Você também pode gostar
- MIG 400I BIVOLT 3PH - Mudança Tensão HylongDocumento19 páginasMIG 400I BIVOLT 3PH - Mudança Tensão HylongJuniorAinda não há avaliações
- MIG 600C Manual TécnicoDocumento23 páginasMIG 600C Manual TécnicoFernando LimaAinda não há avaliações
- Mig/Mma 270Y Mono: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocumento15 páginasMig/Mma 270Y Mono: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCFelipe Moreira de PáduaAinda não há avaliações
- TIG 300 220V/380V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocumento12 páginasTIG 300 220V/380V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCFelipe Moreira de PáduaAinda não há avaliações
- MIG 500C 220V 3PH: Máquina de Solda MIG 220V 3 FasesDocumento18 páginasMIG 500C 220V 3PH: Máquina de Solda MIG 220V 3 FasesPaulo HenriqueeAinda não há avaliações
- Tig 500P Acdc Digital 220V 3PHDocumento17 páginasTig 500P Acdc Digital 220V 3PHFelipe Moreira de PáduaAinda não há avaliações
- Arc 160a Igbt 220V 1PHDocumento10 páginasArc 160a Igbt 220V 1PHFelipe Moreira de PáduaAinda não há avaliações
- Arc 250a Igbt 220V 1PHDocumento10 páginasArc 250a Igbt 220V 1PHFelipe Moreira de PáduaAinda não há avaliações
- ARC 400C 220V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocumento12 páginasARC 400C 220V 3PH: Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCFelipe Moreira de PáduaAinda não há avaliações
- Mig 280y BivoltDocumento14 páginasMig 280y BivoltSamuel AlvesAinda não há avaliações
- Tig 200p Acdc AnalogicaDocumento13 páginasTig 200p Acdc AnalogicaFelipe Moreira de PáduaAinda não há avaliações
- Tig 200p DC DigitalDocumento11 páginasTig 200p DC DigitalFelipe Moreira de PáduaAinda não há avaliações
- Orçamento para sistema de sinalizaçãoDocumento3 páginasOrçamento para sistema de sinalizaçãoMonique SchlickmannAinda não há avaliações
- 5 - Tig 250Documento11 páginas5 - Tig 250INTERPLASMA CORTE E SOLDAAinda não há avaliações
- Arpa Quant. Codigo Descrição Manufacturer Plt210715P-783 (Indústria de Rações Patense Ltda - Sobradinho - MG)Documento1 páginaArpa Quant. Codigo Descrição Manufacturer Plt210715P-783 (Indústria de Rações Patense Ltda - Sobradinho - MG)Agnaldo JuniorAinda não há avaliações
- 3 - Tig 180PDocumento11 páginas3 - Tig 180PINTERPLASMA CORTE E SOLDAAinda não há avaliações
- JACTO Lav-500Documento19 páginasJACTO Lav-500Joao Pedro Barros e SouzaAinda não há avaliações
- Lista de Peças de Reposição - 2018Documento120 páginasLista de Peças de Reposição - 2018Rafael VerdeliAinda não há avaliações
- Plasmetal 'MCF 4200M - CompressedDocumento81 páginasPlasmetal 'MCF 4200M - CompressedJoao PauloAinda não há avaliações
- Materiais EletricaDocumento131 páginasMateriais EletricaRODRIGO_RALOAinda não há avaliações
- 5021004503 - CONJUNTO TETO SL 72 STD IMPAR C - REFORCODocumento1 página5021004503 - CONJUNTO TETO SL 72 STD IMPAR C - REFORCOWanderson CardosoAinda não há avaliações
- Catalogo Multitoc - 2023Documento17 páginasCatalogo Multitoc - 2023Fast SolutionAinda não há avaliações
- Situação OI.22.03.10Documento39 páginasSituação OI.22.03.10Ramon FonsecaAinda não há avaliações
- Lista de Material Que Tem No EstoqueDocumento1 páginaLista de Material Que Tem No EstoqueRellim AugustoAinda não há avaliações
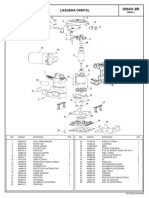
