Você também pode gostar
- Gerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaNo EverandGerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaAinda não há avaliações
- Laudo técnico ROPS 4 pontos para caminhonete HiluxDocumento5 páginasLaudo técnico ROPS 4 pontos para caminhonete HiluxEudes RamosAinda não há avaliações
- MODELO - CHECK lLIST INSPEÇÃO DE VEÍCULOSDocumento8 páginasMODELO - CHECK lLIST INSPEÇÃO DE VEÍCULOSLourdesAinda não há avaliações
- UHE Ferreira Gomes checklist caminhãoDocumento1 páginaUHE Ferreira Gomes checklist caminhãoRidson BragaAinda não há avaliações
- Guia CanaricultorDocumento39 páginasGuia CanaricultorlemediAinda não há avaliações
- Prazos limpeza cozinhas residenciais industriaisDocumento3 páginasPrazos limpeza cozinhas residenciais industriaisAlessandro RochaAinda não há avaliações
- MC EspumaDocumento46 páginasMC EspumaVicente JúniorAinda não há avaliações
- Composição de Custos SIURBDocumento104 páginasComposição de Custos SIURBbrunomeirelesssAinda não há avaliações
- Pmoc 2017Documento15 páginasPmoc 2017Joaquim OliveiraAinda não há avaliações
- Lista de presença e briefing de segurançaDocumento1 páginaLista de presença e briefing de segurançaPaulo Paz de OliveiraAinda não há avaliações
- Gerando vapor de forma seguraDocumento342 páginasGerando vapor de forma seguraDiego BragaAinda não há avaliações
- Plano de Inspeção de Dispositivos de Segurança de TanquesDocumento17 páginasPlano de Inspeção de Dispositivos de Segurança de TanquesLiliaMachadoAinda não há avaliações
- Saint Gobain - ÁguaDocumento266 páginasSaint Gobain - Águaalinne87Ainda não há avaliações
- Construção de ponte mista em aço e concretoDocumento1 páginaConstrução de ponte mista em aço e concretoMichael DouglasAinda não há avaliações
- Analise AndaimesDocumento9 páginasAnalise AndaimesSabrina AguiarAinda não há avaliações
- Tubos de aço-carbono para permutadoresDocumento5 páginasTubos de aço-carbono para permutadoresThiagoAinda não há avaliações
- Relatório fiscalização frigorífico Pampeano AlimentosDocumento24 páginasRelatório fiscalização frigorífico Pampeano Alimentosbarateza2005Ainda não há avaliações
- Laudo Cesto AereoDocumento13 páginasLaudo Cesto AereoRicardo DornelesAinda não há avaliações
- Apostila de TanquesDocumento41 páginasApostila de TanquesEdimilson AlvesAinda não há avaliações
- Check ListDocumento5 páginasCheck ListAndrei CuzuiocAinda não há avaliações
- Combate A IncendioDocumento11 páginasCombate A Incendioivan luis nakamuraAinda não há avaliações
- Anexo VI - Ar ComprimidoDocumento9 páginasAnexo VI - Ar ComprimidoRobson SantosAinda não há avaliações
- N-0462 Comissionamento de Dutos PDFDocumento43 páginasN-0462 Comissionamento de Dutos PDFLuciano Lopes SimõesAinda não há avaliações
- Eletrodo Xuper NucleoTec 2222 para soldagem de aços e ligas de níquelDocumento2 páginasEletrodo Xuper NucleoTec 2222 para soldagem de aços e ligas de níquelWellington S. FrançaAinda não há avaliações
- Manual Canhão Monitor Mecânica ReunidaDocumento19 páginasManual Canhão Monitor Mecânica ReunidaLeandro Augusto100% (1)
- NR13 - Treinamento Operador de Caldeira - 2023Documento60 páginasNR13 - Treinamento Operador de Caldeira - 2023Mario Gomes100% (1)
