Você também pode gostar
- Programador e Operador de Eletroerosão A FioDocumento101 páginasProgramador e Operador de Eletroerosão A FioPaulo Santos100% (8)
- Planner 2023 Turma Da Mônica - MateriaispdgDocumento131 páginasPlanner 2023 Turma Da Mônica - Materiaispdgraphael limaAinda não há avaliações
- Impressora Graber I3 Lista de PecasDocumento10 páginasImpressora Graber I3 Lista de PecasFrancisco Mauro Lima100% (1)
- PROGRAMADOR - Manual de ProgramacaoDocumento118 páginasPROGRAMADOR - Manual de Programacaoclaytonbarbieri100% (10)
- Modelo de Termo de Sessão de Mediação Conciliação)Documento5 páginasModelo de Termo de Sessão de Mediação Conciliação)Rodrigo Campos Pereira100% (2)
- Manual de Instalacao de Portao BasculanteDocumento2 páginasManual de Instalacao de Portao BasculantelargosoftAinda não há avaliações
- 07 Faça Você Mesmo A Sua Bancada de MarceneiroDocumento27 páginas07 Faça Você Mesmo A Sua Bancada de MarceneiroCleidson Fonseca50% (2)
- Resumo - Tipos de CNCDocumento9 páginasResumo - Tipos de CNCRodrigo IscuissatiAinda não há avaliações
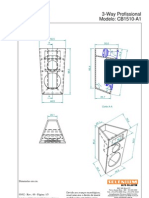
- Selenium 3 ViasDocumento5 páginasSelenium 3 Viasliqp29Ainda não há avaliações
- CNC - Conceitos Básicos e AvançadosDocumento90 páginasCNC - Conceitos Básicos e Avançadosapi-3800166100% (10)
- PROGRAMADORES (Manual de Programação Fanuc) - LY7507.10021 PDFDocumento129 páginasPROGRAMADORES (Manual de Programação Fanuc) - LY7507.10021 PDFJosé Francisco Ramos Teixeira50% (2)
- Apostila Hidratação Profunda Na PeleDocumento27 páginasApostila Hidratação Profunda Na PeleMartaPG100% (7)
- Linhas Da Prancha de SurfDocumento12 páginasLinhas Da Prancha de SurfCarvalho de CarvalhoAinda não há avaliações
- Como Usar Pepakura DesignerDocumento11 páginasComo Usar Pepakura DesignerJuliano Estevam100% (1)
- Carneiro Hidraulico de PETDocumento9 páginasCarneiro Hidraulico de PETAdedAinda não há avaliações
- Projeto Serra-Esquadrejadeira PDFDocumento13 páginasProjeto Serra-Esquadrejadeira PDFPREVISTOAinda não há avaliações
- Catalogo MetalonDocumento6 páginasCatalogo Metalonmarcostakada100% (1)
- Simplify3d-Docs Resumo Dos Comandos PT-BRDocumento21 páginasSimplify3d-Docs Resumo Dos Comandos PT-BRFaustoJunior50% (2)
- AFIAÇÃODocumento48 páginasAFIAÇÃOdenisprojetoAinda não há avaliações
- Oximig - 7° EDIÇ O - CompressedDocumento34 páginasOximig - 7° EDIÇ O - CompressedCésar PérezAinda não há avaliações
- Maquina de RebocoDocumento2 páginasMaquina de RebocoAna Luiza RezendeAinda não há avaliações
- Torno Joinville TM 127 HDDocumento28 páginasTorno Joinville TM 127 HDjulius1100% (1)
- Analise Elementar Do Mecanismo Da Caixa de VelocidadesDocumento12 páginasAnalise Elementar Do Mecanismo Da Caixa de VelocidadesCastelo GomesAinda não há avaliações
- Aula 01 - Parafusos, Porcas e ArruelasDocumento34 páginasAula 01 - Parafusos, Porcas e ArruelasBrenoOliveiraAinda não há avaliações
- O Router CNC HobbyDocumento19 páginasO Router CNC Hobbyalexandrearume5392Ainda não há avaliações
- BT-107 Producao Blocos Alvenaria PRDocumento17 páginasBT-107 Producao Blocos Alvenaria PRdaniloAinda não há avaliações
- Máquina CNC 2.0Documento6 páginasMáquina CNC 2.0Sintacos Restauração De Pisos de MadeiraAinda não há avaliações
- Correção de Erros Do Mach3Documento3 páginasCorreção de Erros Do Mach3junioratnAinda não há avaliações
- Manual em Portugues Sn-678b - Manual Do Usuário em PortuguesDocumento16 páginasManual em Portugues Sn-678b - Manual Do Usuário em PortuguesJonathan Diego Parteka100% (1)
- Passo A Passo Manual Do Usuario Da Camera IP V380Documento2 páginasPasso A Passo Manual Do Usuario Da Camera IP V380PaulaAinda não há avaliações
