Você também pode gostar
- FP 27 02 01 - Lancamento de Cabo de Fibra OpticaDocumento7 páginasFP 27 02 01 - Lancamento de Cabo de Fibra OpticaArthur BeckerAinda não há avaliações
- Lançamento de Cabos e Multicabos ElétricosDocumento4 páginasLançamento de Cabos e Multicabos Elétricosmessias.messiAinda não há avaliações
- CABOS DE POTÊNCIA PARA TENSÃO DE 0,61 KV ET - 5140-721-ppm-007 - Revd - FimDocumento8 páginasCABOS DE POTÊNCIA PARA TENSÃO DE 0,61 KV ET - 5140-721-ppm-007 - Revd - FimMarciokronembergerAinda não há avaliações
- Manual Instalacao PCS-CAT PCBS-CAT e PIS-CAT ThevearDocumento14 páginasManual Instalacao PCS-CAT PCBS-CAT e PIS-CAT ThevearAndré Lopes de AlmeidaAinda não há avaliações
- Elementos de MicroeletronicaDocumento3 páginasElementos de MicroeletronicaGuilherme Figueiredo ArjonaAinda não há avaliações
- PO-RECAP 01-Rev 01Documento4 páginasPO-RECAP 01-Rev 01messias.messiAinda não há avaliações
- Manual Tbbe 35-600 - Rev1 - Tbe - ConectorDocumento4 páginasManual Tbbe 35-600 - Rev1 - Tbe - ConectorpdkpzsnmydAinda não há avaliações
- Catalogo TCDocumento2 páginasCatalogo TCLailton SilvaAinda não há avaliações
- Chave Tipo C EspecificaçâoDocumento25 páginasChave Tipo C EspecificaçâoMaq QuinalhaAinda não há avaliações
- Coordenação de Elos Fusíveis e Suas ConseqüênciasDocumento13 páginasCoordenação de Elos Fusíveis e Suas ConseqüênciasFelipe FrancoAinda não há avaliações
- Sistemas de Proteção de Subestações de Alta TensãoDocumento22 páginasSistemas de Proteção de Subestações de Alta TensãoStenio Amorim GomesAinda não há avaliações
- Pino para IsoladorDocumento10 páginasPino para IsoladorGeorge Romero Tadeu Carvalho NunesAinda não há avaliações
- Cabeamento Estruturado Senai - Apresentação Paulo Marin PDFDocumento29 páginasCabeamento Estruturado Senai - Apresentação Paulo Marin PDFAlex VilarindoAinda não há avaliações
- Memorial Descritivo (Cabeamento) - CHESFDocumento6 páginasMemorial Descritivo (Cabeamento) - CHESFJoao Vinicius Rodrigues LimaAinda não há avaliações
- V7 - Aterramento e Proteção Contra Sobretensões de Sistemas Aereos PDFDocumento356 páginasV7 - Aterramento e Proteção Contra Sobretensões de Sistemas Aereos PDFDiego Henrique Machado100% (1)
- Guia Prático de AterramentoDocumento23 páginasGuia Prático de AterramentoRodrigo JungesAinda não há avaliações
- CAT5EDocumento4 páginasCAT5EGabriel TomeAinda não há avaliações
- Palestra de Cabeamento Estruturado de Fibra Óprica - Nic - BR - Pof StéfanyDocumento34 páginasPalestra de Cabeamento Estruturado de Fibra Óprica - Nic - BR - Pof StéfanyciberboboAinda não há avaliações
- Apostila de Cabeamento e Conectores de Rede (P gs.30) PDFDocumento30 páginasApostila de Cabeamento e Conectores de Rede (P gs.30) PDFjonas1964Ainda não há avaliações
- 00-Apresentacao Do CursoDocumento8 páginas00-Apresentacao Do CursoCapitão Jhonny-BentoAinda não há avaliações
- Ethernet Ip PDFDocumento91 páginasEthernet Ip PDFPaulo DembiAinda não há avaliações
- Cabeamento Estruturado - Jorge PassosDocumento311 páginasCabeamento Estruturado - Jorge PassosLucas Ferreira100% (1)
- Fibra OticaDocumento120 páginasFibra OticaSamuelPereira100% (1)
