Você também pode gostar
- Apostila de CalderariaDocumento208 páginasApostila de Calderariahebert10100% (5)
- Ebook Desenho TecnicoDocumento86 páginasEbook Desenho TecnicoWellington SouzaAinda não há avaliações
- Medrologia Dimensional: PaquímetroDocumento87 páginasMedrologia Dimensional: PaquímetroellenkarolineAinda não há avaliações
- Aula 3 - Paquímetros PDFDocumento7 páginasAula 3 - Paquímetros PDFcristianocfsAinda não há avaliações
- 7 Metrologia - PaquimetroDocumento51 páginas7 Metrologia - PaquimetroEvertonAinda não há avaliações
- Mestre de Obras: Leitura de Projetos e Ferramentas para ConstruçãoDocumento297 páginasMestre de Obras: Leitura de Projetos e Ferramentas para Construçãoluan gutyerreAinda não há avaliações
- Projetor de perfil: relatório de medições e projeto de peçaDocumento13 páginasProjetor de perfil: relatório de medições e projeto de peçaCleilson SilvaAinda não há avaliações
- Medição de peças pequenas com projetores de perfilDocumento62 páginasMedição de peças pequenas com projetores de perfilkesylin.alicehotmail.comAinda não há avaliações
- Língua Portuguesa Anos FinaisDocumento88 páginasLíngua Portuguesa Anos FinaisDiego Jose Solis Pacheco100% (1)
- Escala e cotagem: representação técnica em desenhoDocumento31 páginasEscala e cotagem: representação técnica em desenhoJoaoAinda não há avaliações
- Apostila de Desenho Tecnico MecanicoDocumento39 páginasApostila de Desenho Tecnico MecanicoHajimehimuraAinda não há avaliações
- Ensino a Distância: Leitura e Interpretação de Desenho MecânicoDocumento39 páginasEnsino a Distância: Leitura e Interpretação de Desenho MecânicoKaio AzevedoAinda não há avaliações
- Cotagem PDFDocumento15 páginasCotagem PDFtonyapcruzAinda não há avaliações
- Cotagem Nominal - em - Desenho - TecnicoDocumento21 páginasCotagem Nominal - em - Desenho - TecnicoRafael José Molide JúniorAinda não há avaliações
- Desenho TécnicoDocumento12 páginasDesenho TécnicoFabrício de OliveiraAinda não há avaliações
- LIVRO Vistas Ortográficas e CotasDocumento20 páginasLIVRO Vistas Ortográficas e CotasRosielly AlvesAinda não há avaliações
- Aula 08 CotagemDocumento16 páginasAula 08 CotagemTiago SantosAinda não há avaliações
- Escalas e DimensionamentoDocumento16 páginasEscalas e Dimensionamentofreddlutz765100% (1)
- COTAGEMDocumento25 páginasCOTAGEMCláudio DinizAinda não há avaliações
- Exercícios Med Grand MecDocumento10 páginasExercícios Med Grand MecRafael MironAinda não há avaliações
- Apostila de Apoio - CotagemDocumento25 páginasApostila de Apoio - CotagemmsarcinelliAinda não há avaliações
- APOSTILA PARTE II Cap 8 Maquinas de MedirDocumento5 páginasAPOSTILA PARTE II Cap 8 Maquinas de Medirregis_pb8088Ainda não há avaliações
- Relatorio - Projetor de PerfilDocumento8 páginasRelatorio - Projetor de PerfilAnanias Sousa Goes NetoAinda não há avaliações
- Normas técnicas desenhoDocumento10 páginasNormas técnicas desenhode0lindaAinda não há avaliações
- Medições com Régua e PaquímetroDocumento103 páginasMedições com Régua e PaquímetroArquimedes Almeida JuniorAinda não há avaliações
- Cotagem e CortesDocumento18 páginasCotagem e CortesWellington GhezziAinda não há avaliações
- Mini curso de metrologia: instrumentos de mediçãoDocumento4 páginasMini curso de metrologia: instrumentos de mediçãolucas6medeiros-6Ainda não há avaliações
- Prop Trab - Axonometrias Escalas Cota - 9º - 2018-19Documento6 páginasProp Trab - Axonometrias Escalas Cota - 9º - 2018-19mariaeduardarosaborges799Ainda não há avaliações
- Cotage MDocumento64 páginasCotage Mgiokomuramariano93Ainda não há avaliações
- UFRN DETALHA COTAGEM EM DESENHO TÉCNICODocumento50 páginasUFRN DETALHA COTAGEM EM DESENHO TÉCNICOAlan BaggioAinda não há avaliações
