Você também pode gostar
- REG149 Relatório de Teste de Vibração de Motores e BombasDocumento1 páginaREG149 Relatório de Teste de Vibração de Motores e BombasGabrieli BalãoAinda não há avaliações
- Aplicações de Geossintéticos no SaneamentoNo EverandAplicações de Geossintéticos no SaneamentoAinda não há avaliações
- Especificação Tecnica No 02.1111-EGRD-0056b CemigDocumento25 páginasEspecificação Tecnica No 02.1111-EGRD-0056b CemigDiogo XavierAinda não há avaliações
- DNIT 0152006 - ES - Drenagem - Drenos SubterrâneosDocumento10 páginasDNIT 0152006 - ES - Drenagem - Drenos SubterrâneosHugo PollokAinda não há avaliações
- DNIT 381 - 2022 PRO - Projeto de Aterros Sobre Solos Moles para Obras ViáriasDocumento36 páginasDNIT 381 - 2022 PRO - Projeto de Aterros Sobre Solos Moles para Obras ViáriasJackson ValadãoAinda não há avaliações
- Controle - Estaca RaizDocumento36 páginasControle - Estaca Raizanon_623970031Ainda não há avaliações
- ANAPRE - Manual Boas Práticas de Execução de Piso - R02Documento16 páginasANAPRE - Manual Boas Práticas de Execução de Piso - R02Fabiana Silva CapodeferroAinda não há avaliações
- Civil - Fixação de Insertes e ChumbadoresDocumento8 páginasCivil - Fixação de Insertes e ChumbadoresJúnior Capela100% (1)
- Emvp - 10 Dormente de ConcretoDocumento52 páginasEmvp - 10 Dormente de ConcretoHesoliAinda não há avaliações
- Estacas Metálicas GerdauDocumento84 páginasEstacas Metálicas GerdauJaime EscobarAinda não há avaliações
- Treinamento 12655Documento22 páginasTreinamento 12655Sônia Evaristo de SouzaAinda não há avaliações
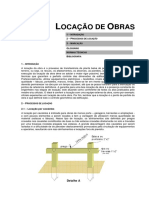
- Locação de Obras PDFDocumento6 páginasLocação de Obras PDFSérgio Alves Dos ReisAinda não há avaliações
- Artigo BDI - Lucro Numerador Ou Denominador - MAcahico TisakaDocumento10 páginasArtigo BDI - Lucro Numerador Ou Denominador - MAcahico TisakaThaiane FreireAinda não há avaliações
- Plano de Desmontagem de Galpão em Estrutura MetálicaDocumento9 páginasPlano de Desmontagem de Galpão em Estrutura MetálicaPaulo Cesar CosmeAinda não há avaliações
- TCC - Procedimentos Práticos para Execução Da Pavimentação Intertravada.Documento68 páginasTCC - Procedimentos Práticos para Execução Da Pavimentação Intertravada.Rodrigo MartinsAinda não há avaliações
- Critérios de MediçãoDocumento39 páginasCritérios de MediçãoFlavio PenhaAinda não há avaliações
- Instrução Técnica de Trabalho para Estaca RaizDocumento4 páginasInstrução Técnica de Trabalho para Estaca RaizCarlos MaiaAinda não há avaliações
- Egvs00447 - 00 1Z RL 0001.01Documento51 páginasEgvs00447 - 00 1Z RL 0001.01A GAinda não há avaliações
- PE TBAPI 540 01 R 01 SE - Execução de Drenagem Rev 01Documento10 páginasPE TBAPI 540 01 R 01 SE - Execução de Drenagem Rev 01Mateus almeida santosAinda não há avaliações
- IT 001 Locação Da Obra Rev 0Documento3 páginasIT 001 Locação Da Obra Rev 0Elisangela CarvalhoAinda não há avaliações
- Dner Es309 97Documento10 páginasDner Es309 97Welligntom Dias MonteiroAinda não há avaliações