- Aula 12 - Cabeamento Parte 01Documento47 páginasAula 12 - Cabeamento Parte 01KaueAinda não há avaliações
- AESEletropaulo-Rede AéreaDocumento121 páginasAESEletropaulo-Rede AéreaRoberto FreireAinda não há avaliações
- 1688145759649GSette Super Easy 1kVDocumento5 páginas1688145759649GSette Super Easy 1kVMariana OzakiAinda não há avaliações
- Procable Vantagem Técnico Econômica Do Cabo Opmw Optical Messenger Wire em Relação Dielétrico Auto SustentadoDocumento8 páginasProcable Vantagem Técnico Econômica Do Cabo Opmw Optical Messenger Wire em Relação Dielétrico Auto SustentadoEduardo Jr.Ainda não há avaliações
- UFCD6029 - AlunosDocumento8 páginasUFCD6029 - Alunosnuno silvestreAinda não há avaliações
- Cabeamento Estruturado para Data Centers: Conceitos, Técnicas e TendênciasDocumento30 páginasCabeamento Estruturado para Data Centers: Conceitos, Técnicas e TendênciasCapitão Jhonny-BentoAinda não há avaliações
- Termo de Referencia Dispensa 514.2022Documento31 páginasTermo de Referencia Dispensa 514.2022Alison RochaAinda não há avaliações
- Apresentação ITED4-UNEX VFDocumento40 páginasApresentação ITED4-UNEX VFVitor CarvalhoAinda não há avaliações
- Norma Técnica Copel - NTC (Out-2009)Documento76 páginasNorma Técnica Copel - NTC (Out-2009)Bárbara Stéfane Do Nascimento FrancoAinda não há avaliações
- PRE 037 - Lançamento de Condutores de MT e AT Nas Proximidades Ou Sobre Linhas e Redes EnergizadasDocumento20 páginasPRE 037 - Lançamento de Condutores de MT e AT Nas Proximidades Ou Sobre Linhas e Redes EnergizadasLeandro TAinda não há avaliações
- Norma Técnica Cabo Al MultiplexDocumento20 páginasNorma Técnica Cabo Al MultiplexengetarcioAinda não há avaliações
- Hiago Santos Fortunato - Certificado 202Documento2 páginasHiago Santos Fortunato - Certificado 202Alexandre CorreaAinda não há avaliações
- Planejamento Rede FTTHDocumento180 páginasPlanejamento Rede FTTHNoel Silva CostaAinda não há avaliações
- A4Documento53 páginasA4Douglas Kengi TanakaAinda não há avaliações
- Lista de Material para Instalação de CFTVDocumento4 páginasLista de Material para Instalação de CFTVDjair LeddellAinda não há avaliações
- Ged 4101Documento110 páginasGed 4101André Luis Marin SimõesAinda não há avaliações
- 4 Catalogo Geral 2014 - Sistemas Io PTDocumento205 páginas4 Catalogo Geral 2014 - Sistemas Io PTcaioAinda não há avaliações
- Eprotenax Compact 105Documento7 páginasEprotenax Compact 105Carlos ReisAinda não há avaliações
- Documento de "As Built" Do Ambiente Lan Corporativa de Voz e DadosDocumento42 páginasDocumento de "As Built" Do Ambiente Lan Corporativa de Voz e DadosPablo AntonieAinda não há avaliações
- NBR 16521 - Cabeamento Estrututrado Industrial 01 PDFDocumento27 páginasNBR 16521 - Cabeamento Estrututrado Industrial 01 PDFJoão Carlos100% (1)
- MemorialDocumento13 páginasMemorialleônidas antônio silva santosAinda não há avaliações
- EA FD 07 RedesIndustriaisparaControleeAutomacao1Documento3 páginasEA FD 07 RedesIndustriaisparaControleeAutomacao1rodrigoAinda não há avaliações
- NTC85Documento22 páginasNTC85Ricardo PilattoAinda não há avaliações