- 3 Curso Impressao 3d Tipos de TecnologiasDocumento46 páginas3 Curso Impressao 3d Tipos de TecnologiasRamon Araujo100% (1)
- Tutorial para Zerar A FerramentaDocumento5 páginasTutorial para Zerar A FerramentaCaioeFabiAinda não há avaliações
- Programação e Impressão 3D - AulasDocumento67 páginasProgramação e Impressão 3D - AulasLuis CarvalhoAinda não há avaliações
- Furos para RoscasDocumento7 páginasFuros para RoscasGiovanni Pugliesi PinhoAinda não há avaliações
- Desenho Técnico - Caderno de Exercícios - SENAC RSDocumento30 páginasDesenho Técnico - Caderno de Exercícios - SENAC RSEdilson do ValleAinda não há avaliações
- Processamento de TpuDocumento16 páginasProcessamento de TpuInês MorgadoAinda não há avaliações
- Links Do DVD - Curso de Marcenaria Nivel ProfissionalDocumento1 páginaLinks Do DVD - Curso de Marcenaria Nivel ProfissionaldiogodbfAinda não há avaliações
- Mecatrônica PDFDocumento7 páginasMecatrônica PDFeloibpauloAinda não há avaliações
- Misturador de Tintas - MDocumento73 páginasMisturador de Tintas - MAfonso_PalmieriAinda não há avaliações
- Luthieria - Bancada de MarceneiroDocumento27 páginasLuthieria - Bancada de MarceneiroRosemiro SefstromAinda não há avaliações
- Apostila EstofadorDocumento13 páginasApostila EstofadorClaudio Vinicius100% (1)
- Curso Completo de Programacao Cnc-ToRNODocumento75 páginasCurso Completo de Programacao Cnc-ToRNOvinicius santosAinda não há avaliações
- Alexandre - Eletrônica Básica - Como Fazer Sua PCIDocumento3 páginasAlexandre - Eletrônica Básica - Como Fazer Sua PCIarrsouzaAinda não há avaliações
- Divirta-Se Com A Eletrônica Vol 05Documento34 páginasDivirta-Se Com A Eletrônica Vol 05jimmytrold100% (2)
- CNC Hot Wire - CNC RouterDocumento106 páginasCNC Hot Wire - CNC RouterMarcelo AlvesAinda não há avaliações
- Tutorial Confeccao PCBDocumento12 páginasTutorial Confeccao PCBMarcos Rogério FernandesAinda não há avaliações
- Manual de Montagem Graber ProDocumento57 páginasManual de Montagem Graber ProRodrigo SantosAinda não há avaliações
- Projeto Serra Esquadrejadeira PDFDocumento18 páginasProjeto Serra Esquadrejadeira PDFeversonsolomaoAinda não há avaliações
- Wp-Contentuploads201909min P Novo Rev 03 PDFDocumento58 páginasWp-Contentuploads201909min P Novo Rev 03 PDFraphaelAinda não há avaliações
- Esquema PowermillDocumento39 páginasEsquema PowermillAlexsandro FerreiraAinda não há avaliações
- Montagem e Manutencao de Computadores - SOSDocumento218 páginasMontagem e Manutencao de Computadores - SOSferrazaldaz7782Ainda não há avaliações
- Serra de FitaDocumento19 páginasSerra de FitaOscar PenteadoAinda não há avaliações
- A Guerra Eletromagnética do Futuro: conceitos de Fotônica aplicados à interferência em radaresNo EverandA Guerra Eletromagnética do Futuro: conceitos de Fotônica aplicados à interferência em radaresAinda não há avaliações
- Orçamento 1Documento26 páginasOrçamento 1JhonatanAinda não há avaliações
- Amade Colete22222222222222222222222Documento18 páginasAmade Colete22222222222222222222222RAFAEL JOSE MOLIDE JUNIORAinda não há avaliações
- PROGRAMADOR Manual de ProgramacaoDocumento118 páginasPROGRAMADOR Manual de ProgramacaoJosiel SilvaAinda não há avaliações
- Programador e Operador de Eletroerosao A FioDocumento101 páginasProgramador e Operador de Eletroerosao A FiopsilvamarAinda não há avaliações
- Artigo CNCDocumento6 páginasArtigo CNCMardey Rodrigues de SousaAinda não há avaliações
- OBR Dualvee PDFDocumento8 páginasOBR Dualvee PDFtonnytoonsAinda não há avaliações
- Lealfer - 098 Rev.04Documento10 páginasLealfer - 098 Rev.04Lucas PerezAinda não há avaliações
- Esmerilhamento Robotizado Da Parte Inferior Do Patim No Processo de Soldagem de Trilhos LongosDocumento3 páginasEsmerilhamento Robotizado Da Parte Inferior Do Patim No Processo de Soldagem de Trilhos LongosBRUNO JOSE PEREIRA DE SAAinda não há avaliações
