Você também pode gostar
- Apostila de Maçarico PDFDocumento12 páginasApostila de Maçarico PDFLucas ThomasAinda não há avaliações
- Curso Básico SoldagemDocumento84 páginasCurso Básico SoldagemMike LealAinda não há avaliações
- Lista de Exercícios Prova 1 - Tecnologia Da Soldagem IDocumento5 páginasLista de Exercícios Prova 1 - Tecnologia Da Soldagem ILucas AleticiaAinda não há avaliações
- Funcionamento Geral Do GrabDocumento14 páginasFuncionamento Geral Do GrabLucas CorreiaAinda não há avaliações
- Equação de KienzleDocumento3 páginasEquação de KienzleJuliana JenifferAinda não há avaliações
- Grupo IDocumento6 páginasGrupo IArnaldoAinda não há avaliações
- Regulagem de PressostatoDocumento4 páginasRegulagem de PressostatoLuis Felipe Barbieri50% (2)
- Soldagem Ferro FundidoDocumento20 páginasSoldagem Ferro FundidoVladimir Soler100% (1)
- FISPQ - Dequater Senior Floral PDFDocumento6 páginasFISPQ - Dequater Senior Floral PDFManoel Caetano DamascenoAinda não há avaliações
- Bombas de EngrenagensDocumento48 páginasBombas de EngrenagensHenrique Fernandes100% (1)
- Lixador PDFDocumento63 páginasLixador PDFCicero AlvesAinda não há avaliações
- Lub Oil AG 68 - FISPQDocumento7 páginasLub Oil AG 68 - FISPQYuri SouzaAinda não há avaliações
- NR13 - Fevereiro2016Documento4 páginasNR13 - Fevereiro2016maria2luiza2silva0% (1)
- Tabela Eletrodos WaldyrDocumento10 páginasTabela Eletrodos WaldyrRScarlateAinda não há avaliações
- Manual de Operação e Manutenção PDFDocumento13 páginasManual de Operação e Manutenção PDFJuliano PedrosoAinda não há avaliações
- Torneiro Mecanico APOSDocumento25 páginasTorneiro Mecanico APOSGeovany Amador Soares0% (1)
- Manual de Qualificação e Certificação de Inspetor de Controle Dimensional - ABENDI (NA 008) PDFDocumento27 páginasManual de Qualificação e Certificação de Inspetor de Controle Dimensional - ABENDI (NA 008) PDFGregory Mendes0% (1)
- KR1 - FILTRO DE MANGA TOPO SILO - SILO SPARE 40mDocumento3 páginasKR1 - FILTRO DE MANGA TOPO SILO - SILO SPARE 40mreginaldo braga de carvalho100% (1)
- UC9-SA8-Atividade1 - Lista de Tags - Misturador (2) RESPOSTASDocumento2 páginasUC9-SA8-Atividade1 - Lista de Tags - Misturador (2) RESPOSTASana silvaAinda não há avaliações
- Check List para Furadeira RadialDocumento2 páginasCheck List para Furadeira RadialRicardo MartinsAinda não há avaliações
- Apostila de CadDocumento31 páginasApostila de CadAnacléa BernardoAinda não há avaliações
- Condições Normais de Operação: Bomba de Fornecimento MecânicaDocumento30 páginasCondições Normais de Operação: Bomba de Fornecimento MecânicaJuarez Geronimo Da Silva100% (1)
- ELECTRODOSDocumento8 páginasELECTRODOSElzidio RodriguesAinda não há avaliações
- Coordenação de Elos Fusíveis e Suas ConseqüênciasDocumento13 páginasCoordenação de Elos Fusíveis e Suas ConseqüênciasFelipe FrancoAinda não há avaliações
- Práticas de Manutenção - Desmontagem de Bombas - Aluno 1Documento13 páginasPráticas de Manutenção - Desmontagem de Bombas - Aluno 1simnaotalvezAinda não há avaliações
- Plano de Inspeção - XLSX (Baixado Da Aula)Documento1 páginaPlano de Inspeção - XLSX (Baixado Da Aula)anderson bheringAinda não há avaliações
- Introdução Ao Processo de TorneamentoDocumento17 páginasIntrodução Ao Processo de TorneamentoMayke SilvaAinda não há avaliações
- Laudo de Conformidade Tecnica EletromecanicoDocumento14 páginasLaudo de Conformidade Tecnica EletromecanicojeorgepolettoAinda não há avaliações
- Classes de Resistência de Parafusos - Mundo Mecânico PDFDocumento11 páginasClasses de Resistência de Parafusos - Mundo Mecânico PDFlaleesamAinda não há avaliações
