Você também pode gostar
- A sociedade do conhecimento e suas tecnologias: estudos em Ciências Exatas e Engenharias - Volume 8No EverandA sociedade do conhecimento e suas tecnologias: estudos em Ciências Exatas e Engenharias - Volume 8Ainda não há avaliações
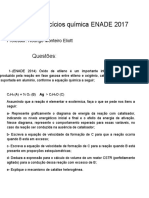
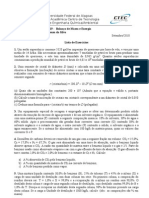
- Lista de Exercícios química ENADE 2017Documento4 páginasLista de Exercícios química ENADE 2017anthony chumpitazAinda não há avaliações
- Secagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaNo EverandSecagem de grãos em leito fluidizado: análise por meio da primeira e segunda leis da termodinâmicaAinda não há avaliações
- Estudo TermodinâmicoDocumento12 páginasEstudo TermodinâmicoGel SouzaAinda não há avaliações
- Tratamento de Lodos de Estações de Tratamento de ÁguaNo EverandTratamento de Lodos de Estações de Tratamento de ÁguaAinda não há avaliações
- Lista de Exercícios 3Documento4 páginasLista de Exercícios 3Poliana Larissa HecklerAinda não há avaliações
- Transporte De Óleos Pesados Em Tubulações Assistidas Por VaporNo EverandTransporte De Óleos Pesados Em Tubulações Assistidas Por VaporAinda não há avaliações
- Combustão do acetileno é tema de exercício sobre calor de reaçãoDocumento37 páginasCombustão do acetileno é tema de exercício sobre calor de reaçãoMarcos AraujoAinda não há avaliações
- Biodiesel de Óleo de Babaçu por Destilação ReativaNo EverandBiodiesel de Óleo de Babaçu por Destilação ReativaAinda não há avaliações
- BME - 1a Lista de Exercicios - 2010 - 2Documento4 páginasBME - 1a Lista de Exercicios - 2010 - 2Stanley Fabricio0% (1)
- Utilização do lodo gerado na ETA de Alvorada-RS na fabricação de blocos cerâmicosNo EverandUtilização do lodo gerado na ETA de Alvorada-RS na fabricação de blocos cerâmicosAinda não há avaliações
- 11Q - NL - (Teste 1) - 02 - 2022Documento5 páginas11Q - NL - (Teste 1) - 02 - 2022Claudia Queiros100% (1)
- Reforma A VaporDocumento7 páginasReforma A VaporPedro DuarteAinda não há avaliações
- 8942-Texto Do Artigo-38196-1-10-20180621Documento9 páginas8942-Texto Do Artigo-38196-1-10-20180621Edma OliveiraAinda não há avaliações
- 11Q - NL - (Teste 1) - 02 - 2022Documento7 páginas11Q - NL - (Teste 1) - 02 - 2022catarinaAinda não há avaliações
- Reforma A Vapor de Biogás Usando Catalisadores de Óxidos Mistos Ni-Mg-Al Obtidos A Partir de HidrotalcitasDocumento6 páginasReforma A Vapor de Biogás Usando Catalisadores de Óxidos Mistos Ni-Mg-Al Obtidos A Partir de HidrotalcitasLuana ArêbaAinda não há avaliações
- (Lei de Hess e Energia de LigaçãoDocumento4 páginas(Lei de Hess e Energia de LigaçãoRicardo Almeida100% (1)
- Bioquímica Processos EnergéticosDocumento10 páginasBioquímica Processos EnergéticosPriscilla Lyra BarbalhoAinda não há avaliações
- Lista de exercícios de termoquímicaDocumento4 páginasLista de exercícios de termoquímicaBruno Raffael0% (1)
- Reações termoquímicasDocumento26 páginasReações termoquímicasgepetopierAinda não há avaliações
- KProdução de hidrogénio e suas aplicaçõesDocumento4 páginasKProdução de hidrogénio e suas aplicaçõescxrreiafnAinda não há avaliações
- TERMOQUIMICADocumento9 páginasTERMOQUIMICAWelff Junior100% (4)
- Exercicios TermoquímicaDocumento8 páginasExercicios TermoquímicaLumara ColaresAinda não há avaliações
- Termoquímica - Lei de Hess - 58 QuestõesDocumento26 páginasTermoquímica - Lei de Hess - 58 QuestõesRenata Casati Paes de BarrosAinda não há avaliações
- Questões Da Semestral 2 - Química PDFDocumento5 páginasQuestões Da Semestral 2 - Química PDFjoaooutrosusosAinda não há avaliações
