Você também pode gostar
- Sistemas Supervisórios 2 PDFDocumento19 páginasSistemas Supervisórios 2 PDFIgor FelipeAinda não há avaliações
- Sistemas Supervisórios 3 PDFDocumento15 páginasSistemas Supervisórios 3 PDFIgor FelipeAinda não há avaliações
- Predial PDFDocumento5 páginasPredial PDFElias EvangelistaAinda não há avaliações
- Instrumenta - o - Analise de GasesDocumento77 páginasInstrumenta - o - Analise de GasesAdriano LopesAinda não há avaliações
- Cambridge Disrupcion Digital PTDocumento15 páginasCambridge Disrupcion Digital PTFernando L. C. BerlezziAinda não há avaliações
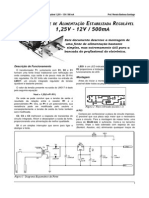
- Fonte Lm317-Manual de MontagemDocumento5 páginasFonte Lm317-Manual de MontagemCharle AndréAinda não há avaliações
- Trabalho de Automação IndustrialDocumento16 páginasTrabalho de Automação IndustrialLudymila29Ainda não há avaliações
- Ponte H Ou Transistor DarlingtonDocumento4 páginasPonte H Ou Transistor DarlingtonselbachAinda não há avaliações
- Tonel Centrifugador (2003) R2Documento24 páginasTonel Centrifugador (2003) R2eca.avelloAinda não há avaliações
- Sensores Indústriais 3 PDFDocumento16 páginasSensores Indústriais 3 PDFIgor FelipeAinda não há avaliações
- Conversor Push PullDocumento3 páginasConversor Push PullfymoreiraAinda não há avaliações
- Criminalistic ADocumento47 páginasCriminalistic ARogério MininiAinda não há avaliações
- Relatório Atividade PraticaDocumento12 páginasRelatório Atividade PraticaJaison OliveiraAinda não há avaliações
- Aula 4 - Exercícios em LadderDocumento3 páginasAula 4 - Exercícios em LadderEdimar Calebe CastanhoAinda não há avaliações
- Tipos de Ponte H A TransistoresDocumento3 páginasTipos de Ponte H A TransistoreskarlacrikaAinda não há avaliações
- Capitulo 006 - Logica Ladder - Utilizando Maquinas - Clube Da Eletronica PDFDocumento22 páginasCapitulo 006 - Logica Ladder - Utilizando Maquinas - Clube Da Eletronica PDFanon_656790980Ainda não há avaliações
- Aula 11 - Aterramento e SPDA PDFDocumento43 páginasAula 11 - Aterramento e SPDA PDFjaelsonbudnyAinda não há avaliações
- Curso de Medição Módulo MedidoresDocumento107 páginasCurso de Medição Módulo Medidoresvalescka barrosAinda não há avaliações
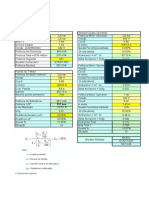
- DIMENSIONAMENTOcircuitos 2007Documento7 páginasDIMENSIONAMENTOcircuitos 2007rodolfosimon100% (1)
- (Artigo Automacao Residencial Arduino Android) FabianoSilva v6Documento78 páginas(Artigo Automacao Residencial Arduino Android) FabianoSilva v6Vitor MirandaAinda não há avaliações
- Fabrica de SucoDocumento1 páginaFabrica de SucoIgor FelipeAinda não há avaliações
- Aula 1 - Pneumatica IntroduçãoDocumento37 páginasAula 1 - Pneumatica IntroduçãoDanielleNunesAinda não há avaliações
- Apostila Dicas Programacao CLPDocumento24 páginasApostila Dicas Programacao CLPThiago AraujoAinda não há avaliações
- Motor CC WegDocumento34 páginasMotor CC WegPaulo WanderleyAinda não há avaliações
- APRESENTAÇÃO - Classificação de Áreas e Proteção Contra Explosões PDFDocumento327 páginasAPRESENTAÇÃO - Classificação de Áreas e Proteção Contra Explosões PDFMarcos Souza100% (1)
- Sistemas Supervisórios 5 PDFDocumento13 páginasSistemas Supervisórios 5 PDFIgor FelipeAinda não há avaliações
- INTERRUPÇÃODocumento16 páginasINTERRUPÇÃOLuizAinda não há avaliações
- Projeto - Spda - Aula Senai - Aterramento ModeloDocumento1 páginaProjeto - Spda - Aula Senai - Aterramento ModelotheresaAinda não há avaliações
- Apoio 001 - Sensores Industriais - Clube Da Eletronica PDFDocumento23 páginasApoio 001 - Sensores Industriais - Clube Da Eletronica PDFanon_656790980Ainda não há avaliações