- TBA42 60 PortDocumento8 páginasTBA42 60 PortOver WayAinda não há avaliações
- Sinergismo Tenepes Invexis Synergism BetDocumento10 páginasSinergismo Tenepes Invexis Synergism BetCasaRara ArquiteturaAinda não há avaliações
- Apostila Ultra Consciência Expandida Hipnose TranspessoalDocumento50 páginasApostila Ultra Consciência Expandida Hipnose TranspessoalLuis FantiAinda não há avaliações
- Encontrar Você (Vous Revoir) - Marc Levy-Www - LivrosGratisDocumento224 páginasEncontrar Você (Vous Revoir) - Marc Levy-Www - LivrosGratisLuanaroncattoAinda não há avaliações
- Oba-Entrada TáticaDocumento29 páginasOba-Entrada TáticaGuilherme HotzAinda não há avaliações
- Debora Hackbart Conde PDFDocumento45 páginasDebora Hackbart Conde PDFMarley Castillo CuevaAinda não há avaliações
- Migues VHDocumento447 páginasMigues VHDiego FrancaAinda não há avaliações
- Teste Fracoes 5ºDocumento5 páginasTeste Fracoes 5ºSílvia GodinhoAinda não há avaliações
- O Sagrado Na Literatura Infantil Brasileria PDFDocumento85 páginasO Sagrado Na Literatura Infantil Brasileria PDFCharlesFerAinda não há avaliações
- Portaria151 2009Documento10 páginasPortaria151 2009ronertlAinda não há avaliações
- A Histeria de Freud A LacanDocumento20 páginasA Histeria de Freud A LacandeboraAinda não há avaliações
- Pontuação 26º Campeonato Municipal de Corrida de Rua de Limeira 5º EtapaDocumento11 páginasPontuação 26º Campeonato Municipal de Corrida de Rua de Limeira 5º EtapaALA LimeiraAinda não há avaliações
- Nono Teste..Documento5 páginasNono Teste..Esdras OliveiraAinda não há avaliações
- Atividade de Portugues Oracao Sem Sujeito 9º Ano RespostasDocumento2 páginasAtividade de Portugues Oracao Sem Sujeito 9º Ano RespostasEllienne Maria Soares Xavier dos SantosAinda não há avaliações
- DAM - Documento de Arrecadação Mercantil: Cavalcante Construcao LtdaDocumento2 páginasDAM - Documento de Arrecadação Mercantil: Cavalcante Construcao LtdaJamileAinda não há avaliações
- Atividade Avaliativa 0205 Educação AmbientalDocumento3 páginasAtividade Avaliativa 0205 Educação AmbientalJaqueline SouzaAinda não há avaliações
- Manual de Instruções Balança Digital Ed-1035Documento5 páginasManual de Instruções Balança Digital Ed-1035maryana marcondesAinda não há avaliações
- Musica e EspiritoDocumento7 páginasMusica e Espiritopaulo gomesAinda não há avaliações
- RESUMO Consultório Lucrativo 2.0 Aula 1Documento10 páginasRESUMO Consultório Lucrativo 2.0 Aula 1Sara FigueiredoAinda não há avaliações
- Ppra Pão de Mel 2012Documento32 páginasPpra Pão de Mel 2012Demetrio Barbosa SouzaAinda não há avaliações
- Suplemento Liturgia Das Horas v0.1Documento8 páginasSuplemento Liturgia Das Horas v0.1Antonio RibeiroAinda não há avaliações
- Resumo Escolas LiteráriasDocumento56 páginasResumo Escolas LiteráriasArellynda100% (4)
- Analise Swot Beleza NaturalDocumento3 páginasAnalise Swot Beleza NaturalAugusto LunettaAinda não há avaliações
- Depois Da CruzDocumento14 páginasDepois Da CruzMultiart Josué HenriqueAinda não há avaliações
- BrochuraDocumento3 páginasBrochuraAndré PaixãoAinda não há avaliações
- Treinamento Dos Músculos Do Assoalho Pélvico Nos Sintomas Da Bexiga Hiperativa - Um Estudo ProspectivoDocumento7 páginasTreinamento Dos Músculos Do Assoalho Pélvico Nos Sintomas Da Bexiga Hiperativa - Um Estudo ProspectivoMaria FernandaAinda não há avaliações
- Cap5 - Interação Emocional - IHCDocumento13 páginasCap5 - Interação Emocional - IHCFelipe RangelAinda não há avaliações
- Granito Maria Suprema Entre Outros PDFDocumento91 páginasGranito Maria Suprema Entre Outros PDFGabriel RamosAinda não há avaliações