- Introdução aos Cálculos de Processos QuímicosDocumento4 páginasIntrodução aos Cálculos de Processos QuímicosVictor DiasAinda não há avaliações
- Eng.Química Lista ExercíciosDocumento3 páginasEng.Química Lista Exercíciosgenilsonas100% (1)
- Atividade Cinética II SGDocumento7 páginasAtividade Cinética II SGademairmoreiraAinda não há avaliações
- CURSO QUÍMICA REAÇÕESDocumento11 páginasCURSO QUÍMICA REAÇÕESMauro RomeroAinda não há avaliações
- Bloco 2 Aula 15 Termoquímica Calor de FormaçãoDocumento4 páginasBloco 2 Aula 15 Termoquímica Calor de FormaçãoMax NunesAinda não há avaliações
- Gabarito Comentado Engenharia Química (Qui) - Versão ADocumento16 páginasGabarito Comentado Engenharia Química (Qui) - Versão AMaisa Paraguassu100% (1)
- Projeto de processo de hidroalquilação do toluenoDocumento6 páginasProjeto de processo de hidroalquilação do toluenoJoão Vitor Teixeira FerretiAinda não há avaliações
- Cálculo Estequiométrico - Já Caiu Na FUVESTDocumento32 páginasCálculo Estequiométrico - Já Caiu Na FUVESTpaulo robertoAinda não há avaliações
- Processo de reforma do metano para produção de hidrogênioDocumento7 páginasProcesso de reforma do metano para produção de hidrogênioZiani SantanaAinda não há avaliações
- Gabarito Comentado Engenharia Química (Qui) - Versão ADocumento16 páginasGabarito Comentado Engenharia Química (Qui) - Versão ABeatriz GonçalvesAinda não há avaliações
- RoteiroDocumento4 páginasRoteiroHenrique de Freitas CostaAinda não há avaliações
- Lista de Exercicio 1 CEFETDocumento6 páginasLista de Exercicio 1 CEFETVictor FabianoAinda não há avaliações
- Lista Exercícios - Introdução Aos Processos QuímicosDocumento5 páginasLista Exercícios - Introdução Aos Processos QuímicosWandersonWalberAinda não há avaliações
- Lista de Exercicio Balanço de MassaDocumento3 páginasLista de Exercicio Balanço de MassaWilker MendesAinda não há avaliações
- Quimica ADocumento10 páginasQuimica Ahelenaquevedo64Ainda não há avaliações
- Química - Soluções e combustíveisDocumento3 páginasQuímica - Soluções e combustíveisMarcos Vinicius BarbosaAinda não há avaliações
- Gama - Módulo 16Documento23 páginasGama - Módulo 16lucas2308Ainda não há avaliações
- 51-Calores de Reação e Lei de HessDocumento6 páginas51-Calores de Reação e Lei de Hessnv77vnm100% (1)
- EXERCÍCIOS - Estequiometria - FULL 2017.1Documento8 páginasEXERCÍCIOS - Estequiometria - FULL 2017.1Ale WentzAinda não há avaliações
- Segunda Lista de Exercícios 2016 PDFDocumento2 páginasSegunda Lista de Exercícios 2016 PDFjonas leiteAinda não há avaliações
- Lista termoquímica - processos industriaisDocumento4 páginasLista termoquímica - processos industriaisRose NascimentoAinda não há avaliações
- ENADE Introdução Eng Química LISTA 1Documento10 páginasENADE Introdução Eng Química LISTA 1Francisco de Assis Bertini MoraesAinda não há avaliações
- Entalpia de formação e combustão: exercícios resolvidosDocumento27 páginasEntalpia de formação e combustão: exercícios resolvidosRoberto OliveiraAinda não há avaliações
- Balanço de Massa e Energia em Processos QuímicosDocumento3 páginasBalanço de Massa e Energia em Processos QuímicosAdilson J. de Assis100% (1)
- 04 - ExercíciosDocumento18 páginas04 - ExercíciosTamires CostaAinda não há avaliações
- Rapidez Das Reações 28 QuestõesDocumento13 páginasRapidez Das Reações 28 QuestõesBraga 333Ainda não há avaliações
- Prepara - Termo e Cinã - TicaDocumento11 páginasPrepara - Termo e Cinã - TicaChupetinhaAinda não há avaliações