- Acionamentos Elétricos - Aula 6 - Chave de Partida CompensadoraDocumento17 páginasAcionamentos Elétricos - Aula 6 - Chave de Partida CompensadoraGoura Hari DasAinda não há avaliações
- Calculo Queda Tensao GeradorDocumento49 páginasCalculo Queda Tensao GeradorLUCELINO DA COSTA LARANJEIRAAinda não há avaliações
- Pratica Acionamentos - CLP/Soft StarterDocumento6 páginasPratica Acionamentos - CLP/Soft StarterLucas Farias RodriguesAinda não há avaliações
- Exercício 2Documento2 páginasExercício 2Adriano FernandesAinda não há avaliações
- Fluxograma Engenharia Eletrônica e de Computação UFRJDocumento5 páginasFluxograma Engenharia Eletrônica e de Computação UFRJJanna GutierrezAinda não há avaliações
- Apresentação Workshop Projetistas - Final Novembro - CLIENTESDocumento22 páginasApresentação Workshop Projetistas - Final Novembro - CLIENTESSukita Laite NokopoAinda não há avaliações
- SENAI - Manual - de - Aprendizagem PDFDocumento180 páginasSENAI - Manual - de - Aprendizagem PDFBrunoAinda não há avaliações
- Roteiro de Prática Ket 1040 NívelDocumento19 páginasRoteiro de Prática Ket 1040 Nívelluiz_scribdAinda não há avaliações
- Tecnicas SensoreamentoDocumento43 páginasTecnicas SensoreamentoedrodAinda não há avaliações
- Lab Soft StarterDocumento4 páginasLab Soft StarterJorge Henrique Marques MarianoAinda não há avaliações
- Aplicacao de Paralelismo de Mosfet de Potencia em Conversores Quase RessonantesDocumento8 páginasAplicacao de Paralelismo de Mosfet de Potencia em Conversores Quase RessonantesWesley de PaulaAinda não há avaliações
- Teoria 6 Tiristores - SCR Gto MCT IgctDocumento22 páginasTeoria 6 Tiristores - SCR Gto MCT IgctDigititusAinda não há avaliações
- Simbologia InstrumentaçãoDocumento9 páginasSimbologia InstrumentaçãoBeleza Rubro NegraAinda não há avaliações
- Aula 12a - Para-Raios - SPDADocumento6 páginasAula 12a - Para-Raios - SPDAgibazavimail2youcomAinda não há avaliações
- Sistemas Supervisórios 6 PDFDocumento19 páginasSistemas Supervisórios 6 PDFIgor FelipeAinda não há avaliações
- Aula 3 - Sistemas de Controle e Sinais PDFDocumento64 páginasAula 3 - Sistemas de Controle e Sinais PDFMilene OliveiraAinda não há avaliações
- LIVRO ITB Seguranca em Servicos Com Eletricidade WEB v2 SGDocumento142 páginasLIVRO ITB Seguranca em Servicos Com Eletricidade WEB v2 SGCesar William FranciscoAinda não há avaliações
- Como Elaborar Um Relatório TécnicoDocumento4 páginasComo Elaborar Um Relatório TécnicoJonathan de SousaAinda não há avaliações
- Projeto em AutoCAD Fabrica de TelhaDocumento1 páginaProjeto em AutoCAD Fabrica de TelhaIgor FelipeAinda não há avaliações
- Desenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoNo EverandDesenvolvendo Uma Interface Ihm Modbus Tcp/ip No ArduinoAinda não há avaliações
- Desenvolvendo Um Medidor De Vazão Modbus Rs485 No ArduinoNo EverandDesenvolvendo Um Medidor De Vazão Modbus Rs485 No ArduinoAinda não há avaliações
- Projetos Com Esp32 Programado Em Python - Parte IiNo EverandProjetos Com Esp32 Programado Em Python - Parte IiAinda não há avaliações
- Aplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoNo EverandAplicando Iot Para Medir Célula De Carga Com Esp8266 (nodemcu) Programado Em ArduinoAinda não há avaliações
- Serviço Nacional de Aprendizagem IndustrialDocumento26 páginasServiço Nacional de Aprendizagem IndustrialJames Martins ParreiraAinda não há avaliações
- Instrumentação Industrial SamarDocumento18 páginasInstrumentação Industrial SamarLuciano MagalhãesAinda não há avaliações
- Instrumentaoindustrial 150410122315 Conversion Gate01Documento35 páginasInstrumentaoindustrial 150410122315 Conversion Gate01Allas JonyAinda não há avaliações