- Lixa orbital D26441 peças e referênciasDocumento6 páginasLixa orbital D26441 peças e referênciasJoao LoboAinda não há avaliações
- Pasta 1Documento12 páginasPasta 1guicoliveiraAinda não há avaliações
- Peças 9300Documento21 páginasPeças 9300Rellim AugustoAinda não há avaliações
- CATALOGO PRODUTOS STARADocumento11 páginasCATALOGO PRODUTOS STARAVanildo MarafonAinda não há avaliações
- Rua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCDocumento12 páginasRua Fernando Souza e Silva (Marginal Via Expressa), 160 - Itoupava Norte - Blumenau/SCINTERPLASMA CORTE E SOLDAAinda não há avaliações
- Código PNC/ML: Forno Micro-Ondas Mep37 Informações TécnicasDocumento5 páginasCódigo PNC/ML: Forno Micro-Ondas Mep37 Informações TécnicasJoao LoboAinda não há avaliações
- Etiqueta de IdentificaçãoDocumento73 páginasEtiqueta de IdentificaçãoJulio MarturanoAinda não há avaliações
- Equipamentos para Limpeza (Nacional) : Máquinas Agrícolas Jacto S.A. EDIÇÃO - 05/2006Documento11 páginasEquipamentos para Limpeza (Nacional) : Máquinas Agrícolas Jacto S.A. EDIÇÃO - 05/2006Regi TóderoAinda não há avaliações
- DM0032 RM 900 Estoque e Prod. Sem PreçosDocumento15 páginasDM0032 RM 900 Estoque e Prod. Sem PreçosWillian Ramon de Miranda CavalcanteAinda não há avaliações
- Arc 250a Arc Force 220v 1phDocumento9 páginasArc 250a Arc Force 220v 1phFelipe Moreira de PáduaAinda não há avaliações
- Produtiva ArrastoDocumento62 páginasProdutiva ArrastoJulio Milan100% (1)
- BOM Drop Priced V3Documento3 páginasBOM Drop Priced V3Romi RaofAinda não há avaliações
- Lista de Material Elevatória Er3Documento4 páginasLista de Material Elevatória Er3fernando.longo79Ainda não há avaliações
- Catalogo 336 NG - R4 - 2020Documento22 páginasCatalogo 336 NG - R4 - 2020Ederson Rodrigues FerreiraAinda não há avaliações
- Manual de diagramas e peças DEWALTDocumento204 páginasManual de diagramas e peças DEWALTalex reisAinda não há avaliações
- Catalogo Bancos-ASTRADocumento20 páginasCatalogo Bancos-ASTRAWellington VenzelAinda não há avaliações
- Vistas Motores RossiDocumento12 páginasVistas Motores RossigrazzianoAinda não há avaliações
- Manual de Pecas Stara TORNADO 1300 11 2015Documento41 páginasManual de Pecas Stara TORNADO 1300 11 2015leonardoAinda não há avaliações
- Produtos para eletrônica e telecomunicaçõesDocumento6 páginasProdutos para eletrônica e telecomunicaçõesJoseFSCAinda não há avaliações
- Material texto breveDocumento12 páginasMaterial texto breveRamon FonsecaAinda não há avaliações
- Tornado 1300 GivDocumento43 páginasTornado 1300 GivUsuario2023Ainda não há avaliações
- Tornado 1300 06-2016Documento43 páginasTornado 1300 06-2016Usuario2023Ainda não há avaliações
- Lista de peças do modelo 3709 TUPIADocumento2 páginasLista de peças do modelo 3709 TUPIAElmir CastroAinda não há avaliações
- Inventário de equipamentos de telecom com códigos e saldosDocumento7 páginasInventário de equipamentos de telecom com códigos e saldosRamon FonsecaAinda não há avaliações
- Planilha de Itens IMP 0391-22Documento8 páginasPlanilha de Itens IMP 0391-22Vinicius BarrosAinda não há avaliações
- Catálogo Ortobrás PDFDocumento59 páginasCatálogo Ortobrás PDFmartecmec100% (9)
- Insufladores e equipamentos para ordenha mecânicaDocumento23 páginasInsufladores e equipamentos para ordenha mecânicaMiguel LeveAinda não há avaliações