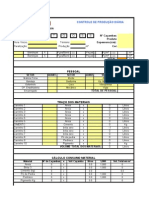
- Folha Controle de ProduçãoDocumento1 páginaFolha Controle de ProduçãotatimendesnoviAinda não há avaliações
- Roteiro de inspeção estabelecimento atacadista ou distribuidor produtos alimentíciosDocumento6 páginasRoteiro de inspeção estabelecimento atacadista ou distribuidor produtos alimentíciosLuis Augusto PereiraAinda não há avaliações
- Memorial Descritivo e de Calculo CuiabáDocumento13 páginasMemorial Descritivo e de Calculo CuiabáRafael ItaloAinda não há avaliações
- Análise de eficiência de guindaste e estudos de ventoDocumento43 páginasAnálise de eficiência de guindaste e estudos de ventoenilojrodriguesAinda não há avaliações
- Planilha OTIMOAR para Calculo de Carga TermicaDocumento3 páginasPlanilha OTIMOAR para Calculo de Carga TermicadanielwjrAinda não há avaliações
- MANUTENÇÃO PREDIALDocumento14 páginasMANUTENÇÃO PREDIALNilton ChagasAinda não há avaliações
- Certificado de Calibração - Dinamo EngenhariaDocumento1 páginaCertificado de Calibração - Dinamo Engenhariafinanceiro caruso balancasAinda não há avaliações
- Apostila Ufmg 7-CaldeiraDocumento7 páginasApostila Ufmg 7-CaldeiraVanderson RezendeAinda não há avaliações
- Relação de materiais para projeto de prevenção contra incêndio e instalações hidráulicas e elétricasDocumento3 páginasRelação de materiais para projeto de prevenção contra incêndio e instalações hidráulicas e elétricasNascimento Cristiano LídiaAinda não há avaliações
- Ordem de Serviço Raimundo Nonato Almeida AraújoDocumento3 páginasOrdem de Serviço Raimundo Nonato Almeida AraújoregieyonalAinda não há avaliações
- Laudo do Sistema de Proteção por Extintores de Auto PostoDocumento6 páginasLaudo do Sistema de Proteção por Extintores de Auto Postolaécio gilAinda não há avaliações
- Agimix - Misturador Ribbon BlenderDocumento1 páginaAgimix - Misturador Ribbon BlenderGabrielAinda não há avaliações
- Viga em I Gerdau - Tabela de Bitolas.Documento3 páginasViga em I Gerdau - Tabela de Bitolas.Izadora AlencarAinda não há avaliações
- Templante Memorial para Corpo de BombeirosDocumento14 páginasTemplante Memorial para Corpo de BombeirosBrunoAinda não há avaliações
- ABNT-NBR-17 505-2 - Armazenamento de Liquidos InflamaveisDocumento48 páginasABNT-NBR-17 505-2 - Armazenamento de Liquidos InflamaveisRonaldo DuarteAinda não há avaliações
- B - Fluxograma de Processo - Sandy - (07.04)Documento4 páginasB - Fluxograma de Processo - Sandy - (07.04)Sandy HellenAinda não há avaliações
- Lub Oil AG 68 - FISPQDocumento7 páginasLub Oil AG 68 - FISPQYuri SouzaAinda não há avaliações
- Manual do compressor de alta pressãoDocumento26 páginasManual do compressor de alta pressãoDanielAinda não há avaliações
- Manual de instalação de geomembranas de PEAD em obras geotécnicas e de saneamento ambientalDocumento41 páginasManual de instalação de geomembranas de PEAD em obras geotécnicas e de saneamento ambientalEliane F. SouzaAinda não há avaliações
- Data Book - Ict-3339.2023 - Ponte Rolante - 2475 - Talha Eletrica - 479 - Talha Eletrica - 1811151 - Rev1Documento41 páginasData Book - Ict-3339.2023 - Ponte Rolante - 2475 - Talha Eletrica - 479 - Talha Eletrica - 1811151 - Rev1Dina GonçalvesAinda não há avaliações