- Cópia de CROQUI de LANÇAMENTO Aterramento Do PullerDocumento7 páginasCópia de CROQUI de LANÇAMENTO Aterramento Do PullerThales FragaAinda não há avaliações
- Cálculo Nega M 1500KgDocumento2 páginasCálculo Nega M 1500KgBryan AlmeidaAinda não há avaliações
- Sinapi CT Lote1 Concretagem Estrutura Concreto Armado V001Documento101 páginasSinapi CT Lote1 Concretagem Estrutura Concreto Armado V001BrunoAinda não há avaliações
- Gafisa-ALvenaria EstruturalDocumento34 páginasGafisa-ALvenaria EstruturalJosé PicançoAinda não há avaliações
- Relatório de Sondagem Dr. Rogério MolinariDocumento10 páginasRelatório de Sondagem Dr. Rogério MolinariLeandro GuterresAinda não há avaliações
- Laudo de Rompimento de Concreto Da Ferrovia Mar KM-735Documento52 páginasLaudo de Rompimento de Concreto Da Ferrovia Mar KM-735Lucas SouzaAinda não há avaliações
- N-0013 Aplicacao de TintaDocumento18 páginasN-0013 Aplicacao de Tintadaniel100% (1)
- Tabela Estaca Raiz - ABC Fundações e GeotécnicaDocumento3 páginasTabela Estaca Raiz - ABC Fundações e GeotécnicaGTengAinda não há avaliações
- 001 - Apr - Tro Rumo Egelte - Isolamento - Caminho Seguro - Patio e CanteiroDocumento3 páginas001 - Apr - Tro Rumo Egelte - Isolamento - Caminho Seguro - Patio e CanteiroHumberto Abreu de PaulaAinda não há avaliações
- Procedimento: Requisito Técnico: Prescrição Estabelecida Como A Mais Adequada e QueDocumento21 páginasProcedimento: Requisito Técnico: Prescrição Estabelecida Como A Mais Adequada e QueodiegaoAinda não há avaliações
- Manual de Boas Práticas - MND PDFDocumento14 páginasManual de Boas Práticas - MND PDFLyncolnMouraTironiAinda não há avaliações
- FOR 8.5.2-01 - Rastreabilidade Do Concreto Estrutural - Rev 00Documento1 páginaFOR 8.5.2-01 - Rastreabilidade Do Concreto Estrutural - Rev 00Izabel AzevedoAinda não há avaliações
- PR-1872CC-Q-00001 - Execução Topográfica - Rev.0Documento11 páginasPR-1872CC-Q-00001 - Execução Topográfica - Rev.0Larisse GomesAinda não há avaliações
- RT 1000SD M 15807 - Rev.5Documento39 páginasRT 1000SD M 15807 - Rev.5Patricia Evangelista PereiraAinda não há avaliações
- Modelo de Planilha de Ensaio de Peso Especifico Aparente Seco in Situ Com Frasco de AreiaDocumento1 páginaModelo de Planilha de Ensaio de Peso Especifico Aparente Seco in Situ Com Frasco de AreiaCassio BarbosaAinda não há avaliações
- ABNT NBR 13541 Movimentacao de Carga Laco de Cabo de Aco Especificacao PDFDocumento11 páginasABNT NBR 13541 Movimentacao de Carga Laco de Cabo de Aco Especificacao PDFLuiz Alberto LamogliaAinda não há avaliações
- Sup RTC 001 04 4200060998 - 20220118Documento107 páginasSup RTC 001 04 4200060998 - 20220118Kaio GomesAinda não há avaliações
- ES-S-401 Montagem Estrutura Metalica Rev 8Documento28 páginasES-S-401 Montagem Estrutura Metalica Rev 8Jian MoraesAinda não há avaliações
- NBR 14948 Microrrevestimentos Asfálticos A Frio Modificados Por Polímero - Materiais, Execução e DesempenhoDocumento8 páginasNBR 14948 Microrrevestimentos Asfálticos A Frio Modificados Por Polímero - Materiais, Execução e DesempenhoPrestação de ContasAinda não há avaliações