- ListinhaDocumento7 páginasListinharayan santanaAinda não há avaliações
- Cálculos estequiométricos e suas aplicaçõesDocumento19 páginasCálculos estequiométricos e suas aplicaçõesAlda ErnestinaAinda não há avaliações
- Reciclagem de alumínio e produção de lixoDocumento21 páginasReciclagem de alumínio e produção de lixoJoão Victor PereiraAinda não há avaliações
- COMBUSTÃO ANÁLISE PROBLEMASDocumento5 páginasCOMBUSTÃO ANÁLISE PROBLEMASVictor OliveiraAinda não há avaliações
- Desempenho de Motor-Gerador de Ciclo Otto Operado Com Gasolina e Biogás Proveniente de SuinoculturaDocumento9 páginasDesempenho de Motor-Gerador de Ciclo Otto Operado Com Gasolina e Biogás Proveniente de SuinoculturaLucas dos Santos LuizAinda não há avaliações
- Cascata e Co2Documento10 páginasCascata e Co2Anderson Douglas NunesAinda não há avaliações
- Cleiton Lista TermoDocumento4 páginasCleiton Lista TermoMaria Carla Piza SoaresAinda não há avaliações
- Lista TermoquímicaDocumento26 páginasLista TermoquímicaYasmim GarciaAinda não há avaliações
- QUESTAO GasesDocumento15 páginasQUESTAO GasesfesfeAinda não há avaliações
- Prova de 2016 FinalDocumento154 páginasProva de 2016 FinalTulio FábioAinda não há avaliações
- Resumo Do Resumo - NR 18Documento35 páginasResumo Do Resumo - NR 18João Marcelo Novaes LimaAinda não há avaliações
- Entrega Tecnica T8 14Documento296 páginasEntrega Tecnica T8 14Kaique Gabriel BeivilackAinda não há avaliações
- PDF - Onde Está o LucroDocumento15 páginasPDF - Onde Está o LucroTarcioSantosAinda não há avaliações
- Apostila - ELETRICISTA PREDIALDocumento48 páginasApostila - ELETRICISTA PREDIALsenafilhoAinda não há avaliações
- Motor BufaloDocumento9 páginasMotor BufaloCarlosAinda não há avaliações
- Construção de Quadra PoliesportivaDocumento4 páginasConstrução de Quadra PoliesportivaRosileide SilvaAinda não há avaliações
- Estética Automotiva - OrçamentoDocumento6 páginasEstética Automotiva - Orçamentoroger britoAinda não há avaliações
- ASLQAS85-105 Cramaco-WegDocumento63 páginasASLQAS85-105 Cramaco-WegellolocadoraAinda não há avaliações
- Lista de Exercícios Sobre Trocadores de CalorDocumento2 páginasLista de Exercícios Sobre Trocadores de CalorSaulo AmorimAinda não há avaliações
- Geografia 2º ANO INTEGRALDocumento3 páginasGeografia 2º ANO INTEGRALAscanio SansAinda não há avaliações
- História (Vol 3) - Dom BoscoDocumento266 páginasHistória (Vol 3) - Dom BoscoTiagoRezendeAinda não há avaliações
- PDFDocumento229 páginasPDFEliane Londres PompilioAinda não há avaliações
- ANEXO II Dimensionamento SE AereaDocumento3 páginasANEXO II Dimensionamento SE AereaNayanne LisboaAinda não há avaliações
- Analise de Riscos Na Detonação de Explosivos - TrabalhoDocumento19 páginasAnalise de Riscos Na Detonação de Explosivos - TrabalhoMarcus LopesAinda não há avaliações
- Fisica 13Documento3 páginasFisica 13Vallentine Backes OrthAinda não há avaliações
- Motores universais torque aplicações construçãoDocumento3 páginasMotores universais torque aplicações construçãoJhorginho DanielAinda não há avaliações
- Catálogo da linha SMART de baixa tensão SiemensDocumento18 páginasCatálogo da linha SMART de baixa tensão SiemensTiago Souza Dos SantosAinda não há avaliações
- Processos de corte essenciais na indústriaDocumento29 páginasProcessos de corte essenciais na indústriaPATRICK RAFAEL LOURENÇO BARBOSAAinda não há avaliações
- Regras para loteamentos em Sinop segundo o plano diretor de 2006Documento19 páginasRegras para loteamentos em Sinop segundo o plano diretor de 2006Fluxo ArquiteturaAinda não há avaliações