- Gascat Brise N ManualDocumento6 páginasGascat Brise N Manualjustin delimoAinda não há avaliações
- Imbil Ini - Itap 1Documento21 páginasImbil Ini - Itap 1sssccc100Ainda não há avaliações
- Conversão de Frações Da Polegada para Decimais e MilímetrosDocumento2 páginasConversão de Frações Da Polegada para Decimais e MilímetrosLélio Paulo100% (2)
- Aula09 Instrumen Valvulas 2sem2017Documento49 páginasAula09 Instrumen Valvulas 2sem2017Marcio Zapparoli GarciaAinda não há avaliações
- Modelo AduelasDocumento8 páginasModelo AduelasTarcizo CruzAinda não há avaliações
- Relatório de Ensaio Por Liquido PenetranteDocumento1 páginaRelatório de Ensaio Por Liquido PenetrantePaula Santiago100% (1)
- Plano de Inspeção e Testes 002 - 22 - MJS BRASIL OS - 9304Documento4 páginasPlano de Inspeção e Testes 002 - 22 - MJS BRASIL OS - 9304lucasAinda não há avaliações
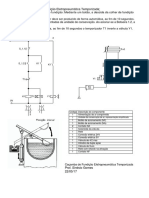
- 17 - 05 - 05 Caçamba de Fundição EletropneumáticoDocumento1 página17 - 05 - 05 Caçamba de Fundição EletropneumáticoArtur CunhaAinda não há avaliações
- NR 12 - Manual de Operação - Ranhuradora 1Documento15 páginasNR 12 - Manual de Operação - Ranhuradora 1CPSSTAinda não há avaliações
- Exercícios Unidade 1 Completa e Unidade 2 Seção 2.1Documento5 páginasExercícios Unidade 1 Completa e Unidade 2 Seção 2.1Bruno BarretoAinda não há avaliações
- Eletrodos Revestidos de Uso Comum BELGO PDFDocumento1 páginaEletrodos Revestidos de Uso Comum BELGO PDFmateusT850Ainda não há avaliações
- Catalago Contatores TelemecaniqueDocumento51 páginasCatalago Contatores Telemecaniquechnandu100% (2)
- CALCULO E CONSUMIVEIS TubosDocumento2 páginasCALCULO E CONSUMIVEIS TubosOsmar DiasAinda não há avaliações
- Avaliação SoldadorDocumento2 páginasAvaliação SoldadorilledratAinda não há avaliações
- ParafusoDocumento41 páginasParafusoThiago Valente100% (1)
- Norms de PinoDocumento1 páginaNorms de Pinoevertonuli50% (2)
- Lista de Ferramentas - 001Documento3 páginasLista de Ferramentas - 001Gabriel BezerraAinda não há avaliações
- Abertura de RoscasDocumento3 páginasAbertura de Roscasroberto3365450% (1)
- Processo de Soldagem TIG - GTAWDocumento22 páginasProcesso de Soldagem TIG - GTAWDuarte NetoAinda não há avaliações
- POP UsinagemDocumento6 páginasPOP UsinagemBruno BambinetiAinda não há avaliações
- Checklist Comissionamento 1Documento14 páginasChecklist Comissionamento 1fbs1984Ainda não há avaliações
- 14 - O Ciclo Térmico Na SoldagemDocumento68 páginas14 - O Ciclo Térmico Na SoldagemRodrigo Porcaro100% (2)
- FINAL - Técnicas de Manutenção IndustrialDocumento11 páginasFINAL - Técnicas de Manutenção IndustrialRaul RosaAinda não há avaliações
- ESAB - Apostila de Soldagem MIG - MAGDocumento68 páginasESAB - Apostila de Soldagem MIG - MAGRodrigo MassonAinda não há avaliações
- Ajustagem Mecanica-Tecnologia Aplicada e OperacoesDocumento3 páginasAjustagem Mecanica-Tecnologia Aplicada e OperacoesCesar VasquesAinda não há avaliações
- Outros Processos de ExtrusãoDocumento26 páginasOutros Processos de ExtrusãoRenato Elias MarquesAinda não há avaliações
- Plano de Lub MoinhoDocumento8 páginasPlano de Lub MoinhoJosifran AraujoAinda não há avaliações
- Apostila Processo OxicorteDocumento10 páginasApostila Processo Oxicorteeverson martins de oliveiraAinda não há avaliações
- Apostila RestachkerDocumento17 páginasApostila RestachkerRafael AmorimAinda não há avaliações
- CarpintariasDocumento90 páginasCarpintariasHelder Lemos100% (11)
- Encanador Industrial e Caldeiraria E-BookDocumento199 páginasEncanador Industrial e Caldeiraria E-BookRafael Amorim100% (1)
- Calculo de PesoDocumento4 páginasCalculo de PesoAlirioadoga OliveiraAinda não há avaliações