- Pes.36 02 Producao de ConcretoDocumento3 páginasPes.36 02 Producao de ConcretoAlexandre BatistaAinda não há avaliações
- Planilha Orç - Cronograma Ponte 24.00m X 5,00 M RetificadoDocumento1 páginaPlanilha Orç - Cronograma Ponte 24.00m X 5,00 M RetificadoMichael DouglasAinda não há avaliações
- Sinapi CT Lote3 Locacao de Obra V001Documento25 páginasSinapi CT Lote3 Locacao de Obra V001Fabio MarquesAinda não há avaliações
- TCC - Elaboração de Um Plano de Fogo para DesmonteDocumento42 páginasTCC - Elaboração de Um Plano de Fogo para DesmonteFabio Oliveira100% (1)
- Especificação Técnica de CercasDocumento10 páginasEspecificação Técnica de CercasdiegolorenzatoAinda não há avaliações
- Aferição de Prumo e MedidasDocumento7 páginasAferição de Prumo e Medidastesemar010Ainda não há avaliações
- A contratualização do risco geológico nas obras públicas subterrâneasNo EverandA contratualização do risco geológico nas obras públicas subterrâneasAinda não há avaliações
- Tabela Salarial Construção CivilDocumento1 páginaTabela Salarial Construção CivilCláudio W. SousaAinda não há avaliações
- Manual de Drenagem - RodoviasDocumento337 páginasManual de Drenagem - RodoviasthixavierAinda não há avaliações
- Norma Dnit Sobre Controle de AterroDocumento13 páginasNorma Dnit Sobre Controle de AterroErisvaldo de LimaAinda não há avaliações
- Orçamento HaroldDocumento10 páginasOrçamento HaroldJefferson Luis MartinyAinda não há avaliações
- Planilha de Calculo de Traco Automatico e Quantitativos DemonstrativaDocumento1 páginaPlanilha de Calculo de Traco Automatico e Quantitativos DemonstrativaElaine CrisAinda não há avaliações
- Volume 1Documento48 páginasVolume 1Thais Di GregorioAinda não há avaliações
- Ficha Técnica Bloco CCA PreconDocumento6 páginasFicha Técnica Bloco CCA PreconEliamara Souto AndreattaAinda não há avaliações
- Fôrmas - ApresentaçãoDocumento38 páginasFôrmas - ApresentaçãoBio SamaAinda não há avaliações
- N 1190Documento26 páginasN 1190dafespAinda não há avaliações
- Livro de Ordem Crea Pe 1Documento16 páginasLivro de Ordem Crea Pe 1Vitor C. SantanaAinda não há avaliações
- Análise de confiabilidade estrutural via método SORM DG: análise de confiabilidade por meio de curvaturas principais de superfícies de estado limiteNo EverandAnálise de confiabilidade estrutural via método SORM DG: análise de confiabilidade por meio de curvaturas principais de superfícies de estado limiteAinda não há avaliações
- Gerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaNo EverandGerenciamento de risco de incêndio em edificações tombadas pelo patrimônio histórico e cultural: uma ênfase no Recôncavo da BahiaAinda não há avaliações
- Como Fechar o PDCA Na Resolução de ProblemasDocumento7 páginasComo Fechar o PDCA Na Resolução de ProblemasALEXAinda não há avaliações
- Manual Vray para Sketchup - em PortuguêsDocumento66 páginasManual Vray para Sketchup - em PortuguêsLucimara Mattos100% (1)
- Decreto LOCKDOWN COVID-19 05.05 16h58Documento6 páginasDecreto LOCKDOWN COVID-19 05.05 16h58ALEXAinda não há avaliações