- 2570PD PopDocumento98 páginas2570PD PopJulio Milan100% (1)
- Peças e acessórios para empilhadeiras em promoçãoDocumento1 páginaPeças e acessórios para empilhadeiras em promoçãoHumberto Augusto de BorbaAinda não há avaliações
- 336 - Manual PortuguêsDocumento10 páginas336 - Manual Portuguêsmarcos amaral100% (3)
- Ga 7020Documento3 páginasGa 7020Mmlocação DE EquipamentosAinda não há avaliações
- Saldo físico itensDocumento124 páginasSaldo físico itensDanilo AlmeidaAinda não há avaliações
- Catalogo Arbus 400 - Turbina 725 MMDocumento27 páginasCatalogo Arbus 400 - Turbina 725 MMpedro.jwpecasAinda não há avaliações
- Manual Pad - 500e - 05-18Documento109 páginasManual Pad - 500e - 05-18Emerson GomesAinda não há avaliações
- Beluz - Orçamento 026069 - Modern Light - 2024.01.16Documento2 páginasBeluz - Orçamento 026069 - Modern Light - 2024.01.16contatomodernlightAinda não há avaliações
- Proposito e FelicidadeDocumento42 páginasProposito e FelicidadeRogerio MendesAinda não há avaliações
- 05 - Material Didático - Emoções e AdaptabilidadeDocumento25 páginas05 - Material Didático - Emoções e AdaptabilidadeSergioEurico100% (1)
- Cópia de Teste - SabotadoresDocumento3 páginasCópia de Teste - SabotadoresFelipe Moreira de PáduaAinda não há avaliações
- Detecção de Radiação TermicaDocumento5 páginasDetecção de Radiação TermicajoseAinda não há avaliações
- Escolha o Eletrodo de Tungstênio Certo - SumigDocumento3 páginasEscolha o Eletrodo de Tungstênio Certo - SumigFelipe Moreira de PáduaAinda não há avaliações
- EXT2009-1007a REV01 ESPLOSO TECNICO CARRELLO SEPARATO INVERTERDocumento1 páginaEXT2009-1007a REV01 ESPLOSO TECNICO CARRELLO SEPARATO INVERTERFelipe Moreira de PáduaAinda não há avaliações
- Su335 AutoprotegidoDocumento1 páginaSu335 AutoprotegidoFelipe Moreira de PáduaAinda não há avaliações
- Pensamento Jack-WelchDocumento52 páginasPensamento Jack-WelchFelipe Moreira de PáduaAinda não há avaliações
- Tocha de Solda TIG SU50Documento2 páginasTocha de Solda TIG SU50Felipe Moreira de PáduaAinda não há avaliações
- Catalogo - White Martins PDFDocumento34 páginasCatalogo - White Martins PDFWelington Pedrosa100% (1)
- Catálogo de peças da tocha de plasma SU42Documento2 páginasCatálogo de peças da tocha de plasma SU42Felipe Moreira de PáduaAinda não há avaliações
- 13-Soldagem Gmaw (Mig Mag)Documento10 páginas13-Soldagem Gmaw (Mig Mag)Marco Aurélio NeniAinda não há avaliações
- Esquema Bambozzi CabeçoteDocumento1 páginaEsquema Bambozzi CabeçoteFelipe Moreira de PáduaAinda não há avaliações
- Processos de soldagem mais comunsDocumento7 páginasProcessos de soldagem mais comunsFelipe Moreira de PáduaAinda não há avaliações
- Fusiveis D e NHDocumento30 páginasFusiveis D e NHosvaldo_ishizava1678Ainda não há avaliações
- FerramentasDocumento68 páginasFerramentassancosta777100% (1)
- Montagem do Ladder BarrelDocumento24 páginasMontagem do Ladder BarrelWashington BrazilAinda não há avaliações
- Rede Primária Compacta 15kV e 25kV - Entradas de ClienteDocumento62 páginasRede Primária Compacta 15kV e 25kV - Entradas de ClienteHenriqueHenrique0% (1)
- Manual de Instalação Painel Sala LimpaDocumento31 páginasManual de Instalação Painel Sala LimpaFernanda FreitasAinda não há avaliações