- Apostila de LIXADORDocumento14 páginasApostila de LIXADORRafael AmorimAinda não há avaliações
- Encanador Industrial - EmentaDocumento1 páginaEncanador Industrial - EmentaRafael AmorimAinda não há avaliações
- Origem e Evolução Da Vida Na Terra (Teorias Da Origem Da Vida)Documento11 páginasOrigem e Evolução Da Vida Na Terra (Teorias Da Origem Da Vida)cafateAinda não há avaliações
- Ata Sacramental Discursos SUDDocumento2 páginasAta Sacramental Discursos SUDDiego100% (2)
- A CIF em Fisioterapia - Uma Revisão BibliográficaDocumento117 páginasA CIF em Fisioterapia - Uma Revisão BibliográficaRaphael Piceli MorettiAinda não há avaliações
- Curso de Operador de Munck GindaltoDocumento59 páginasCurso de Operador de Munck Gindaltoangerai09100% (1)
- Fonte Simetrica ProjetoDocumento18 páginasFonte Simetrica ProjetoOderlei EduardoAinda não há avaliações
- A Escrita Da DançaDocumento52 páginasA Escrita Da DançaPriscila Jeronimo100% (5)
- Tríduo São SebastiãoDocumento6 páginasTríduo São SebastiãoCristiano Holtz100% (1)
- ArquivamentoDocumento14 páginasArquivamentonazanoAinda não há avaliações
- ED03 (Pilha de Concentração)Documento3 páginasED03 (Pilha de Concentração)Lavinia RosaAinda não há avaliações
- REDE Saúde Mental Na BahiaDocumento57 páginasREDE Saúde Mental Na BahiaClerlhan FerreiraAinda não há avaliações
- Analista de Administração e Finanças - Tipo 1 AlgásDocumento14 páginasAnalista de Administração e Finanças - Tipo 1 AlgásSamir CafeAinda não há avaliações
- Sobral MetroforDocumento242 páginasSobral Metroforterra2013Ainda não há avaliações
- Nos Passos de Jesus - Edir MacedoDocumento17 páginasNos Passos de Jesus - Edir MacedoNarcisiaAinda não há avaliações
- Auditori ADocumento82 páginasAuditori AFelisbela Serino100% (1)
- Regras de Etiqueta Nas Aulas OnlineDocumento15 páginasRegras de Etiqueta Nas Aulas OnlineanaAinda não há avaliações
- 286 - Lição - 1 - gESTÃO DE mARKETING CRECIDocumento10 páginas286 - Lição - 1 - gESTÃO DE mARKETING CRECILobosAinda não há avaliações
- 15 UEM Inf Digital Plano D-1Documento14 páginas15 UEM Inf Digital Plano D-1Nazymm DtrAinda não há avaliações
- Direito Objetivo e SubjetivoDocumento8 páginasDireito Objetivo e SubjetivoNadia DavidAinda não há avaliações
- PSICOSESDocumento3 páginasPSICOSESCélio Z. RosaAinda não há avaliações
- Ferramentas Da MenteDocumento357 páginasFerramentas Da MenteEscola Ser CriançaAinda não há avaliações
- Tumarã NDocumento35 páginasTumarã NDeivite HenriqueAinda não há avaliações
- Portfólio Empresarial: Maestria - Educação & TreinementoDocumento12 páginasPortfólio Empresarial: Maestria - Educação & TreinementoMaestria Educação e TreinamentoAinda não há avaliações
- Curso de Investigação Confirmatória - ABEMADocumento37 páginasCurso de Investigação Confirmatória - ABEMATecnohidro Engenharia AmbientalAinda não há avaliações
- Mala Amarela - DanielDocumento2 páginasMala Amarela - Danielivanilde SouzaAinda não há avaliações
- Imagem Pessoal e MaquiagemDocumento119 páginasImagem Pessoal e Maquiagemcrisdias2409Ainda não há avaliações
- Lições Bíblicas CPAD 8Documento6 páginasLições Bíblicas CPAD 8Thiago De Oliveira PintoAinda não há avaliações
- Estudo Bíblico em TitoDocumento5 páginasEstudo Bíblico em TitobsantosrjAinda não há avaliações
- William R. Downing - O Propósito de DeusDocumento9 páginasWilliam R. Downing - O Propósito de DeusFabiane BarthAinda não há avaliações
- Portfólio PDFDocumento29 páginasPortfólio PDFCaio VillaçaAinda não há avaliações
- Humanização e Atendimento No TrabalhoDocumento13 páginasHumanização e Atendimento No TrabalhoSory MarianoAinda não há avaliações