- Guia Rápido Da Série SUN2000 - (90KTL, 95KTL, 100KTL, 105KTL)Documento16 páginasGuia Rápido Da Série SUN2000 - (90KTL, 95KTL, 100KTL, 105KTL)BrunoAinda não há avaliações
- H838-00001-01 HPS Quick Installation Guide A4双面折叠成A5 20200710Documento2 páginasH838-00001-01 HPS Quick Installation Guide A4双面折叠成A5 20200710valesca.bfeltrinAinda não há avaliações
- E506.0030.020.4 - DPS Flex RS System 30V - 4 ViasDocumento7 páginasE506.0030.020.4 - DPS Flex RS System 30V - 4 ViasJoão Pedro Alemonge HonoratoAinda não há avaliações
- Boas Praticas em Instalação FTTHDocumento4 páginasBoas Praticas em Instalação FTTHValmirAinda não há avaliações
- Conteúdo Programático - Cabeamento EstruturadoDocumento4 páginasConteúdo Programático - Cabeamento EstruturadoRadionline FamiliasertanejaAinda não há avaliações
- POP.00518.EQTL - Montagem e Instalação de Postes de Fibra de Emergência No SDAT (Rev. 00)Documento15 páginasPOP.00518.EQTL - Montagem e Instalação de Postes de Fibra de Emergência No SDAT (Rev. 00)Paulo Sérgio Knebel100% (1)
- Memorial Descritivo RelenDocumento36 páginasMemorial Descritivo RelenELLEN ALVES SANT'ANAAinda não há avaliações
- Como Se Tornar Instalador Padrão Light, Mesmo Que Não Tenha Experiência Nessa ÁreaDocumento20 páginasComo Se Tornar Instalador Padrão Light, Mesmo Que Não Tenha Experiência Nessa ÁreaHeleno Oliveira100% (2)
- AN6000-15 Optical Line Terminal Equipment Quick Installation Guide B (1) .PDF (Português (Portugal, Brasil) )Documento25 páginasAN6000-15 Optical Line Terminal Equipment Quick Installation Guide B (1) .PDF (Português (Portugal, Brasil) )Dantas LuisAinda não há avaliações
- Desenvolvendo Um Medidor De Radiação Uv Para Rede Can Programado Em C Para O Pic18f4580No EverandDesenvolvendo Um Medidor De Radiação Uv Para Rede Can Programado Em C Para O Pic18f4580Ainda não há avaliações
- Desenvolvendo Um Medidor De Ozônio Para Rede Can Programado Em C Para O Pic18f4580No EverandDesenvolvendo Um Medidor De Ozônio Para Rede Can Programado Em C Para O Pic18f4580Ainda não há avaliações
- Catálogo Contator Steck SDDocumento2 páginasCatálogo Contator Steck SDALEXAinda não há avaliações
- 737966985Documento8 páginas737966985Roberto RamalhoAinda não há avaliações
- Bula EpoclerDocumento6 páginasBula EpoclerCassiusAinda não há avaliações
- Energia Solar Fotovoltaica Sistemas Conectados A RedeDocumento15 páginasEnergia Solar Fotovoltaica Sistemas Conectados A RedeFranciomar LimaAinda não há avaliações
- MANUAL de Sinais de RegulamentaçãoDocumento222 páginasMANUAL de Sinais de RegulamentaçãoSérgio PereiraAinda não há avaliações
- Rappaport - Psicologia Do Desenvolvimento - Vol 4Documento93 páginasRappaport - Psicologia Do Desenvolvimento - Vol 4Anonymous QOAATBV0% (1)
- Lista de Problemas III - Resistência IDocumento2 páginasLista de Problemas III - Resistência ICarlosAntônioAinda não há avaliações
- Experimento 1 - Osciloscópio de Raios CatódicosDocumento6 páginasExperimento 1 - Osciloscópio de Raios CatódicosMurilo Aguiar SilvaAinda não há avaliações