- Instalação e operação de nivelador de cargaDocumento25 páginasInstalação e operação de nivelador de cargaea0% (1)
- John Deere 7210JDocumento684 páginasJohn Deere 7210JHugo Villca100% (1)
- DOC-20230703-WA0012 en PTDocumento32 páginasDOC-20230703-WA0012 en PTRoberto VilaAinda não há avaliações
- Alinhamento de eixosDocumento18 páginasAlinhamento de eixosNilson VenancioAinda não há avaliações
- Instalação de telhas de PVC PreconVCDocumento36 páginasInstalação de telhas de PVC PreconVCw_maiaAinda não há avaliações
- Sistema de Placas Cimentícias ProFort dsDocumento39 páginasSistema de Placas Cimentícias ProFort dsLuciana LamounierAinda não há avaliações
- Manual de Instrução Compressor Gea GrassoDocumento35 páginasManual de Instrução Compressor Gea GrassoBruno menezes delgado DelgadoAinda não há avaliações
- Rede Primária Condutores Nus e Compacta 15 e 25kV - ReligadoDocumento28 páginasRede Primária Condutores Nus e Compacta 15 e 25kV - ReligadoRafael Furquim100% (1)
- Apostila Mecanização - Oficina RuralDocumento16 páginasApostila Mecanização - Oficina RuralRute QuelviaAinda não há avaliações
- Guia Parafusos Kreg EmpoeiradosDocumento8 páginasGuia Parafusos Kreg EmpoeiradosVioleiroKabukiAinda não há avaliações
- Memoria Justificativa FINAL 3Documento79 páginasMemoria Justificativa FINAL 3marmeiraisAinda não há avaliações
- Normas de ParafusosDocumento11 páginasNormas de ParafusosRodrigotrojan PinheiroAinda não há avaliações
- Análise e Classificação Da Rigidez de Ligações Metálicas A Partir Da ABNT NBR 8800 (2008)Documento6 páginasAnálise e Classificação Da Rigidez de Ligações Metálicas A Partir Da ABNT NBR 8800 (2008)Lucas MendonçaAinda não há avaliações
- Ajuste Freio Da Máquina Gearless X13A - Ind. 0 PDFDocumento13 páginasAjuste Freio Da Máquina Gearless X13A - Ind. 0 PDFWander GomesAinda não há avaliações
- Eliminador mecânico de soqueirasDocumento22 páginasEliminador mecânico de soqueirasPeças CoplacanaAinda não há avaliações
- Mancal cardan Fênix 3000Documento166 páginasMancal cardan Fênix 3000Wellivelton Dos SantosAinda não há avaliações
- Banheira Ouro FinoDocumento15 páginasBanheira Ouro FinoJonathan Neves BuenoAinda não há avaliações
- Manual CTSI - Caminhão Transbordo Santa IzabelDocumento16 páginasManual CTSI - Caminhão Transbordo Santa IzabelZeka Borgato0% (1)
- Manual Escada Rolante NCE PDFDocumento321 páginasManual Escada Rolante NCE PDFGlauber Goncalves80% (5)
- CálculoTransmissãoParafusoSemFimCoroaDocumento4 páginasCálculoTransmissãoParafusoSemFimCoroaRossvelt SubisoAinda não há avaliações
- Via PermanenteDocumento58 páginasVia PermanenteThiago Alexandre de AlmeidaAinda não há avaliações
- DobradiçaDocumento8 páginasDobradiçaEdgarRafaelCardosoAinda não há avaliações
- SMC Valvulas Solenoides Serie SY (PO)Documento234 páginasSMC Valvulas Solenoides Serie SY (PO)Jonta OliveiraAinda não há avaliações
- 7185j, 7205j e 7225 TM802054 Manual de DiagnósticoDocumento2.534 páginas7185j, 7205j e 7225 TM802054 Manual de DiagnósticoAdriaono Gonzaga Ribeiro81% (27)
- Elementos de união desmontáveis: parafusos, porcas e arruelasDocumento32 páginasElementos de união desmontáveis: parafusos, porcas e arruelasDantasErickAinda não há avaliações
- UNISTAR HR Manual de OperaçãoDocumento68 páginasUNISTAR HR Manual de OperaçãoAlexandre Almeida100% (1)