- Aula 02 - Tipos de Software - Introducao ComputacaoDocumento43 páginasAula 02 - Tipos de Software - Introducao ComputacaoIdelgardy Da Gama CostaAinda não há avaliações
- ICC002 - Algoritmos e Estruturas de Dados IDocumento1 páginaICC002 - Algoritmos e Estruturas de Dados IMárcio da Trindade MaramaldoAinda não há avaliações
- Aula 15 - Funções Analíticas PDFDocumento7 páginasAula 15 - Funções Analíticas PDFMariana MeirelesAinda não há avaliações
- MorfemasDocumento2 páginasMorfemaslanosantiago100% (2)
- Treinamento - Análise RealDocumento4 páginasTreinamento - Análise Realvaldeir_cuitéAinda não há avaliações
- Met Quant - Aula - 01Documento13 páginasMet Quant - Aula - 01IAragaoAinda não há avaliações
- Roteiro para Implantação Do HórusDocumento1 páginaRoteiro para Implantação Do HórusmarcusrogerioAinda não há avaliações
- História de Análise de SistemaDocumento16 páginasHistória de Análise de SistemaNaun BeloAinda não há avaliações
- Artigo - DHCP - Configurando Via Comando No Windows - Comando NETSH PDFDocumento57 páginasArtigo - DHCP - Configurando Via Comando No Windows - Comando NETSH PDFAntonio Higino Manoel MachadoAinda não há avaliações
- Sistemas de MemóriaDocumento19 páginasSistemas de MemóriaHenrique MoraesAinda não há avaliações
- Instalando o Servidor NFS No LinuxDocumento3 páginasInstalando o Servidor NFS No LinuxCesar Augustus SilvaAinda não há avaliações
- Computador Analogicos e DigitaisDocumento6 páginasComputador Analogicos e DigitaisJoice MarquesAinda não há avaliações
- Teoria Dos DeterminantesDocumento2 páginasTeoria Dos DeterminantesAlfredo Nunes da SilvaAinda não há avaliações
- Teorema Das 4 CoresDocumento10 páginasTeorema Das 4 CoresAntónio BronkasAinda não há avaliações
- Normasprocedimentos - Inspeção de Equipamentos Com o Uso Da Cor Do MêsDocumento13 páginasNormasprocedimentos - Inspeção de Equipamentos Com o Uso Da Cor Do Mês165049Ainda não há avaliações
- Cap 08 Planejamento de CapacidadeDocumento11 páginasCap 08 Planejamento de CapacidadettuttynhaAinda não há avaliações
- Programação JAVADocumento64 páginasProgramação JAVAbbsgt1820Ainda não há avaliações
- ANEXO 1 Ficha de Inscricao 8 Festival de Cinema de TriunfoDocumento2 páginasANEXO 1 Ficha de Inscricao 8 Festival de Cinema de TriunfodeovekiAinda não há avaliações
- Portaria WebDocumento18 páginasPortaria WebjuniorstacasaAinda não há avaliações
- Mac2166 Aula1 ExtraDocumento22 páginasMac2166 Aula1 Extragotagey965Ainda não há avaliações
- Manual AP Router WAP354Documento4 páginasManual AP Router WAP354ENAK9000Ainda não há avaliações
- Atualização+software+d32w931 Rev1 2Documento5 páginasAtualização+software+d32w931 Rev1 2Paulo Henrique100% (2)
- Questões Matemática DiscretaDocumento1 páginaQuestões Matemática DiscretaJayrton CarvalhoAinda não há avaliações
- Aula 2 - AutomatosDocumento19 páginasAula 2 - AutomatosRobson OliveiraAinda não há avaliações
- Lista de Exercicios de Pre CalculoDocumento8 páginasLista de Exercicios de Pre CalculoCharles TeixeiraAinda não há avaliações
- AutocorrelacaoDocumento20 páginasAutocorrelacaoFabrício Albani OliveiraAinda não há avaliações
- 01 Iniciar o ArchiCAD 18Documento52 páginas01 Iniciar o ArchiCAD 18Carol BarrosAinda não há avaliações
- TSM For DummiesDocumento6 páginasTSM For DummiesJoanderson Mendes de FrançaAinda não há avaliações
- ATPS Algebra Linear CompletaDocumento17 páginasATPS Algebra Linear CompletaReginaldo LemosAinda não há avaliações
- TCC - Monitoramento de Variáveis AmbientaisDocumento55 páginasTCC - Monitoramento de Variáveis AmbientaisArthur Monteiro Alves MeloAinda não há avaliações