- FISICA - DINAMICA E TERMODINAMICA - Calorimetria - Relatório - Unid 3Documento4 páginasFISICA - DINAMICA E TERMODINAMICA - Calorimetria - Relatório - Unid 3quele30Ainda não há avaliações
- NR 12 Bloqueio de Mquinas e EquipamentosDocumento23 páginasNR 12 Bloqueio de Mquinas e EquipamentosCPSSTAinda não há avaliações
- Eletrica Residencial-03 PDFDocumento18 páginasEletrica Residencial-03 PDFMoselineAinda não há avaliações
- Dimensionamento Do RolamentoDocumento71 páginasDimensionamento Do RolamentoMatheus BarbosaAinda não há avaliações
- 3 - Téc. Análise Sistemas TrifásicosDocumento14 páginas3 - Téc. Análise Sistemas TrifásicosgugaseibertAinda não há avaliações
- Atividade Fisica 8 Ano Etapa 3 EletricidadeDocumento9 páginasAtividade Fisica 8 Ano Etapa 3 EletricidadesahAinda não há avaliações
- Atividade de Pesquisa - Eletricidade IDocumento8 páginasAtividade de Pesquisa - Eletricidade Inathan paim100% (1)
- Taf PM Ba PDFDocumento27 páginasTaf PM Ba PDFAnonymous OYfA679pMhAinda não há avaliações
- A Psicodinâmica Das CoresDocumento30 páginasA Psicodinâmica Das CoresMadalena CarvalhoAinda não há avaliações
- Antropologia e Geografia PDFDocumento29 páginasAntropologia e Geografia PDFCharlesAinda não há avaliações
- 35 Circuito RL Paralelo em CADocumento15 páginas35 Circuito RL Paralelo em CAPastorMário SérgioAinda não há avaliações
- Ebook Como Dimensionar Disjuntor Geral Na Instalacao EletricaDocumento14 páginasEbook Como Dimensionar Disjuntor Geral Na Instalacao EletricaNilton RodriguesAinda não há avaliações
- 1 2 Analise de Circuitos Polifasicos PDFDocumento18 páginas1 2 Analise de Circuitos Polifasicos PDFRejanne Melo100% (1)
- CCE1596 Aula03Documento47 páginasCCE1596 Aula03Projeto de EngenheiroAinda não há avaliações
- Tratado Sobre o Fogo Cosmico 1Documento488 páginasTratado Sobre o Fogo Cosmico 1MARCVS AVRELIVS (MARCVS)Ainda não há avaliações
- Apostila - Física - 2º Ano - 2021Documento13 páginasApostila - Física - 2º Ano - 2021ALDENY LOPES RIBEIRO MENEZESAinda não há avaliações
- Ferraro Chp4 TraduzidoDocumento20 páginasFerraro Chp4 TraduzidoDOUGLAS LOURINALDOAinda não há avaliações
- Gyptec ManualTecnico 2edicao PDFDocumento136 páginasGyptec ManualTecnico 2edicao PDFJocagonjcAinda não há avaliações
- 01 - Edital PMDC 001 - 2016 - Guarda MunicipalDocumento20 páginas01 - Edital PMDC 001 - 2016 - Guarda MunicipalkikotiAinda não há avaliações
- Fitness: Parte I: FundamentosDocumento96 páginasFitness: Parte I: FundamentosCarlos RobertoAinda não há avaliações
- SubestaçõesDocumento110 páginasSubestaçõesEder Batista Junior100% (1)
- Introdução À Física I Tema 1: Ferramentas Matemáticas para o Estudo de FísicaDocumento29 páginasIntrodução À Física I Tema 1: Ferramentas Matemáticas para o Estudo de FísicaLucindaAinda não há avaliações
- CAMARGO, Eder Pires deDocumento12 páginasCAMARGO, Eder Pires deguissimoesAinda não há avaliações
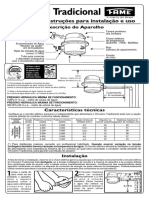
- Manual FameDocumento2 páginasManual FameGeizaCristinaGomesAinda não há avaliações
- Teoria de Bandas !!!Documento18 páginasTeoria de Bandas !!!Lenon NevesAinda não há avaliações
- Prática 6Documento2 páginasPrática 6Guilherme de Carvalho ColomboAinda não há avaliações