- Soluções industriais TigreDocumento27 páginasSoluções industriais TigreSidnei SpadaAinda não há avaliações
- Circuitos magnéticos e transformadoresDocumento27 páginasCircuitos magnéticos e transformadoresMarina Gautério BizzottoAinda não há avaliações
- BOMBA CENTRÍFUGA MANUALDocumento12 páginasBOMBA CENTRÍFUGA MANUALJosiley Costa BarbosaAinda não há avaliações
- Indicadores Consumo de Combustivel - Set-2ºqzn-2023-Período - 02-Rev001Documento4 páginasIndicadores Consumo de Combustivel - Set-2ºqzn-2023-Período - 02-Rev001marcelo cunhaAinda não há avaliações
- Dimensionamento de Sistema Solar OFF GridDocumento9 páginasDimensionamento de Sistema Solar OFF GridDanilo Andrade100% (1)
- Gerenciamento de riscos de forma eficazDocumento25 páginasGerenciamento de riscos de forma eficazmdcjr3Ainda não há avaliações
- Relés de proteção: funções e tipos construtivosDocumento133 páginasRelés de proteção: funções e tipos construtivosTaynanAinda não há avaliações
- Desenvolvimento de Metodologias de Detecção e Remoção de DBDS em ÓleosDocumento10 páginasDesenvolvimento de Metodologias de Detecção e Remoção de DBDS em ÓleosHUGO GOMESAinda não há avaliações
- Lista CalorimetriaDocumento7 páginasLista Calorimetriawillian sousaAinda não há avaliações
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNo EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisNota: 4.5 de 5 estrelas4.5/5 (169)
- Inteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNo EverandInteligência artificial: Como aprendizado de máquina, robótica e automação moldaram nossa sociedadeNota: 5 de 5 estrelas5/5 (3)
- Biomecânica Básica dos Exercícios: Membros InferioresNo EverandBiomecânica Básica dos Exercícios: Membros InferioresNota: 3.5 de 5 estrelas3.5/5 (8)
- Instalações elétricas e o projeto de arquiteturaNo EverandInstalações elétricas e o projeto de arquiteturaAinda não há avaliações
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IANo EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IANota: 5 de 5 estrelas5/5 (6)
- Eletricista Residencial E PredialNo EverandEletricista Residencial E PredialNota: 3 de 5 estrelas3/5 (1)
- Exclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoNo EverandExclusão e abraço: Uma reflexão teológica sobre identidade, alteridade e reconciliaçãoAinda não há avaliações
- Motores automotivos: evolução, manutenção e tendênciasNo EverandMotores automotivos: evolução, manutenção e tendênciasNota: 5 de 5 estrelas5/5 (1)
- O Que Todo Atirador Precisa Saber Sobre BalísticaNo EverandO Que Todo Atirador Precisa Saber Sobre BalísticaNota: 5 de 5 estrelas5/5 (1)
- Estratégias E Macetes Matemáticos Para ConcurseirosNo EverandEstratégias E Macetes Matemáticos Para ConcurseirosAinda não há avaliações
- Dimensionamento e Planejamento de Máquinas e Implementos AgrícolasNo EverandDimensionamento e Planejamento de Máquinas e Implementos AgrícolasNota: 1 de 5 estrelas1/5 (2)
- Educação ambiental: A formação do sujeito ecológicoNo EverandEducação ambiental: A formação do sujeito ecológicoAinda não há avaliações
- Neurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNo EverandNeurociência aplicada a técnicas de estudos: Técnicas práticas para estudar de forma eficienteNota: 4.5 de 5 estrelas4.5/5 (15)
- Uma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNo EverandUma viagem pelo cérebro: A via rápida para entender neurociência: 1ª edição revisada e atualizadaNota: 4 de 5 estrelas4/5 (13)