- 02 CotasDocumento24 páginas02 CotasSKatebordAinda não há avaliações
- Cotagem em desenho técnico: recomendações básicasDocumento4 páginasCotagem em desenho técnico: recomendações básicastbcruz1993Ainda não há avaliações
- Desenho Técnico CotasDocumento17 páginasDesenho Técnico CotasAdrian AlvesAinda não há avaliações
- Desenho técnico cortes dimensõesDocumento42 páginasDesenho técnico cortes dimensõesJairGaldino100% (1)
- CotagemDocumento19 páginasCotagemgu⃘i⃘l⃘h⃘e⃘r⃘m⃘e⃘ s⃘a⃘n⃘t⃘a⃘n⃘a⃘Ainda não há avaliações
- 11 LD SeDocumento15 páginas11 LD SeRafael SampaioAinda não há avaliações
- Atividade 2 - Desenho Técnico - 51-2024Documento7 páginasAtividade 2 - Desenho Técnico - 51-2024admcavaliniassessoriaAinda não há avaliações
- Desenho Tecnico PDFDocumento104 páginasDesenho Tecnico PDFArmando FelixAinda não há avaliações
- Medição com régua e paquímetroDocumento83 páginasMedição com régua e paquímetroMárcio FerreiraAinda não há avaliações
- Dimensionamento de Desenhos TécnicosDocumento12 páginasDimensionamento de Desenhos TécnicosMacedo S OliveiraAinda não há avaliações
- Aula 8 - DeseTecDocumento47 páginasAula 8 - DeseTecHermomAinda não há avaliações
- Técnicas de cotagem em desenho técnicoDocumento3 páginasTécnicas de cotagem em desenho técnicoGleyce AntunesAinda não há avaliações
- Sólidos Por RevoluçãoDocumento24 páginasSólidos Por RevoluçãoÂngelaCorreiaAinda não há avaliações
- 11-Corte TotalDocumento10 páginas11-Corte Totalfvqgdw5rqqAinda não há avaliações
- Método para desenho de projeções ortogonais em 3 vistasDocumento34 páginasMétodo para desenho de projeções ortogonais em 3 vistasherbert raiolAinda não há avaliações
- Mec - Ind - Mód - IDocumento407 páginasMec - Ind - Mód - IWeslley RibeiroAinda não há avaliações
- Desenho TDocumento75 páginasDesenho Tjanay.silvaAinda não há avaliações
- Instrumentos de Medidas PDFDocumento9 páginasInstrumentos de Medidas PDFNarendra SadhanaAinda não há avaliações
- AULA1 - Geometria Descritiva e Conceitual IDocumento45 páginasAULA1 - Geometria Descritiva e Conceitual IJúlio Jossias DuvaneAinda não há avaliações
- IJEspacial_08_Instrumentos_de_MedicaoDocumento12 páginasIJEspacial_08_Instrumentos_de_MedicaoMTHAinda não há avaliações
- Sistemas de cotagem para desenhos técnicosDocumento36 páginasSistemas de cotagem para desenhos técnicosErickson GillietAinda não há avaliações
- Linhas Circulos e CotasDocumento26 páginasLinhas Circulos e CotasJackson Weser de SouzaAinda não há avaliações
- Aula 3 - Dimensionamento - DeSTEC IDocumento41 páginasAula 3 - Dimensionamento - DeSTEC IMatheus Tabata SantosAinda não há avaliações
- Como medir com paquímetroDocumento4 páginasComo medir com paquímetroLuiz Fernando F. De AndradeAinda não há avaliações
- Atividade de Pesquisa 01 - Desenho Mecânico 01Documento5 páginasAtividade de Pesquisa 01 - Desenho Mecânico 01lipe.gmattos.lmAinda não há avaliações
- Cotagem no Desenho TécnicoDocumento44 páginasCotagem no Desenho TécnicopagliosaAinda não há avaliações
- Monitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual BasicNo EverandMonitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual BasicAinda não há avaliações
- Monitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual C#No EverandMonitorando Fluxo De Massa No Pic Com Sintetizador De Voz Programado No Visual C#Ainda não há avaliações
- Respostas Das Atividades Referentes Ao Texto de Franz BoasDocumento4 páginasRespostas Das Atividades Referentes Ao Texto de Franz Boaslucas limaAinda não há avaliações
- Retiro de São BentoDocumento14 páginasRetiro de São BentoTelma CavaniAinda não há avaliações
- A rotina árdua do trabalho domésticoDocumento5 páginasA rotina árdua do trabalho domésticoMirian Rodrigues100% (1)