- Tubos01 PDFDocumento120 páginasTubos01 PDFvinicius_a_demarcoAinda não há avaliações
- 8 Passos para Ser Perito JudicialDocumento4 páginas8 Passos para Ser Perito JudicialGabriel CamposAinda não há avaliações
- NBR 14847 - 2002 - Inspecao de Servicos de Pintura em Superficies Metalicas - ProcedimentoDocumento5 páginasNBR 14847 - 2002 - Inspecao de Servicos de Pintura em Superficies Metalicas - ProcedimentoAguinaldo Lima0% (1)
- Receita Diversos Tipos MolhoDocumento10 páginasReceita Diversos Tipos MolhoMaisVitaminaAinda não há avaliações
- Nbr-10719-Versao-2015 - Relatório Técnico Ou Científico PDFDocumento15 páginasNbr-10719-Versao-2015 - Relatório Técnico Ou Científico PDFIsaac Matheus Santos Batista100% (1)
- Alerta 018 - 2020 - Distanciamento Social e Práticas de Higiene São Deveres de Todos PDFDocumento1 páginaAlerta 018 - 2020 - Distanciamento Social e Práticas de Higiene São Deveres de Todos PDFALEXAinda não há avaliações
- Bolo de Leite Condensado (3.5 - 5)Documento5 páginasBolo de Leite Condensado (3.5 - 5)ALEXAinda não há avaliações
- ABNT NBR 15693-Ensaios Não Destrutivos-Teste Por Pontos - 2013Documento29 páginasABNT NBR 15693-Ensaios Não Destrutivos-Teste Por Pontos - 2013ALEX100% (1)
- Descontinuidades noPWDocumento16 páginasDescontinuidades noPWxande_ramsAinda não há avaliações
- Calculo de PesosDocumento31 páginasCalculo de PesosALEXAinda não há avaliações
- Calculo de PesosDocumento31 páginasCalculo de PesosALEXAinda não há avaliações
- DA-700-004 - Controle de Qualidade Na MontagemDocumento7 páginasDA-700-004 - Controle de Qualidade Na MontagemALEXAinda não há avaliações
- Coleção Receitas Saudáveis - 04 2019-1Documento16 páginasColeção Receitas Saudáveis - 04 2019-1ALEXAinda não há avaliações
- 141436-Texto Do Artigo-277178-1-10-20171209Documento17 páginas141436-Texto Do Artigo-277178-1-10-20171209ALEXAinda não há avaliações
- 31 - Manual Mills LockDocumento78 páginas31 - Manual Mills Lockwilliamcss100% (1)
- 31 - Manual Mills LockDocumento78 páginas31 - Manual Mills Lockwilliamcss100% (1)
- 31 - Manual Mills LockDocumento61 páginas31 - Manual Mills LockALEXAinda não há avaliações
- O Mundo em 2050Documento3 páginasO Mundo em 2050ALEXAinda não há avaliações
- DA-500-004 - Identificação, Embarque e DesembarqueDocumento8 páginasDA-500-004 - Identificação, Embarque e DesembarqueALEXAinda não há avaliações
- ISO 9001 - 2015 - RequisitosDocumento85 páginasISO 9001 - 2015 - RequisitosBarbara PiresAinda não há avaliações
- Catálogo Newline 2021 WHITEDocumento140 páginasCatálogo Newline 2021 WHITEFFPROJETOS E CONSTRUÇÕESAinda não há avaliações
- Cálculo Econômico Sob o Socialismo - Ludwig Von Mises PDFDocumento56 páginasCálculo Econômico Sob o Socialismo - Ludwig Von Mises PDFThiago Grossi100% (1)
- Guia de Tecnologias DigitaisDocumento146 páginasGuia de Tecnologias DigitaisSandro Olímpio SIlva VasconcelosAinda não há avaliações
- Aet Sankyu 2019 PDFDocumento92 páginasAet Sankyu 2019 PDFLuis Felipe Teixeira50% (2)
- Apostila Docinhos Bombons e TrufasDocumento24 páginasApostila Docinhos Bombons e TrufaskarlospiAinda não há avaliações
