16F628 microcontroladorDocumento84 páginasPIC16F628 microcontroladorhhnogueiraAinda não há avaliações
- Modelo de Conic N1GEMA Parte CompletaDocumento8 páginasModelo de Conic N1GEMA Parte CompletaWetafilter FiltrosAinda não há avaliações
- Melquisedeque B Araujo 5802277 - Automação IndustrialDocumento11 páginasMelquisedeque B Araujo 5802277 - Automação IndustrialMelqui AraujoAinda não há avaliações
- Protecao Do Plug Fusivel ProjetoGLPDocumento12 páginasProtecao Do Plug Fusivel ProjetoGLPSergio Luiz SchneiderAinda não há avaliações
- Desenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Glp Programado No PicNo EverandDesenvolvendo Um Supervisório Em Vc# Com Gráfico Scope Para Monitoramento De Glp Programado No PicAinda não há avaliações
- Projetos Com Esp8266 Programado Em Arduino - Parte XixNo EverandProjetos Com Esp8266 Programado Em Arduino - Parte XixAinda não há avaliações
- Examinar Projeto: Compressores SelecionadosDocumento6 páginasExaminar Projeto: Compressores SelecionadosFernando ValadãoAinda não há avaliações
- AI274942819146pt-000605 - Valvula de Expansão DanfossDocumento21 páginasAI274942819146pt-000605 - Valvula de Expansão DanfossFernando ValadãoAinda não há avaliações
- Examinar Projeto: Compressores SelecionadosDocumento6 páginasExaminar Projeto: Compressores SelecionadosFernando ValadãoAinda não há avaliações
- Examinar Projeto: Compressores SelecionadosDocumento6 páginasExaminar Projeto: Compressores SelecionadosFernando ValadãoAinda não há avaliações
- Vaporização de GLP MonitoradaDocumento14 páginasVaporização de GLP MonitoradaFernando ValadãoAinda não há avaliações
- NBR17505-4 - Arquivo para ImpressãoDocumento94 páginasNBR17505-4 - Arquivo para ImpressãoFernando ValadãoAinda não há avaliações
- VWY600 60Hz 750 kVA trifásico grupo gerador dieselDocumento4 páginasVWY600 60Hz 750 kVA trifásico grupo gerador dieselFernando ValadãoAinda não há avaliações
- NBR17505-1 - Arquivo para ImpressãoDocumento45 páginasNBR17505-1 - Arquivo para ImpressãoFernando ValadãoAinda não há avaliações
- Resumo Tabelas de Termodinamica Paulo M Coelho 1Documento3 páginasResumo Tabelas de Termodinamica Paulo M Coelho 1Fernando ValadãoAinda não há avaliações
- Máscaras Sociais - Texto de OpiniãoDocumento2 páginasMáscaras Sociais - Texto de OpiniãoDiana AlbuquerqueAinda não há avaliações
- Apostila de Gastronomia (Revisada)Documento43 páginasApostila de Gastronomia (Revisada)Nilcilene SoaresAinda não há avaliações
- POSITIVISMO X MARXISMODocumento32 páginasPOSITIVISMO X MARXISMOVictor Simões100% (2)
- Web MZX500 300-P-1A PTDocumento82 páginasWeb MZX500 300-P-1A PTEverson BrandãoAinda não há avaliações
- PR Tica 4Documento4 páginasPR Tica 4Lucas MahiaAinda não há avaliações
- Sacrário - Encontros Com Jesus - Maria Stella SalvadorDocumento182 páginasSacrário - Encontros Com Jesus - Maria Stella SalvadorRichard Alisson Ferreira100% (1)
- Etica Paulo Freire EducacaoDocumento6 páginasEtica Paulo Freire EducacaoRobson SouzaAinda não há avaliações
- Lista 1 - Estequiometria - ExercíciosDocumento7 páginasLista 1 - Estequiometria - ExercíciosoiacsurfAinda não há avaliações
- Prae Ufca Resultado Final Isenção Do Ru 09.02.2022 Retificado em 21.02.2022Documento35 páginasPrae Ufca Resultado Final Isenção Do Ru 09.02.2022 Retificado em 21.02.2022JessyAinda não há avaliações
- Humanização Dos Cuidados de Saúde Uma Interpretação A Partir Da Filosofia de Emmanuel LévinasDocumento9 páginasHumanização Dos Cuidados de Saúde Uma Interpretação A Partir Da Filosofia de Emmanuel LévinasLucas LocatelliAinda não há avaliações
- C ADRIANO Um Guia para As Vanguardas CinematográficasDocumento16 páginasC ADRIANO Um Guia para As Vanguardas CinematográficasTasha BallardAinda não há avaliações
- Bioeletrogênese e potencial de repousoDocumento9 páginasBioeletrogênese e potencial de repousoDenise Barth RebescoAinda não há avaliações
- A supremacia de Cristo sobre toda a criaçãoDocumento2 páginasA supremacia de Cristo sobre toda a criaçãoIvana LaísAinda não há avaliações
- Levantamento Florístico - UFMG PDFDocumento6 páginasLevantamento Florístico - UFMG PDFFernando FrançaAinda não há avaliações
- Batizado de Maria Stella Ghetti FradeDocumento14 páginasBatizado de Maria Stella Ghetti FradeAlan RottoliAinda não há avaliações
- God Of War: luz e cor transformam jogoDocumento9 páginasGod Of War: luz e cor transformam jogoMARLLON KWE DA SILVA FERREIRAAinda não há avaliações
- Dimensionando lajes pré-moldadas com EPSDocumento34 páginasDimensionando lajes pré-moldadas com EPSGuilherme TelesAinda não há avaliações
- AntiviraisDocumento3 páginasAntiviraisGisvaldoAinda não há avaliações
- Manual Forno Turbo Digitop Gás M. Interno - Rev 12 - CurvasDocumento18 páginasManual Forno Turbo Digitop Gás M. Interno - Rev 12 - CurvasJoabe a.pAinda não há avaliações
- Campanha de DanielDocumento3 páginasCampanha de DanielFrancisco José Vitor MarquesAinda não há avaliações
- Técnico em ÓpticaDocumento1 páginaTécnico em ÓpticaKalev Ben YahudahAinda não há avaliações
- Cafeína en Alimentos y BebidasDocumento14 páginasCafeína en Alimentos y BebidasalejandrajriveroAinda não há avaliações