- Oração e Deus - Dinâmicas sobre por que Deus não responde às oraçõesDocumento9 páginasOração e Deus - Dinâmicas sobre por que Deus não responde às oraçõesPatrícia MirandaAinda não há avaliações
- Educação e suas tarefas para indivíduo e sociedadeDocumento3 páginasEducação e suas tarefas para indivíduo e sociedadeCarolina Cruz100% (1)
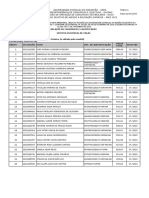
- Classificados História UEMA ImperatrizDocumento23 páginasClassificados História UEMA ImperatrizOrielzo JuniorAinda não há avaliações
- CV - Thais Julia Dos Santos MatosDocumento2 páginasCV - Thais Julia Dos Santos MatosJulia MattosAinda não há avaliações
- Atividade 2 - GQ - Comunicação Empresarial e Negociação - 52-2023Documento7 páginasAtividade 2 - GQ - Comunicação Empresarial e Negociação - 52-2023Cavalini Assessoria AcadêmicaAinda não há avaliações
- Extrato CAUC - Serra Do Salitre-MG - Opção I - 05-02-2024Documento2 páginasExtrato CAUC - Serra Do Salitre-MG - Opção I - 05-02-2024iandacunhaiagoAinda não há avaliações
- AdidasDocumento4 páginasAdidasKauã AlvesAinda não há avaliações
- Brasil e as terras-raras: perspectivas para uma nova era de mineração estratégicaDocumento44 páginasBrasil e as terras-raras: perspectivas para uma nova era de mineração estratégicaOswaldoMattosAinda não há avaliações
- Guia de ShavuotDocumento19 páginasGuia de ShavuotCarla CavallariAinda não há avaliações
- Res. 66 A 16Documento31 páginasRes. 66 A 16Anonymous tdiiN75Hv6Ainda não há avaliações
- Qualidade de Sementes - Tudo o Que Você Precisa SaberDocumento9 páginasQualidade de Sementes - Tudo o Que Você Precisa SaberJuan MairoAinda não há avaliações
- Guerra Dos FarraposDocumento12 páginasGuerra Dos FarraposDiogo QuitoAinda não há avaliações
- ALVES Rubem. O Que Cientfico. 2013Documento2 páginasALVES Rubem. O Que Cientfico. 2013João Paulino FreitasAinda não há avaliações
- Norma Negociações Job TaskDocumento2 páginasNorma Negociações Job TaskAna MaywormAinda não há avaliações
- Plano manutenção voluntáriaDocumento2 páginasPlano manutenção voluntáriaHaislan AraujoAinda não há avaliações
- A obra urbanística de Hipódamo e a atribuição da autoria aos planos de Mileto, Pireu e TúrioDocumento4 páginasA obra urbanística de Hipódamo e a atribuição da autoria aos planos de Mileto, Pireu e TúrioAri LimaAinda não há avaliações
- Concurso público prova prática procurador jurídicoDocumento12 páginasConcurso público prova prática procurador jurídicopierredealmeidaAinda não há avaliações
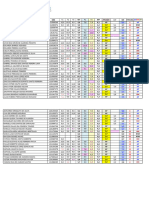
- 2023.2 - Hidrologia Geral I - (13.804) MÉDIAS FINAIS - (V. 2023.12.16)Documento2 páginas2023.2 - Hidrologia Geral I - (13.804) MÉDIAS FINAIS - (V. 2023.12.16)marcusvelosoAinda não há avaliações
- O Estado Da Nação e As Políticas Públicas 2020Documento126 páginasO Estado Da Nação e As Políticas Públicas 2020CNN PortugalAinda não há avaliações
- História Moderna II: Revoluções e IluminismoDocumento9 páginasHistória Moderna II: Revoluções e IluminismoAna Flavia RamosAinda não há avaliações
- APLs Triangulo de Sabato e Tripla HeliceDocumento15 páginasAPLs Triangulo de Sabato e Tripla Helicefreudoliveira100% (1)
- Parâmetros para taxas de BDI em obras públicasDocumento3 páginasParâmetros para taxas de BDI em obras públicasigmarvinAinda não há avaliações
- n2 - Gestã de ConflitosDocumento4 páginasn2 - Gestã de ConflitosFlávia DeguchiAinda não há avaliações
- Blindagem GaiolaDocumento7 páginasBlindagem GaiolaPetrus_OptimusAinda não há avaliações
- Mateus 21,18 Deem FrutosDocumento10 páginasMateus 21,18 Deem FrutosJamão LimaAinda não há avaliações
- Boletim Escolar com Gráfico de DesempenhoDocumento1 páginaBoletim Escolar com Gráfico de DesempenhoEdson VieiraAinda não há avaliações