- Ieis Techocean 001-15 Ocean RigDocumento1 páginaIeis Techocean 001-15 Ocean RigFernando Bardela100% (1)
- Montagem de estruturas metálicas para fornos industriaisDocumento5 páginasMontagem de estruturas metálicas para fornos industriaisFlavio Marcos Amorim XavierAinda não há avaliações
- Manual Trocador de Calor GeaDocumento29 páginasManual Trocador de Calor Geascarface666Ainda não há avaliações
- Laudo Técnico de Vistoria - Vale Das ArvoresDocumento15 páginasLaudo Técnico de Vistoria - Vale Das ArvoresMixel FranklinAinda não há avaliações
- Fabricação de Tanques Cilindricos VerticaisDocumento19 páginasFabricação de Tanques Cilindricos VerticaisYohanan MachadoAinda não há avaliações
- 271 - Afrânio Franco Machado - O Projeto de Instalações de Moagem de Carvão PDFDocumento15 páginas271 - Afrânio Franco Machado - O Projeto de Instalações de Moagem de Carvão PDFTiago CamposAinda não há avaliações
- Manual AFT-H Aquecedor Fluido TérmicoDocumento32 páginasManual AFT-H Aquecedor Fluido Térmicojonathan valderramaAinda não há avaliações
- Tabela para Enquadramento de Vasos Na NR-13Documento3 páginasTabela para Enquadramento de Vasos Na NR-13cassioaguiar09Ainda não há avaliações
- Escadas de fibra de vidro para indústriasDocumento1 páginaEscadas de fibra de vidro para indústriasFábio MarcheziniAinda não há avaliações
- Check List EQUIPAMENTO Modelo MensalDocumento1 páginaCheck List EQUIPAMENTO Modelo MensalRaphael AmorimAinda não há avaliações
- Situação Geopolítica Da LíbiaDocumento4 páginasSituação Geopolítica Da Líbiabigfoot43Ainda não há avaliações
- Vitamina HidrossolúvelDocumento4 páginasVitamina Hidrossolúvelbigfoot43Ainda não há avaliações
- LavoisierDocumento1 páginaLavoisierbigfoot43Ainda não há avaliações
- Caio Fábio - Nephilim (Evangelico)Documento251 páginasCaio Fábio - Nephilim (Evangelico)tc_noemiaAinda não há avaliações
- Estudo Sobre Temperamento - Carater e PersonalidadeDocumento9 páginasEstudo Sobre Temperamento - Carater e PersonalidadeIgreja Batista Missionaria do Jd Luzitano97% (63)
- Cartilha DEFENSORIA PÚBLICA DA UNIÃODocumento25 páginasCartilha DEFENSORIA PÚBLICA DA UNIÃOSilvania DuarteAinda não há avaliações
- CBCL 6-18 PDFDocumento6 páginasCBCL 6-18 PDFScribdTranslationsAinda não há avaliações
- Relatorio de Nutricao Clinica ImprimirDocumento27 páginasRelatorio de Nutricao Clinica ImprimirAndreza NascimentoAinda não há avaliações
- Sinais vitais: temperatura, pulso, respiração e pressão arterialDocumento53 páginasSinais vitais: temperatura, pulso, respiração e pressão arterialTereza Cristina SilvaAinda não há avaliações
- Enquadramento Comando de VálvulasDocumento4 páginasEnquadramento Comando de VálvulasRafael Canizares ChiarandiAinda não há avaliações
- Glutationa MT FagronbrasilDocumento4 páginasGlutationa MT FagronbrasilAdriane Cardozo100% (1)
- Controle da fauna sinantrópica nocivaDocumento3 páginasControle da fauna sinantrópica nocivaJuliano RibeiroAinda não há avaliações
- 2 - Comunicação - Com - Criança HospitalizadaDocumento46 páginas2 - Comunicação - Com - Criança HospitalizadaJessicaAinda não há avaliações
- Vantagens E Desvantagens Da Automedicação: Princípios GeraisDocumento6 páginasVantagens E Desvantagens Da Automedicação: Princípios GeraisAdão Bila IdalécioAinda não há avaliações