- Apostila Ufc Administracao Heron LemosDocumento159 páginasApostila Ufc Administracao Heron LemosOsmarino Almeida0% (1)
- 1 - 10062019 - Autoavaliação de Programas de Pós GraduaçãoDocumento32 páginas1 - 10062019 - Autoavaliação de Programas de Pós GraduaçãoMarceloAinda não há avaliações
- Manual Alta VazãoDocumento48 páginasManual Alta VazãoCleber001Ainda não há avaliações
- Cerelac FinalDocumento24 páginasCerelac Finalmarinisa8675% (4)
- Silo - Tips - Aplicaao de Tecnicas de Mediao Da Produtividade Da Manutenao em Portos o Caso Do Porto de Tubarao Es Da ValeDocumento19 páginasSilo - Tips - Aplicaao de Tecnicas de Mediao Da Produtividade Da Manutenao em Portos o Caso Do Porto de Tubarao Es Da ValeRafael CardosoAinda não há avaliações
- ANEEL Resolucao 395 2009 PDFDocumento7 páginasANEEL Resolucao 395 2009 PDFccprado1Ainda não há avaliações
- Mugabe SliderDocumento24 páginasMugabe Sliderpedrito mugabeAinda não há avaliações
- ACP Monografia-Final e ProprioDocumento45 páginasACP Monografia-Final e ProprioRuben Francisco JoseAinda não há avaliações
- Legislação Ambiental de Moçambique - Quadro Legal e ReguladorDocumento40 páginasLegislação Ambiental de Moçambique - Quadro Legal e ReguladorCelmo MassuanganheAinda não há avaliações
- Relatorio Socioambiental DIS 2019Documento164 páginasRelatorio Socioambiental DIS 2019Ze JuliaoAinda não há avaliações
- Falta de Mobilidade em IdososDocumento14 páginasFalta de Mobilidade em IdososAlen CostaAinda não há avaliações
- ProectoDocumento30 páginasProectoCastigo BenjamimAinda não há avaliações
- Seis Sigma Filo Sofia LeanDocumento17 páginasSeis Sigma Filo Sofia LeanMarcelo BarrosAinda não há avaliações
- 901-SCAA Cupping Protocols TSC DocV RevDec08 PortugueseDocumento13 páginas901-SCAA Cupping Protocols TSC DocV RevDec08 PortugueseElvio JuniorAinda não há avaliações
- PRT 046 10 02 1998 Manual Generico de Procedimentos AppccDocumento28 páginasPRT 046 10 02 1998 Manual Generico de Procedimentos AppcccurtovalleAinda não há avaliações
- Aula 01 - Introdução À Gestão de ProjetosDocumento17 páginasAula 01 - Introdução À Gestão de ProjetosViviane AntunesAinda não há avaliações
- Trabalho de EscopoDocumento13 páginasTrabalho de EscopoKarlaHolzmeister50% (6)
- A Normalização No Contexto Da Comunicação CientíficaDocumento10 páginasA Normalização No Contexto Da Comunicação CientíficaJosé BessaAinda não há avaliações
- Adm MercadologicaDocumento56 páginasAdm MercadologicamarkussuelanAinda não há avaliações
- Modelos e Filosofias Da ManutençãoDocumento51 páginasModelos e Filosofias Da ManutençãoRicardo RamosAinda não há avaliações
- Guia de Elaboração de Balanço SocialDocumento43 páginasGuia de Elaboração de Balanço Socialapi-3712497100% (1)
- InovaçãoDocumento4 páginasInovaçãoaugusto vianaAinda não há avaliações
- Catalogo Viroc PDFDocumento45 páginasCatalogo Viroc PDFKarlos RupfAinda não há avaliações
- Manual de Projetos RotaractDocumento38 páginasManual de Projetos RotaractPaulo LandiAinda não há avaliações