- Penicilinas: classificação, mecanismo de ação e indicaçõesDocumento58 páginasPenicilinas: classificação, mecanismo de ação e indicaçõesMArceloAragaoAinda não há avaliações
- Manual Operacional Sistema Slim V851Documento37 páginasManual Operacional Sistema Slim V851Moah RibeiroAinda não há avaliações
- Aula OsteologiaDocumento39 páginasAula OsteologiaJéssica TavaresAinda não há avaliações
- Dependência Emocional na Visão da Constelação SistêmicaDocumento2 páginasDependência Emocional na Visão da Constelação SistêmicaAndreza FuzariAinda não há avaliações
- 1 Coleã Ã o Meus Portfã Lios Pei Plano Educacional Individualizado Total de Pã Ginas 230 Simone Ischkanian 1aDocumento27 páginas1 Coleã Ã o Meus Portfã Lios Pei Plano Educacional Individualizado Total de Pã Ginas 230 Simone Ischkanian 1aLarissa SilvaAinda não há avaliações
- Manual 9640Documento35 páginasManual 9640Luísa Maia Márcia Teixeira100% (1)
- Enceramento DiagnosticoDocumento9 páginasEnceramento Diagnosticoodonto.camilacardosoAinda não há avaliações
- Ortopedia Pediatrica Vol1Documento15 páginasOrtopedia Pediatrica Vol1giovannamoreiralealAinda não há avaliações
- Prova Enfermagem 3Documento4 páginasProva Enfermagem 3Carol DaemonAinda não há avaliações
- PW e o CosmodramaDocumento63 páginasPW e o CosmodramaManoel SimaoAinda não há avaliações
- QuimicaDocumento12 páginasQuimicaEdilson JuniorAinda não há avaliações
- Origem da Vida: Abiogênese vs BiogêneseDocumento1 páginaOrigem da Vida: Abiogênese vs BiogêneseRodolfo AchaAinda não há avaliações
- Estudos para Casais Sete Verdades para Fortalecer o MatrimonioDocumento15 páginasEstudos para Casais Sete Verdades para Fortalecer o MatrimonioCamila Botelho Pimenta FreireAinda não há avaliações
- Dissertação - Flavio H Leal de Almeida - DESENVOLVIMENTO AC ÚMULO DE ÓLEO E ARMAZENAMENTO DE COCO MACAÚBADocumento98 páginasDissertação - Flavio H Leal de Almeida - DESENVOLVIMENTO AC ÚMULO DE ÓLEO E ARMAZENAMENTO DE COCO MACAÚBAvalneysoarescostaAinda não há avaliações
- Física do Solo e ConservaçãoDocumento4 páginasFísica do Solo e ConservaçãoLeticia RibeiroAinda não há avaliações
- Anemia Infecciosa EquinaDocumento2 páginasAnemia Infecciosa EquinaaalinneaquinoAinda não há avaliações
- O Uso Da Toxina Botulínica No Tratamento de Acidente Vascular CerebralDocumento12 páginasO Uso Da Toxina Botulínica No Tratamento de Acidente Vascular CerebralAna LíviaAinda não há avaliações
- AH Vortex Seleção RelatórioDocumento5 páginasAH Vortex Seleção RelatórioWilliam OliveiraAinda não há avaliações
- Organizando - As Aulas - Treinos - Março - 2021Documento18 páginasOrganizando - As Aulas - Treinos - Março - 2021Adriana EssabbaAinda não há avaliações
- Artigo - Terapia Cognitivo-Comportamental e o Transtorno de Déficit de Atenção Com Hiperatividade PDFDocumento11 páginasArtigo - Terapia Cognitivo-Comportamental e o Transtorno de Déficit de Atenção Com Hiperatividade PDFIsis MaatAinda não há avaliações
- Segurança em Operações Com MotosserrasDocumento60 páginasSegurança em Operações Com MotosserrasAdriano Moura100% (1)
- Avaliação do nível de satisfação em áreas da vidaDocumento8 páginasAvaliação do nível de satisfação em áreas da vidaMarcelo Gomes PoindksterAinda não há avaliações